Mục lục
Giới thiệu
Tính toán hệ số K chính xác, dung sai uốn cong và khấu trừ uốn cong là rất quan trọng để có được sản phẩm hoàn thiện chất lượng tốt từ sản phẩm của bạn. thủy lực nhấn phanh. Kiến thức và kỹ thuật về máy chấn là nền tảng cơ bản, có vai trò tối quan trọng để giúp bạn sử dụng nó trong sản xuất.
Tính toán chiều dài mẫu phẳng từ phần 3D thực sự không khó lắm. Mặc dù bạn có thể tìm thấy một số công thức khác nhau yêu cầu tính toán Phụ cấp uốn cong, nhưng chúng thường là cùng một công thức, chỉ được đơn giản hóa bằng cách điền vào góc hoặc hệ số K. Bài viết này sẽ cho bạn thấy thông tin này, bao gồm hệ số K, phụ cấp uốn cong và khấu trừ uốn cong.
Phụ cấp uốn cong là gì?
Kim loại thực sự có thể bị uốn cong. Khi sản xuất kim loại tấm, kim loại phải được uốn cong, không chỉ để tạo thành một hình dạng nhất định mà còn phải tuân thủ các quy định về an toàn khi kim loại chịu va đập, khiến nó bị uốn cong chứ không bị gãy. Bất kể loại kim loại nào, cũng như hình dạng và độ dày của kim loại, mỗi miếng kim loại đều có một mức độ cho phép uốn nhất định.
Định nghĩa phụ cấp uốn cong
Dung sai uốn cong (BA) là chiều dài cung uốn được đo dọc theo trục trung hòa của tấm kim loại do chiều dài của trục trung hòa không thay đổi sau khi uốn.
Sau khi tính toán mức cho phép uốn cong, nó phải được thêm vào chiều dài phẳng để xác định chiều dài kim loại tấm cần thiết để tạo thành phôi gia công mong muốn.
Cách tính phụ cấp uốn cong
Như được thể hiện trong hình dưới đây:
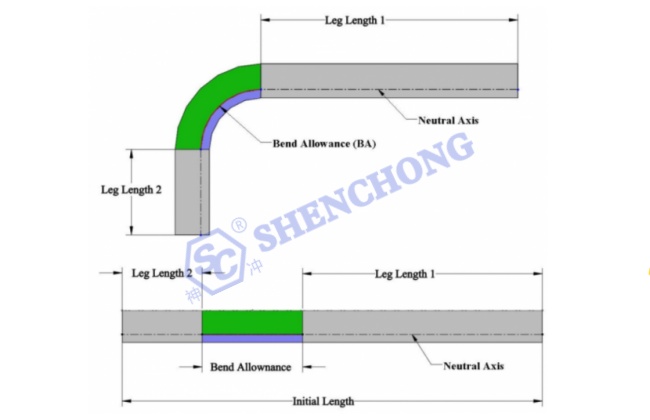
Công thức sau đây được sử dụng để tính chiều dài phẳng:
Chiều dài tấm kim loại phẳng = Chiều dài chân 1 +BA + Chiều dài chân 2
Công thức tính phụ cấp uốn cong
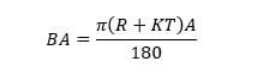
A – Góc uốn
R – Bán kính bên trong
Hệ số K – K
T – Độ dày vật liệu
Hãy bắt đầu với một dấu ngoặc L đơn giản. Hình ảnh cho thấy chân của giá đỡ là 2” và 3”. Độ dày vật liệu là 0,125”, bán kính bên trong là 0,250” và góc uốn là 90 độ. Chiều dài phẳng là tổng của phần phẳng của cả hai mặt bích cộng với chiều dài qua cung của vùng uốn. Tuy nhiên, bạn tính toán điều đó ở bên trong vật liệu hay bên ngoài? Không! Đây là lúc yếu tố K phát huy tác dụng. Hệ số K là tỷ lệ phần trăm của độ dày vật liệu trong đó vật liệu không bị kéo giãn hoặc bị nén, ví dụ như trục trung hòa. Đối với khung L đơn giản này, tôi sẽ sử dụng hệ số K là 0,42.
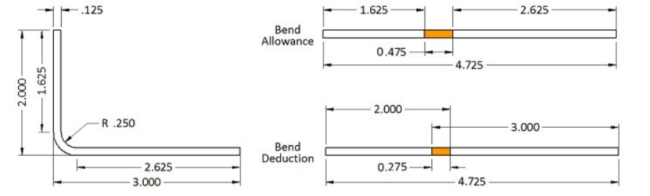
Bằng cách sử dụng công thức trên, chúng ta có: Phụ cấp uốn cong = 90 * (π / 180) * (0,250 + 0,42 * 0,125) = 0,475″.
Vì vậy, chiều dài mẫu phẳng là 1,625” + 2,625” + 0,475” tương đương với 4,725”. Vì vậy, nếu bạn cộng chiều dài phẳng của tất cả các mặt bích và thêm một Phụ cấp uốn cong cho mỗi khu vực uốn cong, bạn sẽ có chiều dài phẳng chính xác của bộ phận.
Nhưng hãy nhìn vào bản vẽ. Đó không phải là cách chúng ta thường đo kích thước một bộ phận kim loại tấm. Kích thước thường là giao điểm của mặt bích hoặc Đường khuôn. Điều này có nghĩa là chúng ta phải trừ hai lần độ dày vật liệu cộng với bán kính uốn cong (còn được gọi là Khoảng lùi) cho mỗi vùng uốn cong. Đối với tập hợp kích thước này, việc tính giá trị Bù uốn cong sẽ dễ dàng hơn. Giá trị Bù uốn cong cho phép bạn cộng chiều dài của mỗi mặt bích bằng cách sử dụng các kích thước Đường khuôn và sau đó thêm một Bù uốn cong cho mỗi diện tích uốn cong vào tổng số. Đó là -0,275, một số âm, có nghĩa là bạn sẽ trừ số tiền này khỏi tổng chiều dài mặt bích, 5”, để có được 4,725”.
Yếu tố K là gì?
Hệ số k là tỷ lệ phần trăm của độ dày vật liệu mà tại đó vật liệu không bị kéo giãn hoặc bị nén ở khu vực uốn cong.
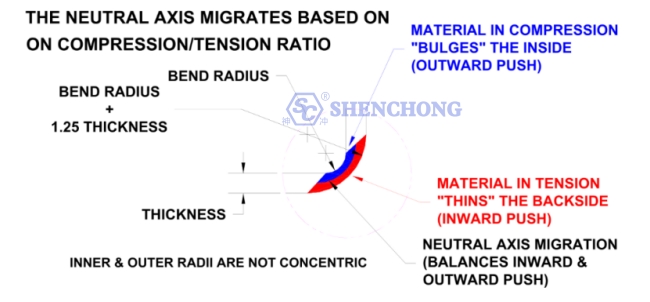
Vật liệu càng cứng thì lực nén ở bên trong chỗ uốn càng ít. Do đó, phần bên ngoài bị kéo giãn nhiều hơn và trục trung hòa di chuyển về phía bên trong chỗ uốn. Vật liệu mềm hơn cho phép nén nhiều hơn ở bên trong và trục trung tính vẫn ở gần tâm của độ dày vật liệu hơn.
Bán kính uốn cong có tác dụng tương tự. Bán kính uốn cong càng nhỏ thì nhu cầu nén càng nhiều và trục trung hòa di chuyển về phía bên trong chỗ uốn. Trên bán kính lớn hơn. trục trung hòa vẫn ở gần tâm của độ dày vật liệu.
Để hiểu hệ số K, trước tiên chúng ta cần hiểu trục trung hòa.
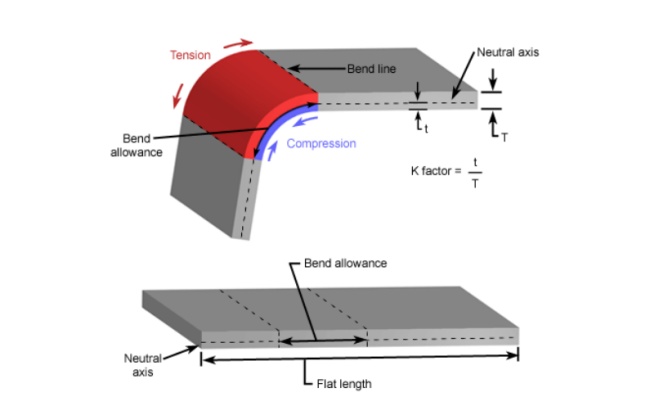
Khi tấm kim loại bị uốn cong, bề mặt dưới bị nén và bề mặt trên bị kéo căng. Trục trung hòa nằm bên trong kim loại, nơi nó sẽ không bị nén cũng như không giãn ra, cho phép nó duy trì chiều dài không đổi.
Trục trung tính
Trục trung tính không thay đổi. Khi phát triển chiều dài trống phẳng, có một phần có chiều dài không thay đổi. Độ dài này được gọi là trục trung hòa. Vật liệu ở bên trong trục trung hòa sẽ bị nén, trong khi vật liệu ở bên ngoài sẽ giãn ra. Dựa trên bán kính dạng dày của vật liệu và phương pháp tạo hình, tỷ lệ nén và lực căng trong bộ phận sẽ thay đổi.
Một bộ phận được uốn cong trên một bán kính rất sắc nét, khi so sánh với độ dày, sẽ căng ra ở bên ngoài nhiều hơn, điều đó có nghĩa là trục trung hòa sẽ nằm gần bên trong chỗ uốn hơn. Một bộ phận bị uốn cong dần dần sẽ có độ giãn bên ngoài ít hơn, nghĩa là trục trung hòa sẽ nằm gần tâm của bộ phận hơn.
Trong tấm kim loại phẳng, trục trung hòa nằm đều ở một nửa độ dày của tấm kim loại nhưng nó sẽ di chuyển trong quá trình uốn.
Sự thay đổi vị trí của trục trung hòa được xác định bởi nhiều yếu tố khác nhau như tính chất vật liệu, độ dày, góc uốn, bán kính trong và phương pháp uốn của tấm.
Cách tính hệ số K
Về mặt toán học, hệ số K biểu thị tỷ số giữa vị trí của trục trung hòa (t) và độ dày tấm (T).
Công thức hệ số K
Trong đó t là khoảng cách từ bề mặt bên trong đến trục trung hòa và T là độ dày kim loại.
Hệ số K được xác định bởi các tính chất vật lý của vật liệu, phương pháp uốn, góc uốn và các yếu tố khác.
Giá trị của hệ số K sẽ luôn nằm trong khoảng từ 0 đến 1. Nếu hệ số ak là 0,25, điều đó có nghĩa là trục trung hòa nằm ở 25% độ dày của vật liệu kim loại tấm của bộ phận. Tương tự, nếu là 0,5 thì có nghĩa là trục trung hòa nằm ở 50% trên toàn bộ chiều dày.
Thuộc tính vật liệu: nó thường nằm trong khoảng từ 0,30 đến 0,50. Nhìn chung, hệ số K của vật liệu đồng mềm hoặc đồng mềm là 0,35, hệ số K của vật liệu như đồng hoặc đồng thau bán cứng, thép nhẹ và nhôm là 0,41, và hệ số K của vật liệu như đồng, đồng cứng, thép cán nguội và thép lò xo là 0,45.
Bán kính uốn: bán kính uốn càng nhỏ thì hệ số K càng lớn.
Độ dày vật liệu: độ dày vật liệu càng lớn thì hệ số K càng lớn.
Sức mạnh năng suất của vật liệu: cường độ năng suất càng cao thì hệ số K càng nhỏ.
Mô đun đàn hồi (còn gọi là mô đun Young): độ dày vật liệu càng lớn thì hệ số K càng lớn.
Trong sản xuất kim loại tấm chính xác bằng cách sử dụng Phanh ép CNC, hệ số K là yếu tố quyết định. Hệ số K được sử dụng để tính toán dạng phẳng uốn, liên quan trực tiếp đến chiều dài của tấm kim loại bị kéo căng trong quá trình uốn.
Đó là giá trị cơ bản để xác định giới hạn uốn và mức giảm uốn.
Do tỷ lệ khoảng cách đến trục trung hòa với độ dày tấm xác định vị trí của trục trung hòa trong tấm kim loại nên việc biết hệ số K giúp xác định vị trí của trục trung hòa sau khi uốn.
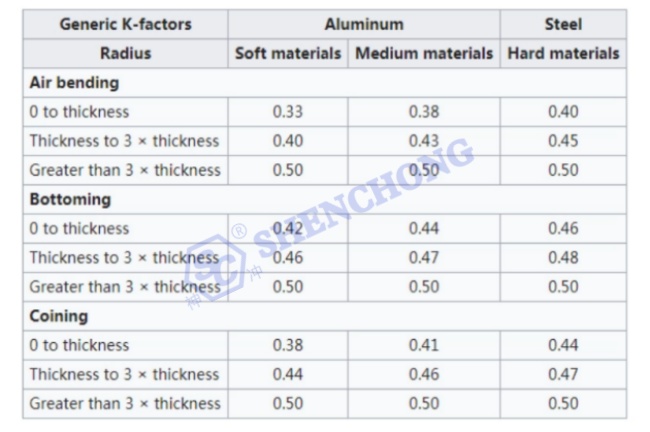
Hệ số K cho nhôm và thép
Bạn cũng có thể xác định hệ số K bằng bảng bên dưới:
Hệ số K cho đồng, đồng thau và đồng thau
Sau khi nghiên cứu kỹ lưỡng, người ta thấy rằng hệ thống SolidWorks cũng cung cấp các thuật toán bù uốn cho các vật liệu cụ thể sau ở góc uốn 90 độ. Công thức tính cụ thể như sau:
Chất liệu đồng mềm hoặc đồng mềm: BA=(0,55 * T)+(1,57 * R)
Các vật liệu như đồng bán cứng hoặc đồng thau, thép mềm và nhôm: BA=(0,64 * T)+(1,57 * R) Các vật liệu như đồng thau, đồng cứng, thép cán nguội và thép lò xo: BA=(0,71 * T)+(1,57 * R) Trên thực tế, nếu chúng ta đơn giản hóa phương trình (7) và đặt góc uốn thành 90 độ và tính hằng số thì phương trình có thể được chuyển thành:
BA=(1,57 * K * T)+(1,57 * R)
Vì vậy, đối với vật liệu đồng mềm hoặc đồng mềm, so sánh công thức tính toán trên, chúng ta thu được 1,57xK=0,55K=0,55/1,57=0,35. Có thể dễ dàng tính toán các giá trị hệ số k của một số loại vật liệu được liệt kê trong sách bằng cách sử dụng cùng một phương pháp.
Chất liệu đồng mềm hoặc đồng mềm: K=0,35.
Các vật liệu như đồng bán cứng hoặc đồng thau, thép mềm và nhôm: K=0,41.
Các loại vật liệu như đồng thau, đồng cứng, thép cán nguội, thép lò xo: K=0,45.
Khấu trừ uốn cong là gì?
Khi uốn tấm kim loại, do biến dạng dẻo không hoàn toàn của vật liệu và các hạn chế về cấu trúc của bản thân máy công cụ, góc và chiều dài của phôi uốn cong có thể sai lệch so với kích thước thiết kế. Để đảm bảo độ chính xác khi uốn và kích thước phôi đạt yêu cầu, cần xem xét việc khấu trừ uốn trong quá trình sản xuất bản vẽ, tức là giảm kích thước uốn cần thực hiện.
Định nghĩa khấu trừ uốn cong
Suy ra độ cong là chiều dài của vật liệu mà chúng ta cần loại bỏ khỏi tổng chiều dài của tấm để có được mẫu phẳng chính xác.
Nguyên tắc khấu trừ uốn cong
Nguyên lý suy giảm uốn là tận dụng biến dạng đàn hồi của vật liệu sao cho chiều dài và góc sau uốn đáp ứng được yêu cầu thiết kế. Khi uốn, tấm kim loại được đặt trên máy uốn, máy tác dụng lực uốn để gây ra biến dạng đàn hồi của tấm kim loại, dẫn đến thay đổi hình dạng và góc, cuối cùng trở thành hình dạng mong muốn. Trong quá trình này, việc suy giảm uốn có thể được kiểm soát chính xác bằng cách điều chỉnh kích thước của bản vẽ, đạt được độ chính xác và kích thước theo yêu cầu của thiết kế.
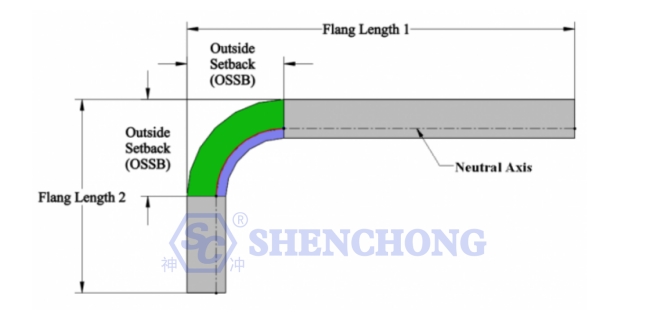
Theo hình trên, phần suy giảm uốn cong là chênh lệch giữa giới hạn uốn cong cho phép và gấp đôi khoảng lùi bên ngoài.
Công thức tính toán khấu trừ uốn cong

Ở đâu:
OSSB – Khoảng lùi bên ngoài (chiều dài của phần vượt quá góc uốn).
R – Bán kính uốn cong
K – Hệ số K (được xác định bởi tính chất và độ dày của vật liệu)
T – Độ dày vật liệu
A – Góc uốn mong muốn tính bằng độ
Giả sử chúng ta muốn uốn một tấm thép không gỉ dày 2 mm thành một góc 90° với bán kính uốn cong bên trong là 3 mm. Hệ số K của vật liệu này được biết là 0,44. Hãy tính toán Khấu trừ uốn cong từng bước:
- Tính phụ cấp uốn cong (BA):
BA = π * (R + K * T) * (A / 180)
Trong đó R là bán kính uốn cong bên trong, K là hệ số K, T là độ dày tấm và A là góc uốn.
Cắm các giá trị:
BA = π * (3 + 0,44 * 2) * (90/180) = 4,39mm
- Tính toán khoảng lùi bên ngoài (OSSB):
OSSB = R + T = 3 + 2 = 5 mm
- Tính toán khấu trừ uốn cong (BD):
BD = 2 * OSSB – BA
Cắm các giá trị:
BD = 2 * 5 – 4,39 = 5,61mm
Do đó, để đạt được góc uốn 90° với bán kính uốn cong bên trong là 3 mm trên tấm thép không gỉ dày 2 mm này, chúng ta cần đặt Khấu trừ uốn cong thành 5,61mm trong quá trình uốn.
Điều này có nghĩa là chúng ta cần uốn tấm quá mức 5,61mm để bù lại độ đàn hồi sau khi uốn, cuối cùng đạt được góc uốn 90° như mong muốn.
Việc tính toán khấu trừ uốn cong có thể giúp xác định kích thước bộ phận trước khi uốn, cho phép lập kế hoạch sản xuất tốt hơn và giảm lãng phí vật liệu.
Chức năng chính của khấu trừ uốn
- Đảm bảo độ chính xác uốn. Khấu trừ uốn có thể kiểm soát chiều dài và góc của tấm kim loại uốn cong, từ đó đảm bảo rằng các bộ phận kim loại tấm được sản xuất đáp ứng các yêu cầu về kích thước và độ chính xác của thiết kế.
- Cải thiện hiệu quả xử lý. Thiết kế loại bỏ uốn không chỉ làm giảm quy mô sản xuất mà còn tránh được các thí nghiệm và điều chỉnh lặp đi lặp lại, từ đó nâng cao hiệu quả chế tạo các bộ phận kim loại tấm.
- Giảm chất thải vật liệu. Bằng cách sử dụng khả năng khấu trừ uốn để kiểm soát kích thước, có thể tránh được việc xử lý quá mức hoặc lãng phí vật liệu, từ đó giảm chi phí và nâng cao hiệu quả sản xuất.
Nói tóm lại, khấu trừ uốn là một mắt xích rất quan trọng trong quá trình gia công kim loại tấm, đồng thời nó cũng là chìa khóa để đảm bảo chất lượng và độ chính xác của thành phẩm. Trong quá trình xử lý thực tế, giá trị khấu trừ uốn phải được điều chỉnh hợp lý tùy theo tình hình cụ thể để đạt được hiệu quả xử lý tốt nhất.
Vật liệu có phụ cấp uốn cong khác nhau
Kim loại nào có thể uốn cong tốt?
Tất cả các kim loại đều có độ đàn hồi nhất định. Một số kim loại có tính đàn hồi cao hơn các kim loại khác và có thể đạt được giới hạn uốn lớn hơn so với các vật liệu khác. Kim loại được xếp hạng theo mô đun đàn hồi của chúng, đó là tỷ lệ giữa ứng suất và biến dạng trong biến dạng kim loại. Mô đun đàn hồi cũng là phương tiện đo độ cứng của vật liệu hoặc độ bền đàn hồi. Các vật liệu khác như cao su và thủy tinh cũng có thể được tính toán theo cách tương tự.
Điều đáng ngạc nhiên là một trong những kim loại đàn hồi nhất là niken titan, còn được gọi là niken titan, với áp suất 28 GPa. Nó có thể được siết chặt nhiều lần ở mức độ lớn mà không bị coi là biến dạng. Trong số các loại kim loại phổ biến, kim loại đàn hồi lớn thứ hai bao gồm 45 GPa của thiếc, magie, cadmium và 69 GPa của nhôm. Tất nhiên, nhôm được biết đến với trọng lượng nhẹ và khả năng uốn cong, nhưng xét về kim loại nguyên chất, bao gồm cả hợp kim, có một số kim loại có thể vượt qua nó về mặt này.
Kim loại nào không thể uốn cong tốt hoặc sẽ bị gãy khi uốn cong quá xa?
Như đã biết, hầu hết các kim loại đều rất cứng, nếu vật liệu không bị uốn cong thì chắc chắn khi uốn cong nó sẽ bị gãy. Trong số tất cả các hợp kim, vonfram là kim loại cứng nhất, đạt tới 411 GPa. Ngay cả ở dạng mỏng nhất, vonfram vẫn khó uốn cong nên có khả năng vỡ như thủy tinh. Kim loại cứng thứ hai là đồng berili 304GPa. Crom là vật liệu được tìm thấy trong kim cương và các loại đá quý khác, đứng thứ ba với 279 GPa. Sắt rèn và coban đều có 211 GPa. Ở 210GPa, bạn có nhiều tấm kim loại phổ biến hơn, chẳng hạn như thép, thép không gỉ, coban và niken. Như bạn đã biết, hầu hết các kim loại đều được coi là rất cứng, nhưng như đã đề cập trước đó, một số kim loại không cứng bằng những kim loại khác.
Phần kết luận
Hệ số K, còn được gọi là hệ số bán kính uốn cong, tính đến xu hướng của vật liệu bị giãn ra ở bề mặt bên ngoài và nén ở bề mặt bên trong trong quá trình uốn.
Việc tính toán đúng hệ số K rất quan trọng để xác định vị trí trục trung hòa và giảm thiểu các khuyết tật tiềm ẩn như nứt hoặc nhăn.
Phụ cấp uốn cong đề cập đến vật liệu bổ sung cần thiết để phù hợp với bán kính uốn cong, ngăn chặn sự kéo dài hoặc nén quá mức của vật liệu.
Việc tính toán chính xác dung sai uốn cong là rất quan trọng để đảm bảo kích thước bộ phận cuối cùng phù hợp với thông số kỹ thuật thiết kế.
Mặt khác, việc suy giảm độ uốn sẽ bù đắp cho hiệu ứng đàn hồi ngược của vật liệu, trong đó phần bị uốn cong có xu hướng không uốn cong một phần sau khi loại bỏ lực uốn.
Tính toán khấu trừ uốn cong là điều cần thiết để đạt được góc uốn mong muốn và duy trì độ chính xác về kích thước.
Bằng cách hiểu và áp dụng đúng các yếu tố thiết yếu này, bạn có thể tối ưu hóa quy trình chấn, giảm thiểu lãng phí vật liệu và liên tục sản xuất các bộ phận uốn cong chất lượng cao, đáp ứng các yêu cầu nghiêm ngặt nhất.




