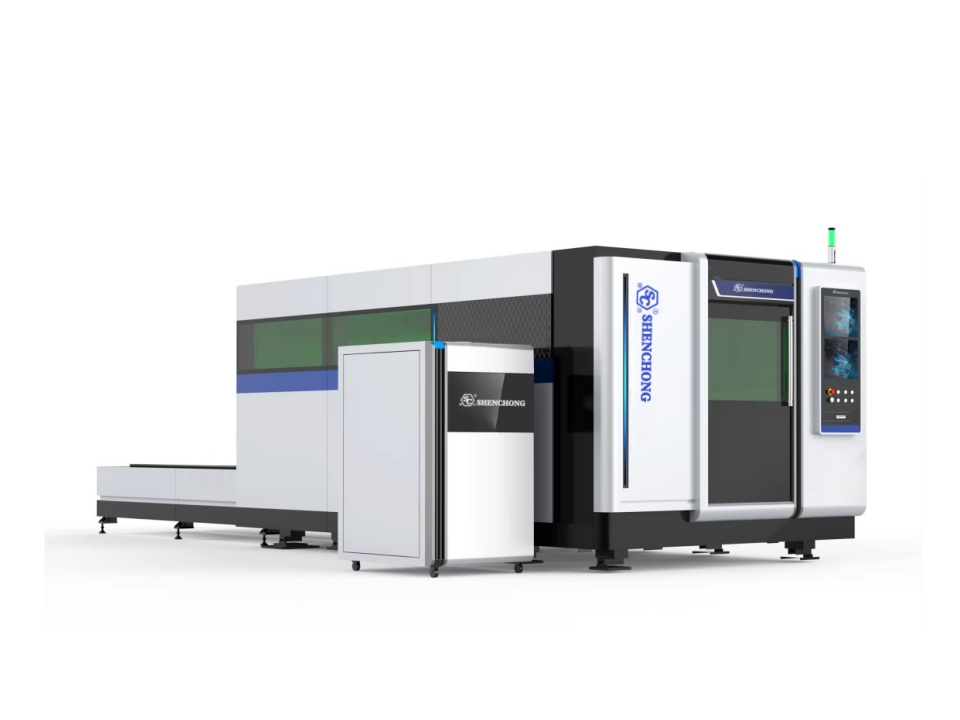
12000w 高功率光纤激光切割机的价格会因机器的品牌、型号和规格而有很大差异。此外,价格还可能受到制造国、运输和安装成本以及任何额外税费的影响。在正常情况下,具有基本功能的 12kw 高功率光纤激光切割机的价格范围为 $80,500 至 $230,000。此外,具有先进性能和更大切割尺寸的高端机器可能会花费更多。
12kw 光纤激光切割机的成本差异很大,对大多数企业来说,这可能是一项重大投资。但机器的购买成本只是购买时要考虑的因素之一。其他需要考虑的因素包括机器的可靠性、易用性和输出质量,以及持续的维护和运营成本。虽然激光切割机的前期成本看起来很高,但从长远来看,它可以节省大量成本并提高切割效率,尤其是对于大批量和精密切割应用。
如果您正在考虑购买 12000w 光纤激光切割机,您可以联系我们。SC Laser 作为 专业光纤激光切割机厂,不仅能为您提供有竞争力的价格,还能为您提供完善的客户支持和保修。