折弯机吨位计算器
近年来,折弯机已广泛应用于各行业,折弯机加工范围也日益扩大。但目前对于弯曲力的计算还没有系统的讨论。在本文中,我们将探索原始的弯曲力计算公式,了解影响因素 按刹车 吨位计算器并了解如何避免高估或低估吨位。
折弯机吨位计算器公式
P= 650*S²*L/V
P:弯曲力(KN)
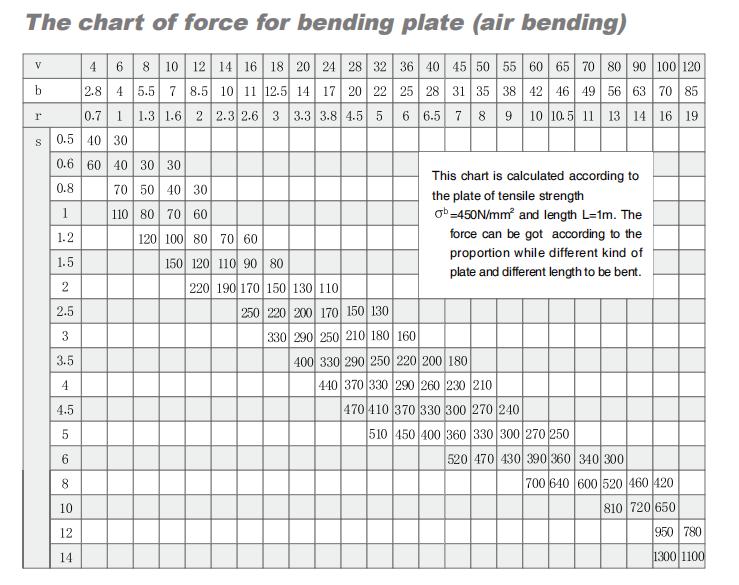
σb :材料抗拉强度,N/mm(标准σb = 450Mpa)
t:板材厚度(毫米)
V:下模开口宽度(mm)
L:片材长度(M)
计算示例
低碳钢板厚度为3mm,板材长度为2000mm,折弯机吨位应选择多少?
P=650*3²*2/(3*6)=650KN=65吨
这里为什么V=3*6呢?下面就给大家介绍一下折弯机下模V口的计算方法。
影响折弯机吨位计算的因素
推荐下模 V 形开口
首先,下模V形开度影响折弯机吨位计算。折弯机下模的V形开口一般与材料厚度有关。根据市场要求,对于厚度(t):0-3mm的板材,折弯机下模V槽宽度为V=板材厚度(t)*6;对于精密弯曲,该系数可以从 6 缩小到 4 。对于厚度(t):3-10mm的板材,折弯机下模V槽宽度为V=板厚(t)*8。对于厚度(t)为10mm以上的板材,宽度下模槽V=板材厚度*10或12,如下表所示。
板材厚度(mm) | 0-2.5毫米 | 3-8毫米 | 9-10毫米 | 12毫米以上 |
下模V形开度(mm) | 6*吨 | 8*t | 10*吨 | 12*吨 |
常用材料的拉伸强度
其次,不同材料的拉伸强度也会影响折弯机吨位计算器的计算。抗拉强度的符号为Rm(GB/T228-1987旧国家标准规定抗拉强度符号为ob),单位为MPa(注:N/mm -=MPa)。
铝:200-300 N/mm
低碳钢:370-500 N/mm(通常为450 N/mm)
不锈钢:650-700 N/mm
为了简化折弯机吨位的计算,我们通常首先计算低碳钢吨位,然后计算时间相关费率。
铝=低碳钢吨位*0.5
不锈钢=低碳钢吨位*1.5
计算示例
不锈钢板材厚度为3mm,板材长度为2500mm,折弯机吨位应选择多少?
P=650*3²*2.5/(3*6)*1.5=1219KN=122吨
什么是拉伸强度?
拉伸强度是金属从均匀塑性变形过渡到局部集中塑性变形的临界值,也是金属在静态拉伸条件下的最大承载能力。拉伸强度表示材料抵抗最大均匀塑性变形的能力。在承受最大拉应力之前,拉伸试样的变形是均匀一致的,但超过这个极限后,金属开始出现颈缩,产生集中变形;对于没有(或很小)均匀塑性变形的脆性材料,它反映了材料的断裂抗力。也可以理解为:当钢材屈服到一定程度时,由于内部晶粒的重新排列,其抗变形能力再次增加。此时,变形虽然发展迅速,但只能随着应力的增加而增大,直至达到最大应力。此后钢材抵抗变形的能力明显下降,在最薄弱处出现明显的塑性变形。此时,试样的横截面迅速收缩,导致颈缩和断裂失效。钢材在拉伸断裂前的最大应力值称为极限强度或抗拉强度。
板材厚度
第三,正如用户所知,板材厚度是决定弯曲力的最关键因素之一。板材的厚度是影响折弯机吨位计算的最重要因素之一。一般来说,在相同的加工条件下,被折弯的板材越厚,使其变形所需的单位压力越大,因此需要的折弯机吨位越大。
板材长度
第四,板材的长度是折弯机吨位计算器的另一个关键点。板材长度越长,折弯机所需的弯曲力越大。
有时,操作者需要注意单位弯曲力。例如,用户通常折弯低碳钢板厚度3mm,板长3000mm;但同时,他还需要折弯厚度8mm、板长1000mm的低碳钢板。这样的话,3mm厚板的单位吨位为3*3*650/(3*6)=325KN,而8mm厚板的单位吨位为8*8*650/(8*8)=650KN。如果用户想用同一个折弯机折弯这两种板材,则折弯机吨位应为200T3200MM。
使用低碳钢卷边工具吨位计算
第五,是否使用卷边工具影响吨位计算。带折边工具的折弯机需要较大的折弯力,用户不能简单套用公式。以下是计算表供您参考。
1mm厚度1000mm长度低碳钢:需要用泪滴模具弯曲时,每米需要吨位15吨。当需要用全包边工具折弯时,需要选择40Tons/1000mm折弯机。
厚度(毫米) | 泪滴(吨/米) | 全包边(吨/米) |
0.6 | 9 | 23 |
1 | 15 | 40 |
1.5 | 22 | 63 |
2 | 30 | 80 |
2.5 | 55 | 90 |
3 | 77 | 100 |
使用重型折弯机弯曲杆
允许的最小弯曲边缘长度
除上述因素外,在弯曲变形过程中,弯角内侧的材料受到压缩,外侧的材料被拉伸,而保持原有长度的材料呈圆弧状分布。这条圆弧的位置就是板材的材料力学中性线,也就是用来计算展开长度的线。不能超过板厚几何形状的1/2。
角度(°) | 165 | 130 | 120 | 90 | 60 | 45 | 30 |
尺寸(b) | 0.51V | 0.55V | 0.58伏 | 0.71V | 五 | 1.31V | 1.94V |
高估吨位
用户有时会认为,如果购买了大吨位折弯机,就可以折弯所有符合吨位要求的小工件。作为专业的折弯机工厂,我们不得不说这是一个常见的误区。用户在未咨询制造商的情况下使用折弯机吨位计算器,常常会高估或低估吨位。
使用过多吨位的风险
小工件的弯曲效果不佳
当用户使用大吨位折弯机折弯小工件时,会发现专为大型折弯机设计的折弯机工装并不适合折弯小工件。大型折弯机通常采用多V折弯机下模,其V型缺口对于薄板来说太大。即使用户将小底模换成薄板,大吨位折弯机工作台宽,有时也会影响折弯效果。
不必要的能源消耗
使用更大吨位的折弯机就意味着需要使用更多的电力,如果用户总是用大吨位的折弯机来折弯小工件,就浪费了不必要的能源消耗。
避免高估的技巧
- 与折弯机厂联系,选择最合适的机器型号。
- 折弯小型工件使用小型折弯机,大型工件专用折弯机。
- 选择购买 混合伺服折弯机 以减少能源消耗。
低估吨位
低估吨位是折弯机选择过程中的另一个常见问题。有些用户使用在线折弯机吨位计算器自行计算吨位,但正如我们上面讨论的,吨位受到许多不同因素的影响。下面我们谈谈低估折弯机吨位的风险。
使用吨位不足的潜在问题
使用不足的折弯机吨位来弯曲板材比使用高估的折弯机吨位来弯曲薄板具有更大的风险。以下是两个主要风险。
无法弯曲
当用户购买吨位不足的折弯机来折弯超过折弯能力的板材时,最直观的问题就是机器无法折弯所需的角度。例如,使用吨位不足的折弯机折弯所需的90°,无论用户如何调整CNC控制器,折弯结果都可能显示机器只能折弯120°。
破碎的
使用吨位不足的折弯机的另一个问题是,折弯机工具或机器可能在弯曲过程中损坏。
使用上面的例子:用户通常折弯低碳钢板厚度3mm,板长3000mm;但同时,他还需要折弯厚度8mm、板长1000mm的低碳钢板。如果用户选择正确的机器型号,则应购买200T3200MM。但如果他在折弯3mm厚3000mm板材的基础上只购买100T3200MM,那么当他折弯8mm厚1000mm长度的板材时,折弯机可能会折断或者无法得到所需的角度。




