
目录
数控折弯机是一种用于金属板材折弯、成型等加工操作的高精度机械设备,其操作需要一定的技巧和经验。该机器看似复杂、功能强大,但其实只要掌握正确的操作方法,就可以轻松驾驭它。本文旨在为您提供全面的数控折弯机操作指南,帮助您快速上手,提高工作效率。
数控折弯机操作概述
数控折弯机 操作方法主要包括以下步骤。
- 开机准备:在开始操作前,首先明确你的折弯目标,包括需要折弯的板材厚度、材质、折弯角度等。这些信息将决定你如何设置数控折弯机的参数。检查机床的设备性能、程序、模具设置等,确保其处于良好状态。启动机床主电源,启动液压马达,进行机床归零操作。
- 模具设定及编程:根据工件长度、板厚、折弯压力表选择合适的上下模,确保折弯压力小于模具耐压。在CNC控制的液晶面板上编程,可考虑直接编程方式或角度编程方式,避免工件、上下模、压力表相互干扰。务必确保参数设定准确,以免影响折弯效果。
- 调整准备:调整液压折弯机的行程,保证上模下降到底部时有板厚的间隙,避免损坏模具和机器。选择合适的槽宽,调整好后调整好挡料。
- 开始折弯:踩下脚踏开关开始折弯,随时可以松开,折弯机停止。需要折弯时继续踩下开关即可。
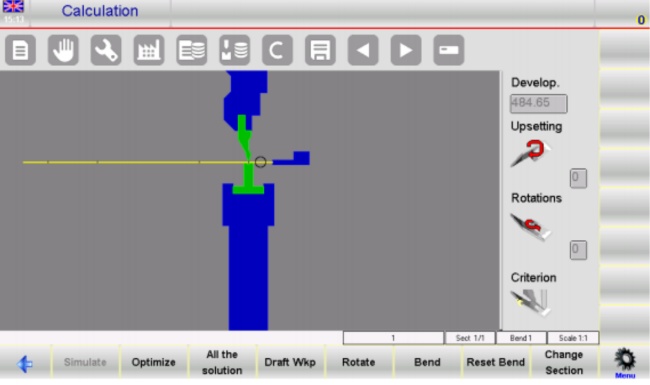
- 编程运行:利用控制系统编写折弯程序,输入折弯角度、起始位置等参数。将编写好的程序载入数控折弯机控制系统中,选择自动模式运行,机器将按照设定的参数和步骤自动完成折弯操作。
- 检查及完成工作:折弯完成后,检查工件的尺寸、角度、形状是否符合要求。进行必要的调整和微调,确保工件的质量。清理工作区域,记录操作参数和程序。
通过执行上述步骤, 液压 弯曲 制动 机器 可以有效操作来弯曲各种金属板材。
操作注意事项
数控折弯机操作过程中,操作人员需注意安全,避免发生事故。
在进行折弯作业时,应注意控制折弯力和速度,避免发生断裂、变形等问题。
调整模具时应注意保证上下模的平行度和间隙,以保证折弯的质量和精度。
操作过程中要重点观察机器的运行状态和板材的弯曲情况,及时进行调整和控制。
完成操作后,应进行清洁和保养工作,确保机器的正常运行。
折弯机维护
进行机器保养或清洁前,应先将上冲与下模对齐,并将机器降下关机,直至工作完成。如需开机或其他操作,应选择方式为手动,并确保安全。保养内容如下:
液压油回路
- 每周检查一次油箱内的油位,液压系统保养后也应检查一次,若油位低于油窗则应添加液压油。
- 本机使用的液压油为ISO HM46或MOBIL DTE25。
- 新机器运行2000小时后应换油,以后每运行4000-6000小时应换油,每次换油后应清洗油箱。
- 系统油温应在35℃~60℃之间,不宜超过70℃,过高可能造成油质及配件的劣化和损坏。
筛选
- 每次换油时都应更换或彻底清洁过滤器。
- 若机床出现相关报警或者油质不良等过滤器异常情况,应进行更换。
- 油箱上的空气滤清器应每3个月检查清洁一次,最好每年更换一次。
液压元件
- 每月清洁液压元件(基板、阀门、电机、泵、油管等),防止污物进入系统,避免使用清洁剂。
- 新折弯机使用一个月后,应检查油管弯曲处有无变形,如有异常应更换。使用两个月后,应将附件所有连接处紧固,做此项工作时应关机。
折弯机刀具的选择与调试
上冲
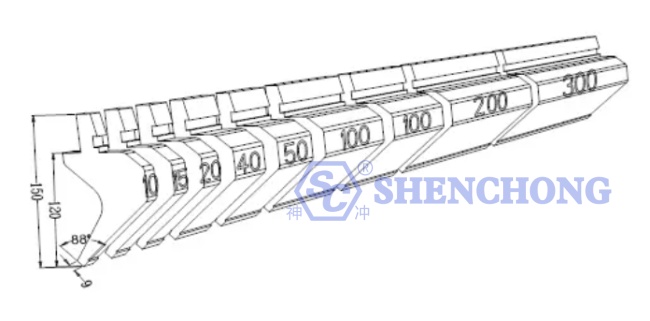
折弯机上冲又称折刀,分为整体式和分段式两种,整体式上模长度分别为415mm、835mm。
分割长度:10、15、20、40、50、100(左耳)、100(右耳)、200、300(mm)。可利用分割模块组合不同长度的折弯长度上模分为直上冲、弯上冲、弧上冲、特殊上冲四种。
直上冲的种类及加工特点
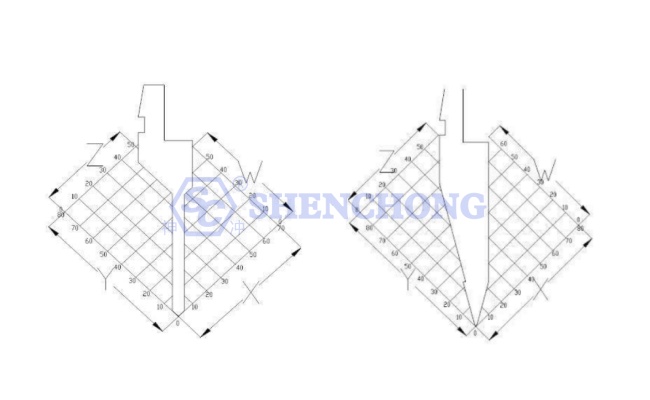
直上冲适用于折弯对称产品,前后两个方向均可避让,刀具厚度为6MM,因此折弯开口可小至6mm。
刀具分析:从刀具折弯模拟图可知,刀具在前后位置均可避让,但Z、W的长度比X、Y小,此种刀具刀尖角为88度,刀尖R角为0.2,另外常用刀尖角为30度、45度的刀具,刀尖角为30度,刀尖R角为0.67,因此可折弯30度至180度的角度,利用刀尖角小,可避免萌出孔洞或螺帽。另外,亦可用作深嵌模,刀具在前后位置均可避让。
弯曲上冲的种类及加工特点
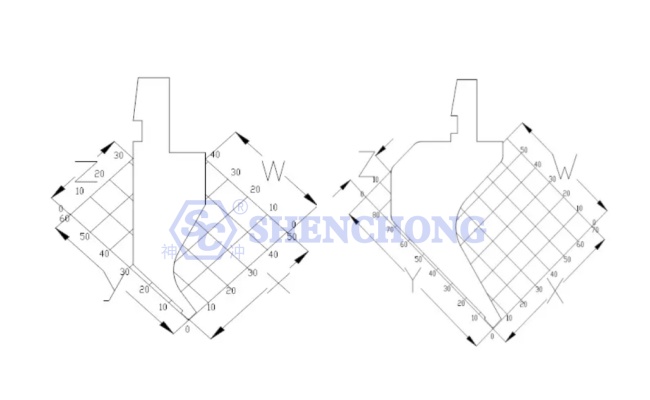
刀具分析:该刀具在折弯过程中主要利用W方向的避让,当X>15MM时其避让效果越来越差,当Y>30时才满足折弯条件,否则会打到刀具背面,该类刀具俗称小弧度上冲,当X>25MM时其避让效果越来越差,当Y>75时才满足折弯条件,否则会打到刀具背面,该类刀具俗称大弧度上冲。
圆弧上冲种类及加工特点
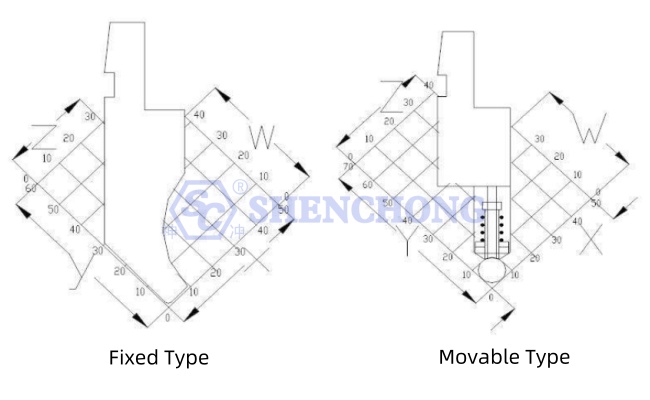
刀具分析:弧形上冲分为固定式和移动式,弧形上冲通过更换圆杆满足不同弧形折弯的加工情况,固定式弧形上冲在X尺寸大于10MM时与小型折弯刀具有同样的避让效果,下模V槽的常用选择标准为弧形直径加上两倍板厚。
专用上冲的种类及加工特点
特别 折弯机上冲 包括级差模具,压平模具,以及一些特殊形状的弯曲模具。
答:现有的差动模具有415mm和835mm两种,分形尺寸规格与刀具一致,折弯形状见成形图。但当板料厚度较厚时,如T=2.0,考虑到压痕严重,加上模具本身的限制,会成形困难。
B:压平模具上模为平模,下模可用常规折弯下模代替,但应避开V型槽。主要用于死边压平、铆螺母等加工方式。
折弯机下模
折弯机下模有折弯下模、插深下模等。
折弯机下模的选择主要根据加工产品的厚度来定,当由于加工限制需要选择大V槽或者小V槽进行加工时,折弯系数需要做相应的调整。模具分析:V槽类型主要有4V、6V、7V、8V、10V、12、16V、25V,还有一些特殊的大V槽折弯模具。
折弯工序安排的基本原则
- 从内向外弯曲。
- 由小向大弯曲。
- 先弯曲大致形状,然后弯曲复杂形状。
- 其原则是前道工序的折弯不影响后道工序。
弯曲尺寸的控制方法
- 为了避免累积误差,在处理过程中请测量每次折叠的展开尺寸。
- 避免靠在弯曲的边缘,并避免靠在大角度的地方。
- 产品必须以弯曲边缘定位,且先前的折叠角度应略小于90度。
- 加工前确定量具的精度。
- 在正式加工前进行初次检查,在加工过程中进行定期检查。
- 根据加工产品的精度要求,选择合适的机器。
- 避免选用不同心的刀具,加工前确认上模刀尖在同一直线上。
- 选择好的加工方法和安排工艺,简化加工难度。
- 精准定位,任何定位异常都需要立即检测。
目前,数控折弯机控制器可以自动为用户优化折弯步骤,这意味着操作人员在使用数控液压折弯机时不需要手动设计折弯步骤。
结论
了解更多数控折弯机操作知识有助于操作人员提高折弯效果并更好地维护机器。 顺丰机械 是中国最著名的液压折弯机制造商之一。如需有关折弯机的更多信息,请随时与我们联系。




