目录
介绍
计算正确的 K 系数、弯曲余量和弯曲扣除量对于从您的零件中获得高质量的成品至关重要 液压 按刹车。折弯机的知识和技术是其基础,对于帮助您在制造过程中使用它至关重要。
从 3D 部件计算平面图案长度其实并不难。虽然您可能会发现几种不同的公式声称可以计算弯曲余量,但它们通常是相同的公式,只是通过填写角度或 K 因子来简化。本文将向您展示这些信息,包括 K 因子、弯曲余量和弯曲扣除。
什么是弯曲余量?
金属实际上可以弯曲。制造金属板时,必须弯曲金属,不仅要形成一定的形状,还要符合安全规定,当金属受到冲击时,使其弯曲而不是断裂。无论金属类型如何,以及金属的形状和厚度如何,每块金属都有一定的弯曲余量。
弯曲系数定义
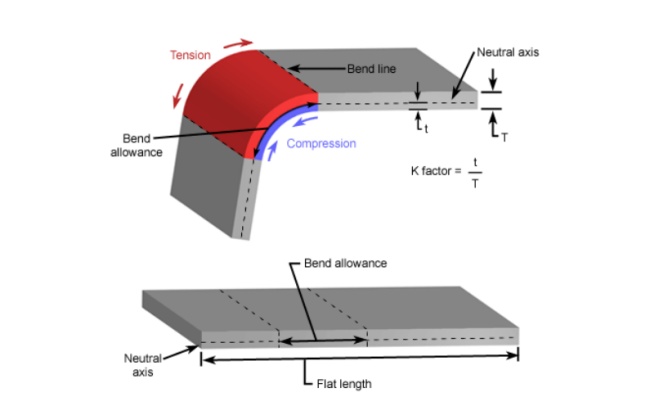
弯曲余量(BA)是沿金属板中性轴测量的弯曲弧长,因为弯曲后中性轴的长度不会改变。
一旦计算出弯曲余量,就应该将其添加到扁平长度中,以确定形成所需工件所需的金属板长度。
如何计算弯曲余量
如下图所示:
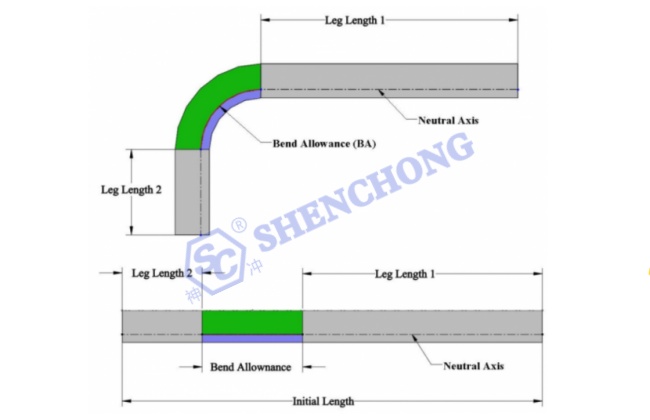
扁平长度的计算公式如下:
金属板长度 = 腿长 1 +BA + 腿长 2
弯曲余量计算公式
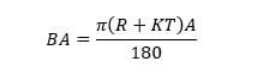
A——弯曲角度
R——内半径
K – K 系数
T——材料厚度
让我们从一个简单的 L 形支架开始。图片显示支架的腿分别为 2 英寸和 3 英寸。材料厚度为 0.125 英寸,内半径为 0.250 英寸,弯曲角度为 90 度。扁平长度是两个法兰的扁平部分的总长度加上弯曲区域圆弧的长度。但是,您是在材料内部还是外部计算的?都不是!这就是 K 系数发挥作用的地方。K 系数是材料厚度中没有拉伸或压缩的百分比,例如中性轴。对于这个简单的 L 形支架,我将使用 K 系数 0.42。
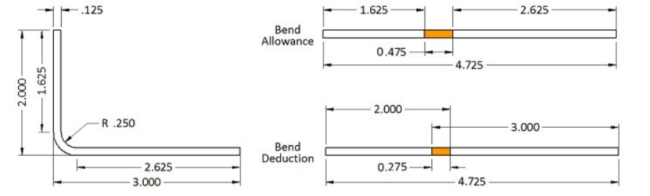
通过使用上述公式,我们得到:弯曲余量 = 90 * (π / 180) * (0.250 + 0.42 * 0.125) = 0.475″。
因此,平面图案长度为 1.625” + 2.625” + 0.475″,等于 4.725″。因此,如果您将所有法兰的平面长度相加,并为每个弯曲区域添加一个弯曲余量,您就会得到零件的正确平面长度。
但是看看图纸。这不是我们通常标注钣金零件尺寸的方式。尺寸通常是法兰或模具线的交点。这意味着我们必须为每个折弯区域减去两倍材料厚度加上折弯半径(也称为缩进)。对于这组尺寸,计算折弯补偿值会更容易。折弯补偿值允许您使用模具线尺寸将每个法兰的长度相加,然后将每个折弯区域的一个折弯补偿添加到总数中。它是负数 -0.275,这意味着您将从法兰长度总和 5” 中减去这个量,得到 4.725”。
K 因子是什么?
k 因子是在弯曲区域没有材料拉伸或压缩的材料厚度百分比。
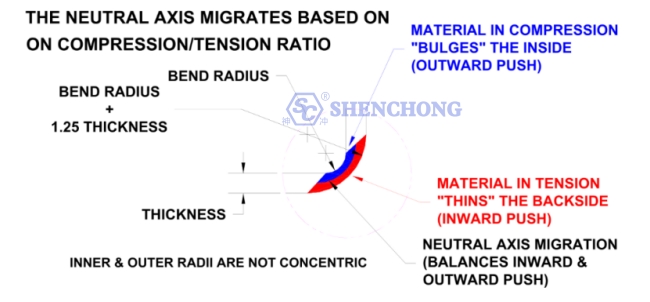
材料越硬,弯曲处内侧的压缩越小。因此,外侧拉伸更多,中性轴向弯曲处内侧移动。较软的材料允许内侧压缩更多,中性轴更靠近材料厚度的中心。
弯曲半径具有类似的效果。弯曲半径越小,压缩的需要就越多,中性轴会向弯曲内侧移动。在较大的半径上,中性轴保持在材料厚度中心附近。
要了解 K 因子,我们首先需要了解中性轴。
金属板弯曲时,底面被压缩,顶面被拉伸。中性轴位于金属内部,金属不会受到压缩或膨胀,从而保持恒定的长度。
中性轴
中性轴不变。在开发扁平毛坯长度时,零件的长度不会改变。此长度称为中性轴。中性轴内侧的材料将压缩,而外侧的材料将拉伸。根据材料厚度、半径和成型方法,零件的压缩与拉伸比将发生变化。
弯曲半径非常小的部件,与厚度相比,其外侧拉伸幅度更大,这意味着中性轴将更靠近弯曲的内侧。弯曲程度逐渐增大的部件,其外侧拉伸幅度更小,这意味着中性轴将更靠近部件的中心。
在平板金属片中,中性轴均匀地位于金属片厚度的一半处,但在弯曲过程中它会移动。
中性轴位置的变化由板材的材料性质、厚度、弯曲角度、内半径、弯曲方式等多种因素决定。
如何计算 K 因子
从数学上讲,K 系数表示中性轴位置 (t) 与板厚度 (T) 之间的比率。
K 因子公式
其中,t 为内表面到中性轴的距离,T 为金属厚度。
K系数由材料的物理性质、弯曲方法、弯曲角度和其他因素决定。
K 系数的值始终在 0 和 1 之间。如果 k 系数为 0.25,则表示中性轴位于零件钣金材料厚度的 25% 处。同样,如果为 0.5,则表示中性轴位于整个厚度的 50% 处。
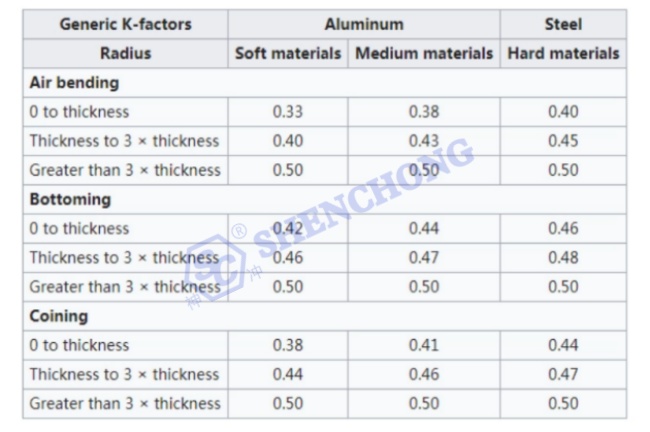
材料特性: 通常在0.30~0.50之间,一般软铜或软铜材料的K系数为0.35,半硬铜或黄铜、低碳钢、铝等材料的K系数为0.41,青铜、硬铜、冷轧钢、弹簧钢等材料的K系数为0.45。
弯曲半径: 弯曲半径越小,K 系数越大。
材料厚度: 材料厚度越大,K 系数越大。
材料的屈服强度: 屈服强度越高,K 系数越小。
弹性模量(又称杨氏模量): 材料厚度越大,K 系数越大。
在精密钣金制造中采用 数控折弯机其中,K系数是一个至关重要的因素。K系数用于计算折弯平面图,它与折弯时金属板拉伸的长度直接相关。
它是确定弯曲余量和弯曲扣除量的根本值。
由于中性轴距离与板厚之比决定了金属板中中性轴的位置,因此了解 K 系数有助于确定弯曲后中性轴的位置。
铝和钢的 K 系数
您还可以使用下表确定 K 系数:
铜、黄铜和青铜的 K 系数
经过仔细研究发现,SolidWorks系统还针对以下特定材料在折弯90度角度时提供了折弯补偿算法,具体计算公式如下:
软黄铜或软铜材料:BA=(0.55 * T)+(1.57 * R)
半硬铜或黄铜、软钢和铝等材料:BA=(0.64 * T)+(1.57 * R) 青铜、硬铜、冷轧钢和弹簧钢等材料:BA=(0.71 * T)+(1.57 * R) 实际上,如果我们简化公式 (7) 并将弯曲角度设置为 90 度并计算常数,则公式可以转变为:
BA=(1.57 * K * T)+(1.57 * R)
因此,对于软黄铜或软铜材料,通过对比上述计算公式,可得1.57xK=0.55K=0.55/1.57=0.35。用同样的方法,很容易就能计算出书中列出的几类材料的k因子值。
软黄铜或软铜材料:K=0.35。
半硬铜或黄铜、软钢和铝等材料:K=0.41。
青铜、硬铜、冷轧钢、弹簧钢等材料:K=0.45。
什么是弯曲扣除?
钣金折弯时,由于材料塑性变形不完全以及机床本身结构的限制,折弯工件的角度、长度等可能会与设计尺寸产生偏差。为保证折弯精度,保证工件尺寸符合要求,在图纸制作时就要考虑折弯扣除,即减少需要折弯的尺寸。
弯曲扣除定义
弯曲扣除量是我们需要从板材的总长度中去除的材料长度,以获得正确的平面图案。
弯曲扣除原则
折弯扣的原理是利用材料的弹性变形,使折弯后的长度和角度符合设计要求。折弯时,将板材放在折弯机上,折弯机施加折弯力,使板材产生弹性变形,从而产生形状和角度的变化,最终成为所需的形状。在此过程中,可以通过调整图纸尺寸来精确控制折弯扣,达到设计要求的精度和尺寸。
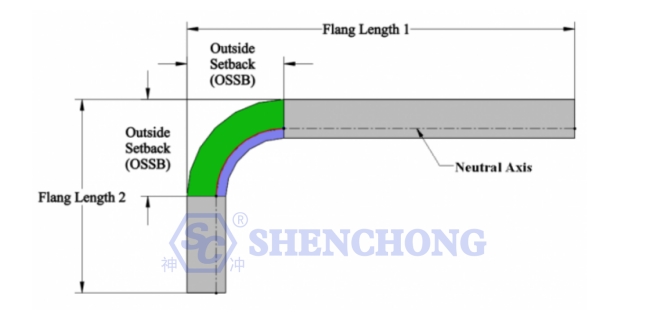
根据上图,弯曲扣除量是弯曲余量与两倍外部退距之间的差值。
弯曲扣除计算公式

在哪里:
OSSB——外部退距(超出弯曲角度的部分的长度)。
R——弯曲半径
K – K 系数(由材料特性和厚度决定)
T——材料厚度
A – 所需弯曲角度(以度为单位)
假设我们要将厚度为 2 毫米的不锈钢板弯曲至 90° 角,内弯曲半径为 3 毫米。已知此材料的 K 系数为 0.44。让我们逐步计算弯曲扣除量:
- 计算弯曲余量(BA):
BA = π * (R + K * T) * (A / 180)
其中,R 是内弯曲半径,K 是 K 系数,T 是板材厚度,A 是弯曲角度。
代入数值:
BA = π * (3 + 0.44 * 2) * (90 / 180) = 4.39 毫米
- 计算外部退距(OSSB):
OSSB = R + T = 3 + 2 = 5 毫米
- 计算弯曲扣除量 (BD):
BD = 2 * OSSB – BA
代入数值:
BD = 2 * 5 - 4.39 = 5.61 毫米
因此,为了在这块2mm厚的不锈钢板上实现90°弯曲,内弯半径为3mm,我们需要在弯曲过程中将弯曲扣除量设置为5.61mm。
这意味着我们需要将板材过度弯曲 5.61 毫米以补偿弯曲后的回弹,最终达到所需的 90° 弯曲角度。
弯曲扣除的计算有助于确定弯曲前的零件尺寸,从而更好地进行生产规划并减少材料浪费。
折弯扣主要功能
- 保证折弯精度。折弯扣可以控制折弯后的钣金件的长度和角度,从而保证生产出来的钣金件符合设计的尺寸和精度要求。
- 提高加工效率。折弯扣设计不仅缩小了生产尺寸,还避免了反复实验、调整,从而提高了钣金件制作的效率。
- 减少材料浪费。利用折弯扣件控制尺寸,可避免过度加工或材料浪费,从而降低成本,提高生产效率。
总之,折弯扣量是钣金加工过程中非常重要的一个环节,也是保证成品质量和精度的关键。实际加工中要根据具体情况合理调整折弯扣量值,以达到最佳加工效果。
具有不同弯曲余量的材料
哪种金属能够很好地弯曲?
所有金属都具有一定程度的弹性。有些金属比其他金属更有弹性,与其他材料相比,它们可以实现更大的弯曲余量。金属根据其弹性模量进行排序,弹性模量是金属变形时应力与应变之间的比率。弹性模量也是测量材料刚度或弹性阻力的一种手段。其他材料(如橡胶和玻璃)也可以用同样的方式计算。
令人惊讶的是,弹性最大的金属之一是镍钛合金,又名镍钛合金,压力为 28 GPa。它可以被拧紧很多次,但不会被视为变形。在常见的金属类型中,弹性第二大的金属包括锡、镁、镉的 45 GPa,以及铝的 69 GPa。当然,铝以重量轻和弯曲能力强著称,但在纯金属方面,包括合金,有一些金属在这方面可以超越它。
哪些金属无法很好地弯曲,或者弯曲过度时会断裂?
众所周知,大多数金属都非常坚硬,如果不弯曲材料,弯曲时肯定会断裂。在所有合金中,钨是最坚硬的金属,硬度可达 411 GPa。即使最薄的钨也很难弯曲,因此很容易像玻璃一样破碎。第二坚硬的金属是 304GPa 的铍铜。铬是一种存在于钻石和其他宝石中的材料,硬度排名第三,为 279 GPa。熟铁和钴的硬度均为 211 GPa。在 210GPa 下,您可以找到许多更常见的金属薄板,例如钢、不锈钢、钴和镍。如您所知,大多数金属都被认为非常坚硬,但如前所述,有些金属不如其他金属坚硬。
结论
K 系数(也称为弯曲半径系数)表示材料在弯曲过程中在外表面拉伸而在内表面压缩的趋势。
正确计算 K 系数对于确定中性轴位置和最大限度地减少开裂或起皱等潜在缺陷非常重要。
弯曲余量是指适应弯曲半径所需的额外材料,防止材料过度拉伸或压缩。
准确计算弯曲余量对于确保最终零件尺寸符合设计规格至关重要。
另一方面,弯曲扣除可以补偿材料的回弹效应,在弯曲力消除后,弯曲部分会趋于部分伸直。
考虑弯曲扣除对于实现所需的弯曲角度和保持尺寸精度至关重要。
通过了解并正确应用这些基本因素,您可以优化折弯工艺,最大限度地减少材料浪费,并持续生产出符合最严格要求的高质量折弯部件。