目录
折弯机模具是 液压 按刹车 机器 对板料进行成形加工的工具。这种工具由各种零件组成,不同的模具由不同的零件组成。它主要通过改变成形材料的物理状态来实现对物体形状的加工。在折弯机的压力下,将毛坯变成具有特定形状和尺寸的工件的工具。
金属板料的材质、厚度、长宽尺寸,以及设计的不同形状、角度,需要使用不同的折弯模具进行折弯。一般来说,折弯需要使用不同高度、形状、V 宽度大小的折弯上冲和下模,甚至需要特殊形状的专用模具。本文介绍了不同类型的折弯模具,并教用户如何选择、使用和维护折弯上冲和下模。
折弯机模具概述
折弯机模具结构
折弯机模具从结构上可分为折弯机上冲头和折弯机下模两大类。在折弯作业中,绝大多数上冲头为主动模,下模为被动模。若下模固定不动,则上冲头受力移动。一般来说,除特殊成套折弯机工装外,一套折弯机下模可对应多套上冲头,操作人员可根据产品设计需求选择。
折弯机工具类型
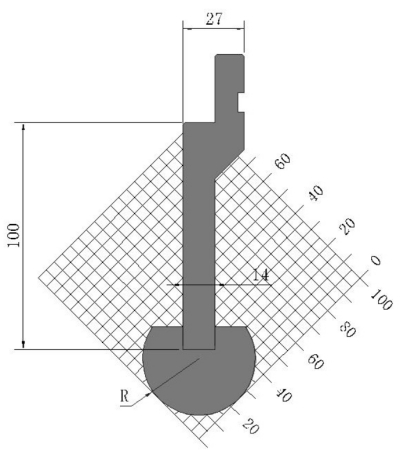
折弯机模具有多种类型,包括 V 型模具、U 型模具、多边形模具、半圆形模具等。每种类型的模具都适用于特定的加工需求和材料类型。例如,V 型和 U 型模具通常用于弯曲金属板材,而多边形和半圆形模具适用于弯曲特定形状和角度。这些模具的具体形状和尺寸是根据工件的设计和加工要求来选择的。
数控折弯机刀具种类很多,一般有直角折弯标准上模、尖头上模、压平刀模、R型刀模、偏置上冲、1V底模、2V底模、3U、4V底模、宇力橡胶折弯机底模、硬质橡胶下模、下模导轨、下模支架、段差折弯模、成形折弯模、组合折弯模、无划痕折弯模等,还可根据不同情况设计各种非标模具。
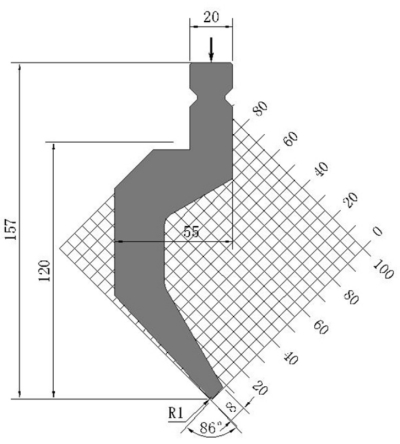
从使用方式上看,折弯机模具一般分为标准模具和专用模具,一般来说,折弯机上冲头顶角为30度(实际角度为26-28度),下模缺口角度有30度、45度、60度、80-90度等,下模缺口角度有60度、78-88度等。
折弯机上冲从形状上可分为尖刀模、圆弧模、折弯刀模、成形模。一般来说尖刀模多为30度、60度,偶尔也有45度、55度等特殊指定角度。弧形模主要设计不同的弧径、长度。折弯模主要用于避免U型工件或多处折弯。最复杂的是成形模。成形模可以是综合的,也可以是组合的。一般来说,组合模是由上下模设计、制造、组合而成。从生产成本上来看,综合成形模的制造成本会高出很多(特别是大型模具),而且精度难以控制。组合模在大型模具、复杂图形模具上有很大的优势。
折弯机模具按功能可分为单模和多功能模具,单模只能加工单一类型的工件,多功能模具可以加工不同类型的工件,有的可以拆装,又称复合模具,如段差模、成形模等。
折弯机下模根据模具缺口数量大致可分为单V底模、双V底模、多V底模,顾名思义单V、双V底模表面只有一个或两个模具缺口,常见于 数控折弯机 且精度较高。由于有固定的基准,又称同心模具,更换方便。多V底模多为方形模具,四个面上有多个模具槽口,大小不一。优点是模具有多个槽口,能适应各种厚板的折弯。
如今随着社会的不断进步,对产品的要求也在不断的提高,对折弯产品及材料的各种要求也在不断的提高,折弯机的下模也在不断发展,嵌入式底模、无压痕底模、可调开口底模等已在各个行业得到广泛的应用。
折弯机上冲头和下模的常见类型
1.普通标准上冲下模
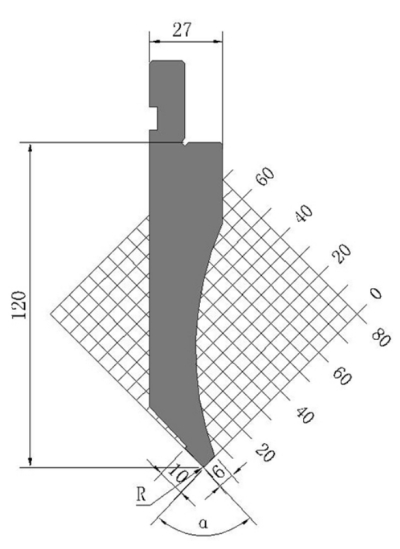
标准上冲、下模用于90°-180°折弯。优点:厚板、薄板通用,坚固耐用,用途广泛。
2. 锋利的刀片上冲头
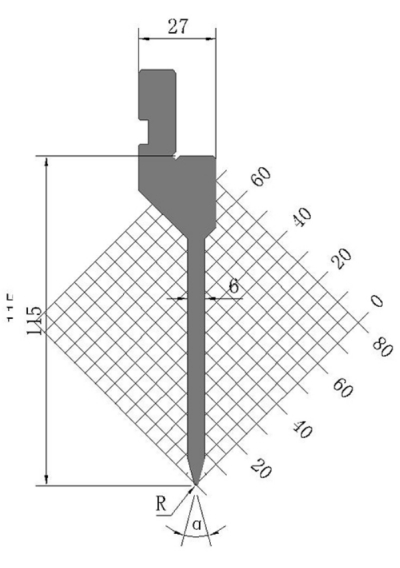
锋利刃口上冲,用于20°-180°的折弯。优点:可折弯较小的角度和尺寸,折弯后R曲线较小,外形美观,边缘清晰。
3.大弯上拳(鹅颈上拳)
鹅颈折弯机上冲用于折弯角度30°-180°。优点:用于标准模具、尖头模具无法完成的U型产品,适用范围广。
4. 卷边折弯机模具
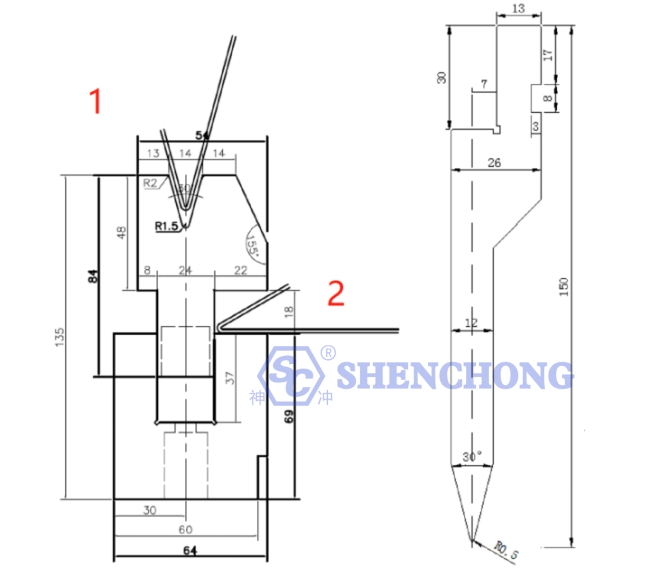
折边折弯机模具用于折边,适合与尖头模配合使用。先用尖头模将工件折弯至小于45°的角度,再用压平模压平死边,主要用于加强框架。
5.“Z”型折弯机模具
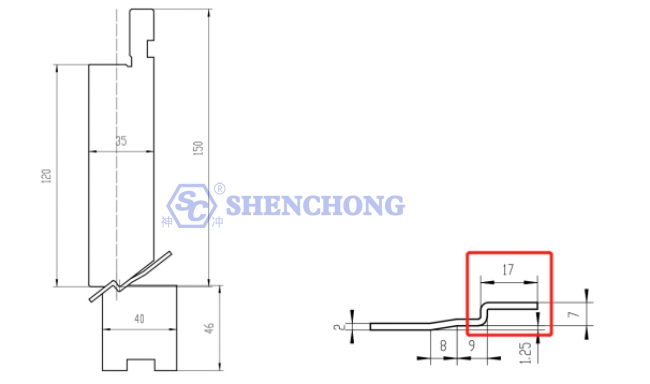
“Z”形模具主要用于小型“Z”形工件的一次性弯曲加工,分为固定式和可调式。
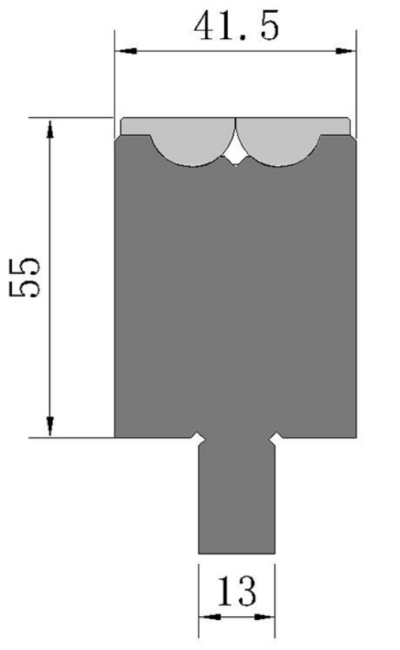
6. 折弯机成型模具
成型模具(包括圆弧模具、门框一次成型模具、U型成型、灯杆模具等)通常用于折弯较为复杂的产品,折弯角度较多,折弯样式较多,因此设计一次性折弯成型模具,提高折弯精度和效率。
7. 同芯下模
同芯下模通常是指与数控折弯机配合使用的下模,由模座和分段式下模组成。同芯是指使用任意槽型时,只需换到指定的槽型,而不需要重新对中上下模位置。换模十分方便,加工精度高。
8. 无压痕下模
旋转翻板无压痕模具结构。在上冲将工件压入下模体过程中,由于工件与旋转翻板平面接触,旋转翻板在下模体中旋转,整个折弯过程中工件与旋转翻板无相对滑动,同时工件与旋转翻板接触,消除了工件表面因压缩而产生的压痕和划痕,有效提高了工件的外观质量和精度。除上述两种无压痕模具结构可解决折弯时工件表面的压痕外,还可采用防压痕橡胶垫、单V凹模防压痕橡胶套、块状优胶+AT垫衬、硬质橡胶凹模等方法解决折弯时工件表面的压痕,达到产品质量要求。但橡胶垫、橡胶套、优级橡胶块、硬橡胶在折弯过程中容易发生变形、使用寿命短,影响折弯工件的尺寸精度,只适用于对尺寸精度要求不高的折弯工件。
无压痕下模有球型无压痕下模、翻板型无压痕下模、优越粘性无压痕下模,无压痕下模的主要用途是避免材料表面产生划痕、刮伤、压痕。
折弯机模具材料
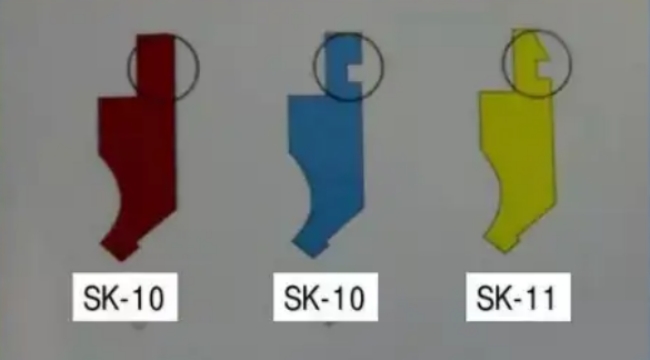
折弯机模具一般用T8、T10、T10A、42CrMo等材质,主要要求强度高,韧性好,耐磨性好。冷作模具钢选用Cr12MoV就是一种很好的材料,性能可以满足要求,工艺性能也不错,价格会高一些。42CrMo是高强度合金调质钢,强度高,韧性好,可在500度以下工作。
工厂和用户在选择折弯机模具材料时,需要考虑硬度、耐热性、耐磨性等几个特性。折弯机模具通常选用T8-T12碳钢,其中T10较为常用,韧性适中,耐磨性好。热处理后最高硬度可达60HRC以上,生产成本相对较低。但淬硬性较差,耐热性较差(250℃)。
如果需要更好的模具材料,就选择42CrMo高强度合金结构钢。42CrMo属于超高强度钢,强度和韧性较高,淬火性能好,经调质处理后疲劳极限高,耐多次冲击,可在500℃以下工作,热处理后硬度在45-48HRC左右,比较合适。
折弯机模具的选择
使用不同的折弯机模具组合,可得到不同的模具组合高度,以适应不同零件的加工。不同模具组合的刀尖之间的距离不能超过其行程的一半减去V形缺口的宽度。
加工不同的零件时,需要使用不同的模具,模具选择不正确不仅会使加工变得困难,而且还有可能导致产品报废。选择模具前,一定要了解折弯机和模具的加工参数,避免出现无法匹配的情况。
机床参数包括:行程、加压能力、开启高度、快速夹钳类型等。
折弯机模具参数:(冲头夹持器类型)、耐压吨位(最大弯曲压力)。
折弯机上冲的选择
上冲头支架有三种类型。
- 上冲角度应小于加工角度,例如加工90度,用88度的上冲。
- 选择合适的刀尖R,一般3mm以下采用R0.6,但如果加工有特殊要求,也可采用R0.2等其它R模具。
- 确保上冲的耐压范围超出加工范围。
- 不同形状的折弯需要不同形状的上冲。
折弯机底模的选择
- 确保为下模选择正确的 V 宽度。
- 下模V型槽角度应与上模一致,例如88度上模配88度下模
- 确保下模耐压范围超出加工范围
- 下模有单V和双V两种,其中又有分段和整段两种不同的模具类型,适合不同的加工需要。一般来说,单V模具的加工应用范围比双V模具广,分段模具的加工应用范围比整段模具广。但前者价格相对较高。
下模支撑的选择
根据所选下模选择下模座,单V下模、双V下模使用不同的下模座。
在选择下模支撑时还要注意,模具支撑有几种不同的高度,以配合不同的加工方式。
折弯机模具安装方法介绍

选择折弯机模具
选择适合工作需要的折弯机模具是使用折弯机的前提,选择折弯机模具时应注意以下几点:
- 确定所需的压力范围和工作材料厚度。
- 根据所需的弯曲角度和弯曲半径选择折弯机模具类型。
调整模具
在安装折弯机模具之前,我们需要先对其进行调整。
- 调整折弯机模具的夹紧力,确保与工件良好贴合。
- 调整模具的折弯角度及半径,以满足工件的要求。
安装模具
- 首先,将折弯机下模支架按照定位销插入到工作台上。
- 然后将动模安装到模座中。
- 最后安装上模座架(理论折弯曲线位置),完成模具安装。
安装模具时应采取安全预防措施:
- 安装模具前,请关闭电源并等待机器停止。
- 安装时应注意支撑力,确保安装稳定。
- 严格按照操作手册进行操作,以防止发生紧急情况。
使用模具
折弯机模具安装完成后,需要进行试折弯实验,以确定模具和机器是否稳定,模具是否满足工件的要求。
综上所述,折弯机模具的正确安装是保证机器正常运行的关键,因此在安装模具的时候一定要认真对待调整安装步骤,确保安装正确、操作安全、生产效率。
折弯机工具的使用
折弯模具有L型、R型、U型、Z型等多种类型,上模主要用在90°、88°、45°、30°、20°、15°等不同角度,下模有双缺口、单缺口,缺口宽度4-18V不同,还有R下模、锐角下模、压平模等。上下模分节和整体:上模节段一般为300mm、200mm、100mm、100mm、50mm、40mm、20mm、15mm、10mm,整模为835mm。下模一般分为400mm、200mm、100mm、50mm、40mm、20mm、15mm、10mm,整体尺寸为835mm。
- 折弯机模具采用优质钢材经特殊热处理而成,具有硬度高、耐磨性低、耐高压等特点。但每套模具都有其极限耐压值:吨/米。因此,在使用模具时,一定要正确选择模具的长度,也就是每米应该加多少压力,千万不要超过模具上标明的压力。这一点很重要,希望大家牢记。
- 为了避免折弯机模具损坏,我们规定在找原点时,必须使用长度300mm以上的上冲下模,找原点后才能使用上下模高度相同,严禁使用分度模找原点,原点压力必须以折弯机原点压力为准,80T不能超过7吨,100T不能超过10吨,200T不能超过15吨。
- 折弯机模具使用时,由于各种模具的高度不一,因此在单台机器上只能使用高度相同的模具,不能使用高度不同的模具。
- 使用模具时,应根据折弯材料硬度、板料厚度、板料长度等选择合适的上、下模,当材料硬度较大、板料厚度较大时,下模缺口应选用较宽的缺口。
- 折弯尖角或压角时应选择30度角,先折弯尖角再压边,折弯R角时应同时选择上下模。
- 弯曲较长的工件时,最好不要使用分段模具,以减少工具压痕。
- 在选择上模的时候,要了解所有模具的参数,根据所要成型的产品形状来决定使用哪种上模。
- 机器对好原点后,应将上下模锁紧,防止脱落,造成人身伤害或模具损坏。操作过程中,注意不要一次施加太大的压力,并注意屏幕显示数据的变化。
- 折弯机模具使用完毕后应及时放回模架上,并按标示摆放,定期清理模具上的灰尘,涂上防锈油,以免生锈,降低模具精度。
结论
近年来,中国制造业发展迅速,这对中国数控压力机模具行业来说意味着巨大的市场。在此背景下,中国制造成本低也是公认的事实。据数据显示,中国折弯机模具与欧美发达国家价格相差约3-5倍。客户可以从中国采购更便宜的折弯机上冲头和下模。

![智能钣金加工 [常见问题解答]](https://www.shen-chong.com/wp-content/uploads/2025/11/Intelligent-Sheet-Metal-Processing-FAQ.jpg)