什么是数控V型开槽机?
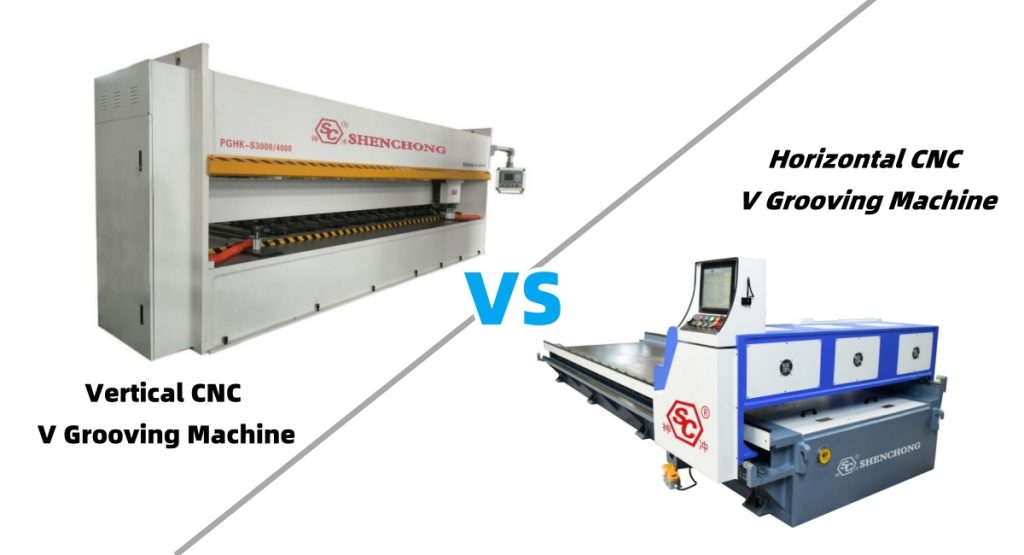
卧式数控V型槽机与立式V型槽机相比,用户需要了解它们的结构和功能。数控钣金V型槽机可以在不锈钢板、铁板、铝板、复合铝板、铜板等金属板上制作V型槽,使折弯工件的边缘半径更小,满足酒店、饭店、餐厅、商业楼、银行、机场等场所对高端金属钣金装饰的特殊需求。
立式数控V槽机
立式数控V型开槽机是用于金属板材加工沟槽的机床设备,具有结构简单、操作方便、加工效率高等优点,广泛应用于金属加工、机械制造、汽车制造等行业。
立式数控V型槽机结构
立式数控V型开槽机的结构主要包括床身、滑座、工作台、主轴箱、刨刀架等部分。机架是整个机床的基础,承受开槽刀片的作用力和被加工工件的重量。滑座用于支撑和引导工作台的运动,它在床身上纵向滑动,使工作台能作横向或纵向移动。工作台是V型开槽机上加工工件的托盘,通常由可调夹具和工作台平面组成。主轴箱包括主轴、主电机、变速箱等部件。主轴在电机的驱动下旋转,带动刨刀进行切削加工。 数控V槽机 架是安装在主轴箱上的结构部件,用于支撑和固定刀片。
工作步骤
立式V型开槽机的工作原理是通过主轴旋转带动开槽刀片进行切削加工,具体工作流程可分为以下几个步骤:
- 将要加工的工件放置于工作台上,并用夹具固定。
- 开启主电机,使主轴开始旋转,同时工作台可进行水平或垂直移动,以确定槽口的位置。
- 调整刀架上的开槽刀片,确保其与工件之间的间隙合适。立式数控V型开槽机机架通常有多个位置,可根据加工要求选择刨刀的不同位置。
- 开始加工。当主轴带动开槽刀片与工件接触时,开槽刀片开始切削金属,形成沟槽。刨床的切削力主要由主电机提供,工作台的运动也有助于切削过程的平稳进行。
加工完成后,停止主电机,待开槽刀片完全停止转动,即可取出加工好的工件。
数控卧式V型开槽机
卧式数控V型槽机是钣金行业常见的加工设备,主要用于加工不锈钢板、镀锌板、铁板、铝板、铜板等。卧式V型槽机的主要特点是开槽速度快、精度高,利用数控技术可以精确控制切割的深度、宽度、形状,保证加工精度和质量。可快速移动,实现高速切削,提高加工效率。卧式数控槽机采用数控系统,可方便地进行编程和控制,操作简便,可满足各种板材的加工需要。主要用于刨削大型工件,也可同时夹持多个工件进行加工。龙门数控V型槽加工过程中,工件随工作台移动,工件以移动为主,刀具只作进给。
卧式数控V型开槽机与立式数控V型开槽机的优缺点
根据用户不同的开槽需求,数控钣金V槽机设计成立式和卧式两种主流类型。卧式V槽机起源于韩国,在几年前就备受追捧。很多人使用之后才意识到它的弊端,其实是设备设计理念错误造成的,总结起来有以下几个方面:
- 速度:卧式数控V型槽机的开槽速度比立式慢,一般卧式V型槽机的回程速度超过50m/min就会出现“超速”现象,一般厂家的钣金立式V型槽机的回程速度为80-100m/min。
- 精度:卧式数控V型槽机精度较立式低,一般厂家卧式精度为2-0.3mm,一般立式厂家精度为0.05mm以上。槽深与折弯角度的影响有直接关系,深度误差达到0.05mm以上,折弯位置R就会有明显差异,导致折弯后成品工件质量不佳。
- 加工工艺优势:立式开槽机工作台一般采用厂家使用的45 #材质,卧式V型开槽机工作台一般采用厂家用普通铁板焊接加工而成,在加工比工作台硬度大的材料时,容易损坏工作台造成坑洼,导致加工产品出现斑点。立式V型开槽机工作台采用优质模具钢经过充分热处理,经磨床精磨而成,外观如镜面。
- 能耗:数控立式V型开槽机在对金属板材进行开槽时,刀架做往复运动,重量约60kg;数控卧式V型开槽机在进行切割时,龙门架和刀架一起做往复运动,重量约1000kg,其能耗是立式开槽机的10倍以上,因此立式V型开槽机是一种节能环保的设备。
- 加工规模优势:立式V型开槽机拥有十多个独立压板,十多个独立夹具,主动夹紧板料,无论板料大小,都可以轻松加工,可进行横向和纵向开槽,工件尺寸为80*80mm。卧式V型开槽机只适合开槽大型板料,使用卧式数控V型开槽机纵向开槽后,板料变形,无法横向夹紧,导致无法横向开槽。
- 安装优点:立式V型坡口机采用钢板焊接而成,强度高,运转平稳安静。将调平装置放置在平整坚固的水泥地面上,即可平稳运转,方便移动和升降。卧式坡口机由于龙门架高速运转,冲击力大,需要按照安装图调整平台,因此必须按照安装图做混凝土基础,进行大规模施工。
- 安全性:立式V槽机比数控卧式V槽机具有更好的安全性。
- 价格:卧式数控V型槽机与立式V型槽机相比,卧式更便宜。
结论
卧式数控 V 型开槽机与立式 V 型开槽机相比,不同类型的数控 V 型开槽机各有优势。卧式适合开槽薄而大尺寸的金属板,价格便宜,立式数控 V 型开槽机在速度、精度和切割厚度方面具有优势。 SC 是一家专业的数控V型开槽机制造商,如需了解有关该机器的更多信息,请随时联系我们。




