Mục lục
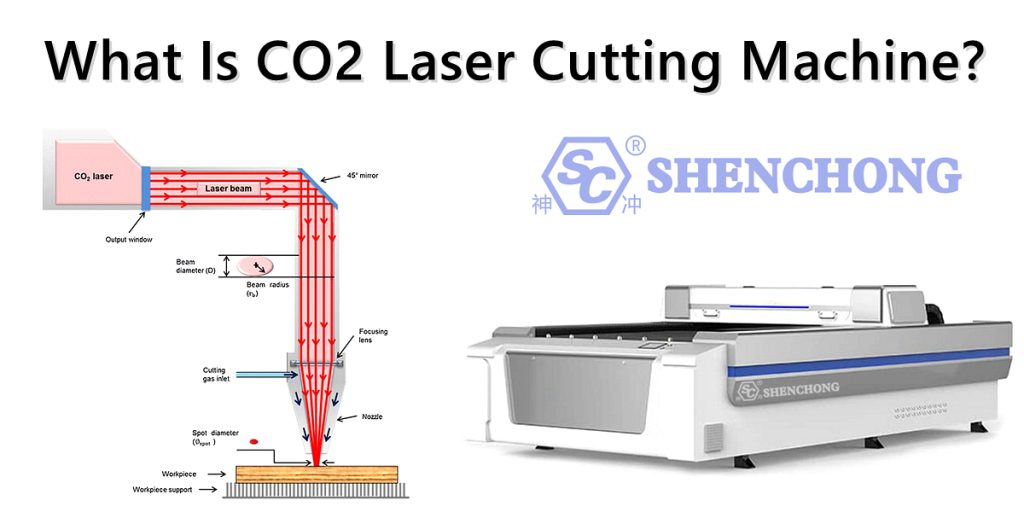
Máy cắt laser CO2 là gì? Máy cắt laser CO2 là thiết bị sử dụng chùm tia laser hồng ngoại (thường có bước sóng 10,6μm) được tạo ra bởi CO2 laser để cắt, khắc hoặc đánh dấu nhiều loại vật liệu khác nhau. Nó được sử dụng rộng rãi trong quá trình xử lý các vật liệu như kim loại, nhựa, gỗ, da, vải, thủy tinh và acrylic.
1. Máy cắt laser CO2 là gì?
Máy cắt laser CO2 là thiết bị sử dụng tia laser hồng ngoại năng lượng cao (bước sóng khoảng 10,6μm) được tạo ra bởi CO2 laser để cắt, khắc hoặc đánh dấu vật liệu. Thuộc về công nghệ xử lý nhiệt và được sử dụng rộng rãi trong gia công chính xác các vật liệu phi kim loại (như gỗ, acrylic, nhựa, vải, da, v.v.) và một số vật liệu kim loại.
2. Nguyên lý hoạt động của máy cắt laser CO2
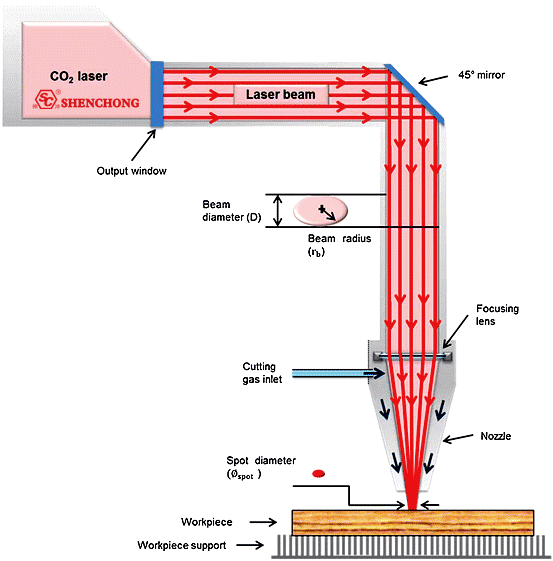
Đồng bằng2 máy cắt laser là loại thiết bị sử dụng tia laser hồng ngoại năng lượng cao (bước sóng khoảng 10,6μm) do tia laser CO2 tạo ra để làm nóng, làm tan chảy hoặc khí hóa vật liệu và thổi xỉ qua khí phụ trợ để đạt được độ cắt chính xác cao. Quá trình cắt laser CO₂ diễn ra như thế nào?
Quy trình làm việc
1) Laser tạo ra chùm tia laser CO2
Sử dụng CO2 Hỗn hợp khí (thành phần chính: cacbon dioxit, nitơ, heli) làm môi trường làm việc, các phân tử CO2 được kích thích dưới tác dụng của điện trường cao áp để giải phóng chùm tia laser hồng ngoại có bước sóng cụ thể (10,6μm).
Chùm tia laser này có mật độ năng lượng cao và tính đơn sắc tốt, thích hợp để cắt các vật liệu phi kim loại và một số vật liệu kim loại.
2) Hệ thống quang học truyền và tập trung
Chùm tia laser được dẫn đến đầu cắt thông qua bộ phản xạ và thấu kính hội tụ, và hội tụ vào một điểm có đường kính rất nhỏ (thường nhỏ hơn 0,2mm).
Năng lượng cao của tia laser làm nóng ngay lập tức vật liệu tại chỗ thành trạng thái nóng chảy hoặc khí hóa.
3) Vật liệu được nung nóng, nóng chảy hoặc bốc hơi
Sau khi chùm tia laser hội tụ được chiếu vào bề mặt vật liệu, vật liệu sẽ hấp thụ năng lượng laser và nhiệt độ của vật liệu tăng nhanh chóng.
Phản ứng của các vật liệu khác nhau:
- Vật liệu dễ nóng chảy (như nhựa và acrylic): nóng chảy trực tiếp và thổi bay.
- Vật liệu dễ cháy (như gỗ và da): cacbon hóa và bay hơi.
- Vật liệu kim loại: cần tia laser công suất cao và được hỗ trợ bởi oxy để đốt cháy oxy hóa nhằm tăng hiệu quả cắt.
4) Khí phụ trợ thổi bay xỉ
Trong quá trình cắt, người ta thường sử dụng các loại khí phụ trợ áp suất cao (như oxy, nitơ hoặc không khí):
- Oxy (O₂): hỗ trợ quá trình đốt cháy để cải thiện hiệu quả cắt kim loại.
- Nitơ (N₂): phù hợp với các vật liệu yêu cầu lưỡi cắt chất lượng cao (như thép không gỉ).
- Khí nén: giải pháp kinh tế phù hợp cho việc xử lý chi phí thấp.
Luồng khí tốc độ cao có thể làm mát khu vực cắt, ngăn ngừa tình trạng cháy quá mức ở cạnh và thổi bay vật liệu nóng chảy để cải thiện chất lượng cắt.
5) Hệ thống CNC kiểm soát chính xác đường cắt
Hệ thống điều khiển số bằng máy tính (CNC) hoặc phần mềm điều khiển laser sẽ thiết lập sẵn đường cắt và điều khiển đầu laser di chuyển theo mẫu đã chỉ định.
Các phương pháp chính của cắt laser CO₂
Cắt laser carbon dioxide chủ yếu dựa trên đặc tính hấp thụ năng lượng laser của vật liệu, kết hợp với các phản ứng vật lý và hóa học khác nhau để đạt được hiệu quả gia công. Các phương pháp cắt phổ biến bao gồm cắt bốc hơi, cắt nóng chảy, cắt oxy hóa và cắt thái hạt lựu.
1) Cắt bốc hơi
Nguyên tắc:
- Chùm tia laser làm nóng bề mặt vật liệu đến nhiệt độ sôi trong thời gian rất ngắn, khiến vật liệu bốc hơi (thăng hoa) trực tiếp.
- Vì không có giai đoạn nóng chảy nên vật liệu trực tiếp chuyển thành hơi nước và được luồng khí phụ trợ tốc độ cao mang đi.
Đặc trưng:
- Thích hợp cho các vật liệu có nhiệt độ nóng chảy cao và độ dẫn nhiệt thấp.
- Đường rạch cực kỳ hẹp và các cạnh rất gọn gàng.
- Cần có công suất laser cực cao (thường cao hơn công suất cắt nóng chảy).
Vật liệu áp dụng:
- Gỗ
- Giấy
- Nhựa (một phần)
- Acrylic
- Vật liệu tổng hợp
- Một số vật liệu gốm
2) Cắt nóng chảy
Nguyên tắc:
- Chùm tia laser làm nóng vật liệu đến nhiệt độ nóng chảy để làm tan chảy nó.
- Khí trơ áp suất cao (như nitơ N₂, argon Ar) thổi bay vật liệu nóng chảy mà không cần phản ứng oxy hóa.
Đặc trưng:
- Áp dụng cho các vật liệu không muốn bị oxy hóa như thép không gỉ, nhôm, v.v.
- Bề mặt cắt nhẵn và không có lớp oxit.
- Cần có khí phụ trợ có áp suất không khí cao hơn để thổi bay vật liệu nóng chảy.
Vật liệu áp dụng:
- Thép không gỉ
- Nhôm và hợp kim nhôm
- Titan và hợp kim titan
- Một số loại nhựa
3) Cắt bằng ngọn lửa/Cắt oxy hóa
Nguyên tắc:
- Sử dụng oxy (O₂) làm khí phụ trợ, chùm tia laser đốt nóng kim loại đến điểm bắt lửa, khiến kim loại trải qua phản ứng oxy hóa mạnh với oxy, tạo ra một lượng năng lượng nhiệt lớn và đẩy nhanh quá trình cắt.
- Xỉ oxit sinh ra từ phản ứng được luồng khí tốc độ cao thổi bay để tạo thành đường cắt.
Đặc trưng:
- Tốc độ cắt nhanh hơn cắt nóng chảy (vì phản ứng oxy hóa tạo ra nhiệt bổ sung).
- Áp dụng cho các vật liệu dễ bị oxy hóa như thép cacbon, nhưng sẽ hình thành một lớp oxit (cần phải xử lý sau).
- Có thể áp dụng để cắt vật liệu kim loại dày hơn.
Vật liệu áp dụng:
- Thép cacbon
- Thép hợp kim thấp
- Một số gang
4) Cắt gãy có kiểm soát / Đánh dấu
Nguyên tắc:
- Sử dụng tia laser công suất thấp để tạo vết nứt nhỏ trên bề mặt vật liệu giòn, sau đó tác dụng ứng suất cơ học hoặc nhiệt để làm vật liệu vỡ dọc theo vết nứt.
Đặc trưng:
- Áp dụng cho các vật liệu dễ vỡ như thủy tinh và gốm sứ để tránh nóng chảy trực tiếp hoặc khí hóa.
- Lưỡi cắt gọn gàng và vùng ảnh hưởng nhiệt (HAZ) được giảm thiểu.
- Công suất và tiêu điểm của tia laser cần được kiểm soát chính xác để tránh hiện tượng gãy vật liệu không đều.
Vật liệu áp dụng:
- Kính (như kính quang học, kính thạch anh)
- Đồ gốm
- Đá sapphire nhân tạo
Bảng so sánh các phương pháp cắt khác nhau:
Phương pháp cắt | Vùng ảnh hưởng nhiệt | Tốc độ cắt | Chất lượng bề mặt cắt | Vật liệu áp dụng |
Cắt bốc hơi | Bé nhỏ | Vừa phải | Rất trơn tru | Gỗ, giấy, nhựa, acrylic |
Cắt nóng chảy | Thấp | Vừa phải | Cao (không có lớp oxit) | Thép không gỉ, nhôm, titan |
Cắt oxy hóa | Cao | Nhanh | Thấp (cần loại bỏ lớp oxit) | Thép cacbon, thép hợp kim thấp |
Cắt nét | Rất nhỏ | Nhanh | Rất cao (không tan chảy) | Thủy tinh, gốm sứ |
Bảng đặc điểm của máy cắt laser CO₂ và vật liệu áp dụng:
Phương pháp cắt | Đặc trưng | Vật liệu áp dụng |
Cắt bốc hơi | Tia laser năng lượng cao trực tiếp làm bốc hơi vật liệu | Gỗ, nhựa, acrylic, giấy |
Cắt nóng chảy | Vật liệu tan chảy, được hỗ trợ bởi khí thổi để loại bỏ xỉ | Kim loại, thép không gỉ, nhựa |
Cắt oxy hóa | Dựa vào oxy để hỗ trợ quá trình đốt cháy, tăng tốc độ cắt kim loại | Thép cacbon, thép hợp kim |
Cắt nét | Laser công suất thấp được sử dụng để cắt vật liệu giòn | Thủy tinh, gốm sứ |
Bản tóm tắt:
- Cắt bay hơi: phù hợp với vật liệu có nhiệt độ nóng chảy thấp (gỗ, nhựa) và các ứng dụng yêu cầu cắt có độ chính xác cao.
- Cắt nóng chảy: thích hợp để cắt các kim loại như thép không gỉ và nhôm cần các cạnh không bị oxy hóa.
- Cắt oxy hóa: phù hợp cho quá trình gia công kim loại như thép cacbon đòi hỏi khả năng cắt hiệu quả nhưng vẫn tạo được lớp oxit.
- Cắt vạch: thích hợp để gia công tinh các vật liệu giòn như thủy tinh và gốm sứ.
3. Tính năng của máy cắt laser CO2 là gì?
Máy cắt laser CO₂ là thiết bị gia công nhiệt không tiếp xúc, chủ yếu sử dụng tia laser hồng ngoại có bước sóng 10,6μm để cắt và khắc có độ chính xác cao, phù hợp với nhiều loại vật liệu phi kim loại và một số vật liệu kim loại. Sau đây là các tính năng chính của nó:
1) Nhiều loại vật liệu có thể áp dụng
Áp dụng cho các vật liệu phi kim loại: như gỗ, acrylic, nhựa, da, vải, cao su, giấy, thủy tinh, gốm sứ, v.v.
Có thể gia công một số kim loại: Kim loại mỏng (như thép không gỉ, thép cacbon, hợp kim nhôm) có thể được cắt bằng cách bổ sung khí phụ trợ (như oxy) hoặc lớp phủ đặc biệt.
Thân thiện với vật liệu hữu cơ: Cắt laser không tạo ra ứng suất vật lý và không dễ gây hư hỏng vật liệu.
2) Độ chính xác cắt cao
Độ chính xác có thể đạt tới ±0,1mm, phù hợp cho việc khắc tinh xảo và cắt hoa văn phức tạp.
Đường kính điểm cắt nhỏ và vùng ảnh hưởng nhiệt nhỏ, giúp giảm biến dạng cắt và cháy.
Không cần khuôn mẫu, hỗ trợ thiết kế CAD/CAM và đạt được khả năng xử lý tự động có độ chính xác cao.
3) Chất lượng cắt tốt và các cạnh mịn
Chùm tia laser năng lượng cao làm nóng chảy vật liệu, lưỡi cắt gọn gàng, không cần mài lại.
Đường cắt mịn, không có gờ và không bị biến dạng cơ học, giúp cải thiện chất lượng sản phẩm.
Thích hợp cho nhu cầu gia công cao trong các ngành công nghiệp như quảng cáo, trang trí, đóng gói và may mặc.
4) Hiệu quả cao và tự động hóa
Tốc độ cắt nhanh, hiệu quả hơn so với phương pháp cắt bằng dụng cụ truyền thống và phù hợp với sản xuất hàng loạt.
Hỗ trợ hệ thống điều khiển số CNC, có thể tự động lập trình và tối ưu hóa đường cắt để nâng cao hiệu quả sản xuất.
Có thể nhập trực tiếp các tệp thiết kế như CAD và CorelDRAW để đạt được hoạt động thông minh.
5) Xử lý không tiếp xúc, tổn thất thấp
Cắt laser là phương pháp gia công không tiếp xúc, không tạo áp lực cơ học lên vật liệu và không dễ gây hư hỏng.
Không bị hao mòn dụng cụ, giảm việc thay thế các bộ phận cơ khí và giảm chi phí bảo trì.
Thích hợp cho các vật liệu dễ vỡ, mềm hoặc mỏng manh (như thủy tinh, vải, acrylic, v.v.).
6) Bảo vệ môi trường và ô nhiễm thấp
Không bụi, không phế liệu, không tiếng ồn, sạch hơn các phương pháp cắt truyền thống.
Thiết bị hút khói có thể được sử dụng trong quá trình cắt laser để giảm tác động của khói đến môi trường.
Tránh lãng phí phát sinh trong quá trình cắt cơ học và cải thiện hiệu suất sử dụng vật liệu.
7) Khắc & Đánh dấu
Ngoài cắt, còn có thể khắc laser, có thể khắc hoa văn tinh xảo và tùy chỉnh theo ý muốn.
Thích hợp cho các ứng dụng như sản xuất quảng cáo, khắc quà tặng và đánh dấu linh kiện điện tử.
8) Hệ thống tự động hóa tích hợp
Có thể kết hợp với các thiết bị công nghiệp như dây chuyền lắp ráp, robot, CNC, v.v. để nâng cao mức độ tự động hóa sản xuất.
Thích hợp cho sản xuất hàng loạt và sản xuất thông minh, nâng cao hiệu quả và giảm chi phí lao động.
4. Sự khác biệt giữa máy cắt laser CO₂ và máy cắt laser sợi quang
Đặc trưng | Máy cắt laser CO₂ | |
Vật liệu áp dụng | Chủ yếu dùng cho phi kim loại, có thể cắt kim loại mỏng | Chủ yếu dùng để cắt kim loại |
Bước sóng | 10,6μm (phù hợp với phi kim loại) | 1.06μm (phù hợp với kim loại) |
Chất lượng cắt | Cắt mịn, thích hợp cho việc khắc tinh xảo | Hiệu suất cắt kim loại cao hơn |
Chi phí thiết bị | Tương đối thấp | Giá cao hơn, chi phí bảo trì thấp |
Tiêu thụ năng lượng | Tương đối cao | Tiết kiệm năng lượng hơn |
Các lĩnh vực ứng dụng | Được sử dụng rộng rãi trong quảng cáo, quần áo, bao bì, đồ gỗ, v.v. | Chủ yếu được sử dụng trong chế biến kim loại, ô tô, hàng không và các ngành công nghiệp khác |
5. Tóm tắt
Máy cắt laser CO2 là gì? Máy cắt laser CO₂ là loại máy cắt laser sử dụng tia laser carbon dioxide (CO₂) để cắt, khắc hoặc đánh dấu nhiều loại vật liệu khác nhau. Đây là một trong những công nghệ cắt laser được sử dụng phổ biến nhất do độ chính xác, hiệu quả và tính linh hoạt của nó.
Ưu điểm của cắt laser CO2:
- Độ chính xác cắt cao
- Các cạnh mịn và sạch
- Hoạt động với nhiều loại vật liệu phi kim loại
- Tốc độ xử lý nhanh
- Bảo trì thấp so với cắt cơ học
Nhược điểm:
- Không lý tưởng để cắt kim loại dày hoặc phản chiếu
- Cần bảo trì thường xuyên (ví dụ, vệ sinh thấu kính, thay thế ống laser CO2)
- Tiêu thụ năng lượng cao hơn so với laser sợi quang
Tại sao nên chọn máy cắt laser CO₂?
- Thích hợp để cắt vật liệu không phải kim loại như gỗ, nhựa, acrylic, da, vải, v.v.
- Độ chính xác cắt cao, thích hợp cho quảng cáo, bao bì, trang trí, sản xuất công nghiệp và các ngành công nghiệp khác.
- Xử lý không tiếp xúc, tổn thất thấp, không cần thay đổi công cụ, chi phí bảo trì thấp.
- Thân thiện với môi trường và không gây ô nhiễm, giảm bụi, tiếng ồn và lãng phí vật liệu.
- Hỗ trợ tự động hóa, có thể tích hợp hệ thống sản xuất thông minh để nâng cao hiệu quả sản xuất.




