目录
申冲剪切力计算器有助于确定切割或剪切材料所需的力,通常用于金属板切割、冲压或其他剪切操作等工艺。金属板的剪切力是剪切机刀片施加在金属板上的力,导致金属板沿剪切方向变形并最终断裂。
金属板材剪切力的计算公式主要根据材料的剪切强度、板材厚度和剪切长度而定,了解这些原理对于有效设计剪切工艺、提高生产效率、保证加工质量至关重要。
1.什么是板料剪切力?
剪切力是作用于物体表面,平行于表面的力,试图引起物体内部结构的相对滑动或变形。简而言之,剪切力就是引起物体剪切变形的力。
当剪切力作用于物体时,物体内部就会产生抵抗剪切变形的应力,这种应力称为剪应力,如果剪切力超过材料的剪切强度,物体就会被剪切或断裂。
金属板剪切力是指在剪切金属板材时,剪板机刀片或其他工具对金属板材施加的力,此力作用在金属板材表面并沿剪切方向,使金属材料在刀片作用下发生塑性变形、断裂,从而实现切割。
2、剪切力的工作原理
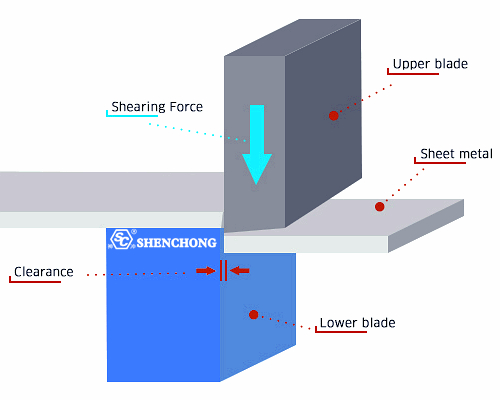
金属板材剪切力的原理是,剪切工具(如剪板机刀片)在剪切过程中对金属板材施加力,使板材发生塑性变形,最终断裂、分离。
这一过程通过材料的剪切应力,使金属板沿剪切线断裂。下面详细介绍剪切力对金属板的原理。
1)剪切力的基本原理
当剪切力作用于金属板材时,会引起材料的剪切变形。剪切变形是指物体各层的相对滑动,而不是拉伸或压缩。当剪切力超过金属材料的剪切强度时,材料就会沿剪切方向断裂。
2)剪切力过程
金属板料剪切过程可分为以下几个阶段:
- 施加剪切力
这 剪板机 剪切刀刃(如送料刀、模具等)对金属板材施加与板面平行的力,剪切力作用于板材表面,并在一定的剪切区域内均匀分布。
- 产生剪切应力
当刀片接触金属板时,剪切力通过接触面作用于金属表面,产生剪应力。
剪应力计算公式
剪应力是指单位面积上所受的剪切力,其公式为:
τ= A/F
在哪里:
τ:剪切应力(单位:Pa)
F:剪切力(单位:N)
A:剪切面积(单位:m²)
- 材料的塑性变形
金属在剪切力作用下,初始发生弹性变形(变形较小),若力继续增加,材料将进入塑性变形阶段。
在塑性变形阶段,材料分子链开始滑移,产生永久变形,金属的局部区域会发生塑性流动。
- 材料断裂
当施加的剪切力超过材料的剪切强度时,金属就会断裂。这种断裂沿着剪切方向(即刀片的切割线)发生,金属板被切成两部分。
- 切割后处理
剪切完成后,金属板料边缘可能会出现不规则的毛刺或者变形,通常需要二次加工。
3)剪切过程中的物理机制
金属板材的剪切过程可分为三种物理机制:
- 弹性阶段
当剪切力很小时,金属板材只发生很小的弹性变形,力与变形成正比,材料不会发生永久变形。
- 塑料舞台
随着剪切力的增大,金属板材进入塑性阶段,材料内部结构开始发生滑移,此时金属的晶格结构发生变形,材料表现出明显的塑性流动特性。
- 骨折阶段
当剪切力达到或超过材料的剪切强度时,材料开始断裂。断裂通常沿剪切面(即刀片接触的区域)发生,并可能伴有毛刺或不规则的边缘。
金属板材剪切力的原理是剪切刀片对金属板材施加力,使板材沿剪切方向变形并最终断裂。剪切力的大小取决于材料的剪切强度、板材厚度、剪切长度和其他加工条件。了解这些原理对于有效设计剪切工艺、提高生产效率和保证加工质量至关重要。
2. 如何计算剪切力?
高级考虑:
在某些情况下,剪切力可能受到其他因素的影响,例如:
– 刃口准备:正确准备的刃口可以减少切削力。
– 加工硬化:在某些金属中,切削刃附近的材料会发生加工硬化,从而增加剪切力。
– 延展性:与脆性材料(如铸铁)相比,延展性更强的材料(如铝)可能需要更小的力,因为它们在剪切作用下更容易变形。
步骤 1:确定剪切强度 (τs)
必须了解或查找材料的剪切强度。材料的典型值为:
– 低碳钢:τs=250 兆帕=(250 × 106帕)
– 铝:τs=140兆帕
– 不锈钢:τs=350兆帕
步骤2:测量材料的厚度(t)
测量要切割的板材或工件的厚度。
步骤 3:测量或定义切割长度 (L)
这是在剪切操作过程中要切割的材料的总长度。如果您要切割板材的直线,则切割长度就是切割的总长度。
步骤 4:计算剪切力
现在,将值代入公式。

3. 金属板剪切力计算器和公式
钣金剪切力计算器主要根据材料的剪切强度、板材厚度和切割长度来计算。以下是金属板剪切力的常用计算公式:
1)剪切力计算器
金属板的剪切力F可按下式计算:
F=τs⋅t⋅大号
在哪里:
F:剪切力(单位:牛顿,N)
τs:材料的剪切强度(单位:帕斯卡、Pa或N/m²)。这是金属材料在剪切状态下的屈服强度或极限强度,通常由材料手册或实验数据给出。
t:金属板厚度(单位:米,m)
L:剪切长度(单位:米,m),即刀片接触金属板的切割线的长度。
2)剪切力计算示例
假设我们需要剪切一块钢板:
– 剪切强度:τs=250MPa(即250×106帕)
– 板材厚度:t=10mm=0.01m
– 剪切长度:L=1 m
剪切力计算如下:
F=250×106⋅0.01⋅1=2.5×106力矩=2500千牛
因此所需剪切力为2500 kN。
3)适用场景
此计算公式适用于单刃剪切,即刀片沿板材的一个方向剪切,剪切区域通常为直线形。
4.金属剪切力计算的实际应用
在实际生产中,除上述基本公式外,还需考虑以下因素:
刀片质量和设计:
锋利的刀片需要的剪切力较小,刀片的角度、锋利程度和摩擦特性都会影响剪切力的大小。
板材预处理:
材料的热处理和退火可能会改变其剪切强度。
多层剪切:
如果是多层金属板剪切,则需要分别计算每层的剪切力并求和。
剪切速度及温度:
金属的剪切强度在高温下下降,通常所需的剪切力较小。
5. 结论
剪切力计算器是一种用于计算剪切或切割材料所需力的工具。这通常用于机械加工、金属切割或结构分析等工程应用。计算通常取决于材料特性、厚度和切割工具的几何形状。
了解这些原理对于有效设计剪切工艺、提高生产效率、保证加工质量至关重要。如果您有进一步的具体问题或应用场景,请继续提问!




