Giới thiệu
Mục lục
Uốn tấm kim loại là một quy trình sản xuất quan trọng được sử dụng để định hình các tấm kim loại theo góc và hình dạng mong muốn. Nó đóng vai trò quan trọng trong các ngành công nghiệp như ô tô, hàng không vũ trụ, xây dựng và điện tử. Nhưng tại sao uốn tấm kim loại thường không giữ được hình dạng của chúng? Câu trả lời nằm ở một hiện tượng gọi là đàn hồi trở lại. Một trong những thách thức chính gặp phải trong quá trình uốn là đàn hồi trở lại. Hiện tượng này xảy ra khi kim loại trở lại một phần hình dạng ban đầu sau khi uốn, chịu ảnh hưởng của các yếu tố như đặc tính vật liệu, bán kính uốn và lực tác dụng. Đàn hồi trở lại trong quá trình uốn tấm kim loại có thể dẫn đến sản phẩm cuối cùng không chính xác. Trong bài viết này, chúng ta sẽ tìm hiểu lý do gây ra đàn hồi trở lại trong quá trình uốn tấm kim loại, tác động của đàn hồi trở lại đến độ chính xác và các chiến lược hiệu quả để giảm thiểu đàn hồi trở lại. Hiểu được các khái niệm này có thể cải thiện đáng kể độ chính xác và chất lượng của các công việc gia công kim loại.
Độ đàn hồi khi uốn tấm kim loại là gì?
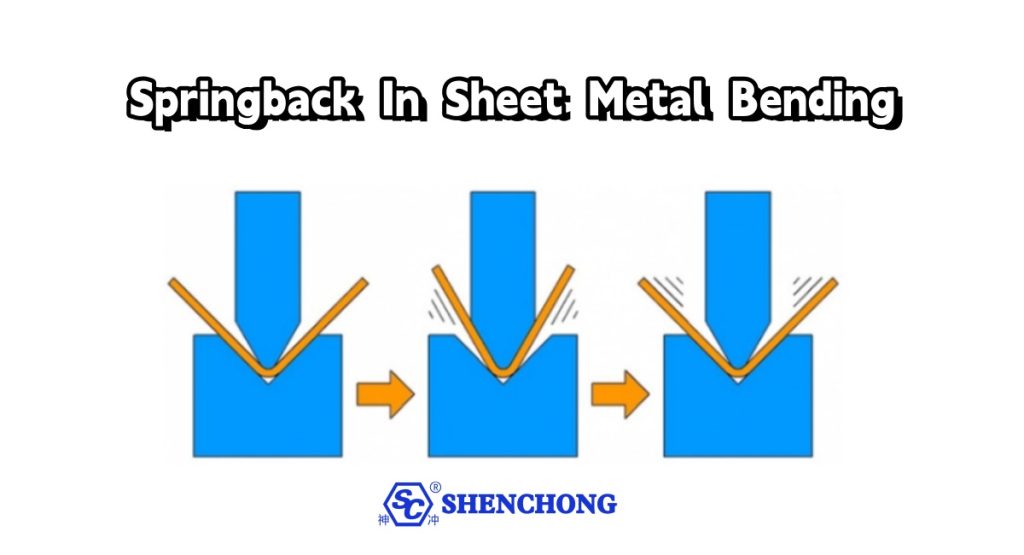
Khi một tấm kim loại không thể duy trì góc hoặc độ cong chính xác như mong đợi sau khi uốn, hiện tượng bật trở lại xảy ra. Khi lực tác dụng để uốn một tấm kim loại, nó sẽ trải qua biến dạng đàn hồi và dẻo. Biến dạng dẻo là vĩnh viễn, trong khi biến dạng đàn hồi là tạm thời và sẽ phục hồi khi lực bên ngoài bị loại bỏ. Sự phục hồi của biến dạng đàn hồi này khiến tấm kim loại trở lại vị trí ban đầu một phần, dẫn đến hiện tượng bật trở lại.
Nguyên lý vật lý
Nguyên lý đằng sau sự đàn hồi nằm ở ứng suất bên trong được tạo ra trong quá trình uốn. Khi tấm bị uốn, bề mặt ngoài của chỗ uốn bị kéo căng (ứng suất kéo), trong khi bề mặt bên trong bị nén (ứng suất nén). Khi lực uốn bị loại bỏ, thành phần đàn hồi của các ứng suất này cố gắng đưa vật liệu trở lại trạng thái không bị biến dạng. Mức độ đàn hồi phụ thuộc vào sự cân bằng giữa biến dạng đàn hồi và biến dạng dẻo bên trong vật liệu.
Các yếu tố ảnh hưởng đến sự phục hồi
Một số yếu tố ảnh hưởng đến lượng lực bật lại xảy ra trong uốn tấm kim loại. Hiểu được các yếu tố này có thể giúp dự đoán và kiểm soát độ bật lại trong quá trình thiết kế và sản xuất.
1. Tính chất vật liệu
- Sức chịu lực: Kim loại có độ bền kéo cao hơn dễ bị bật lại hơn vì chúng chống lại biến dạng vĩnh viễn và có xu hướng trở lại hình dạng ban đầu nhiều hơn. Thép cường độ cao và hợp kim nhôm thường có độ bật lại đáng kể hơn so với thép cacbon thấp.
- Mô đun đàn hồi: Mô đun đàn hồi hoặc độ cứng của vật liệu xác định khả năng trở lại hình dạng ban đầu sau khi bị biến dạng. Kim loại có mô đun đàn hồi cao hơn, chẳng hạn như thép, có độ đàn hồi cao hơn so với các vật liệu mềm hơn như nhôm hoặc đồng.
Kích thước của góc đàn hồi tỷ lệ thuận với giới hạn chảy αa của vật liệu và tỷ lệ nghịch với mô đun đàn hồi (E). Nghĩa là, giới hạn chảy của vật liệu càng cao thì mô đun đàn hồi càng nhỏ và độ đàn hồi trong tấm kim loại càng nhỏ. Ngược lại, độ đàn hồi càng lớn.
Đối với phôi uốn có yêu cầu độ chính xác cao, để giảm thiểu độ bật trở lại, nên chọn thép cacbon thấp thay vì các vật liệu như thép cacbon cao hoặc thép không gỉ.
2. Độ dày của tấm
Các tấm dày hơn có xu hướng ít bị bật lại hơn các tấm mỏng hơn. Điều này là do các tấm dày hơn bị biến dạng dẻo nhiều hơn trong quá trình uốn cong, làm giảm hiệu ứng phục hồi đàn hồi. Ngược lại, các tấm mỏng hơn linh hoạt và đàn hồi hơn, dẫn đến hiện tượng bật lại rõ rệt hơn.
3. Bán kính uốn cong
Tỷ lệ giữa độ dày tấm và bán kính uốn cong ảnh hưởng đáng kể đến độ đàn hồi. Khi bán kính uốn cong lớn so với độ dày tấm, biến dạng đàn hồi xảy ra nhiều hơn, dẫn đến độ đàn hồi lớn hơn. Bán kính uốn cong nhỏ hơn dẫn đến biến dạng dẻo nhiều hơn và giảm độ đàn hồi.
Đây là một khái niệm quan trọng. Khi các đặc tính vật liệu cho phép, fillet của các bộ phận uốn cong bằng kim loại tấm nên chọn bán kính uốn nhỏ nhất có thể để cải thiện độ chính xác gia công. Điều đáng chú ý là các bộ phận có bán kính uốn lớn đặt ra một số thách thức nhất định trong việc kiểm soát độ chính xác và chất lượng gia công.
4. Góc uốn
Góc uốn càng lớn thì hiệu ứng bật trở lại trong hiệu ứng uốn tấm kim loại càng lớn. Ví dụ, khi uốn tấm kim loại ở góc lớn (chẳng hạn như 90 độ trở lên), vật liệu sẽ chịu nhiều ứng suất hơn, làm tăng khả năng bật trở lại sau khi lực uốn bị loại bỏ.
Ngược lại, góc tâm uốn nhỏ hơn có nghĩa là diện tích biến dạng nhỏ hơn, dẫn đến lượng biến dạng đàn hồi tích lũy nhỏ hơn và do đó tổng độ đàn hồi khi uốn tấm kim loại nhỏ hơn.
5. Phương pháp uốn
Các phương pháp uốn khác nhau, chẳng hạn như uốn khí và tạo đáy, ảnh hưởng đến mức độ đàn hồi trở lại. Trong quá trình uốn khí, tấm chỉ được hỗ trợ một phần, dẫn đến phục hồi đàn hồi hơn, trong khi ở quá trình tạo đáy (tấm được ép hoàn toàn vào khuôn), kim loại bị hạn chế chặt hơn, làm giảm độ đàn hồi trở lại.
6. Ảnh hưởng của lực uốn F
Với bán kính uốn, góc tâm và độ dày vật liệu nhất định, lực uốn F lớn hơn sẽ tạo ra độ đàn hồi nhỏ hơn, trong khi lực uốn nhỏ hơn sẽ tạo ra độ đàn hồi lớn hơn khi uốn tấm kim loại.
Tính toán van Springback trong uốn tấm kim loại
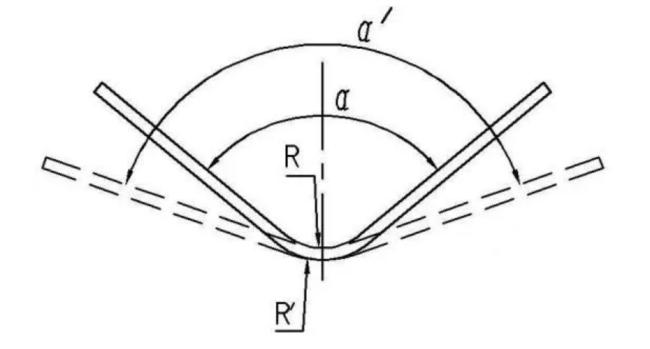
Tính toán độ đàn hồi trong uốn tấm kim loại liên quan đến việc xác định sự khác biệt giữa góc uốn ban đầu và góc sau khi vật liệu phục hồi một phần hình dạng ban đầu do phục hồi đàn hồi. Sau đây là quy trình từng bước để ước tính và tính toán độ đàn hồi.
Các thông số chính
Lượng đàn hồi phụ thuộc vào nhiều yếu tố như tính chất vật liệu, độ dày, bán kính uốn cong và phương pháp uốn.
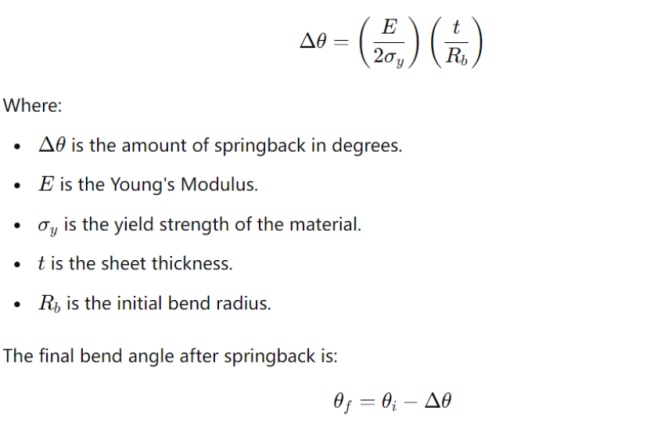
- Mô đun Young (E):Đây là mô đun đàn hồi của vật liệu, dùng để đo độ cứng của vật liệu.
- Giới hạn chảy (σ_y):Đây là ứng suất mà vật liệu bắt đầu biến dạng dẻo.
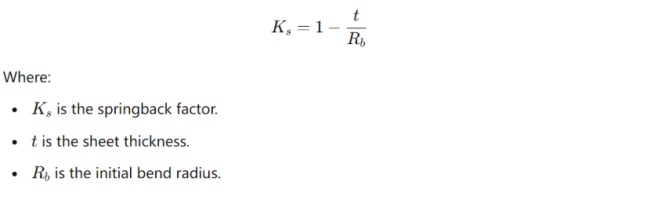
- Bán kính uốn cong ban đầu (R_b):Bán kính của phần uốn cong được tạo thành bởi cú đấm trước khi bật trở lại.
- Độ dày tấm (t):Độ dày của tấm kim loại.
- Góc uốn cuối cùng (θ):Góc sau khi bật trở lại.
Hệ số đàn hồi (Ks)
Một trong những cách đơn giản nhất để tính toán độ bật lại là sử dụng hệ số độ bật lại Ks, là tỷ lệ giữa góc uốn cuối cùng sau khi bật lại với góc uốn ban đầu trước khi bật lại. Có thể ước tính bằng phương trình sau:
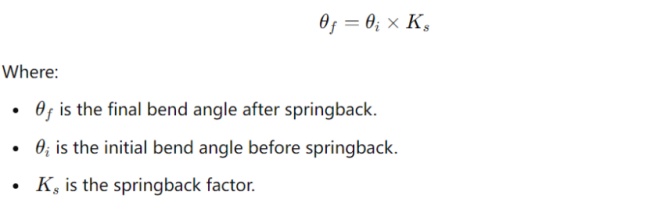
Tính toán góc Springback
Góc hồi phục có thể được tính bằng cách nhân góc uốn ban đầu với hệ số hồi phục:
Ước tính Springback dựa trên tính chất vật liệu
Để có cách tiếp cận chi tiết hơn, đặc biệt khi sử dụng vật liệu có độ bền cao, độ đàn hồi có thể được tính bằng công thức sau:
Ví dụ tính toán
Giả sử bạn có dữ liệu sau:
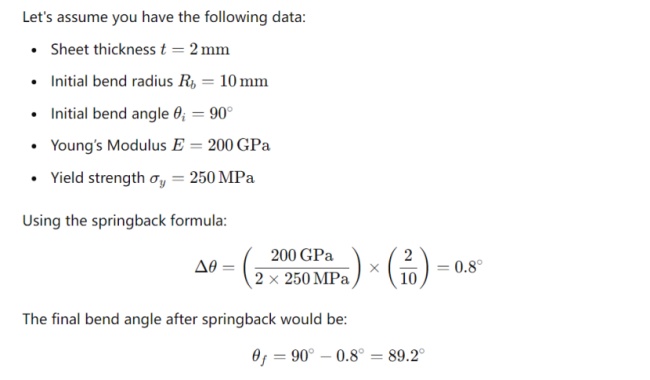
Do đó, sau khi hồi phục, góc uốn sẽ xấp xỉ 89,2∘89,2^\circ89,2∘, cho thấy một lượng phục hồi nhỏ. Điều chỉnh góc uốn trong quá trình này sẽ bù đắp cho điều này.
Giải pháp giảm thiểu hiện tượng bật ngược
Mặc dù không thể loại bỏ hoàn toàn hiện tượng bật ngược khi uốn tấm kim loại, nhưng có thể áp dụng nhiều chiến lược khác nhau để kiểm soát và giảm thiểu tác động của hiện tượng này trong quá trình uốn.
Ứng dụng và tầm quan trọng của việc kiểm soát Springback
Kiểm soát độ đàn hồi ngược là điều cần thiết trong các ngành công nghiệp đòi hỏi độ chính xác cao, chẳng hạn như ô tô và hàng không vũ trụ. Các thành phần như tấm thân xe, vỏ máy bay và khung kết cấu phải tuân thủ các dung sai chặt chẽ. Độ đàn hồi ngược quá mức có thể dẫn đến việc phải làm lại tốn kém, lãng phí vật liệu hoặc thậm chí làm giảm tính toàn vẹn của kết cấu.
Trong sản xuất hàng loạt, việc giảm thiểu độ đàn hồi giúp duy trì chất lượng đồng đều trên các lô hàng lớn, giảm chi phí vật liệu và cải thiện hiệu quả. Kiểm soát chính xác độ đàn hồi cũng cho phép các nhà sản xuất sử dụng vật liệu có độ bền cao mà không ảnh hưởng đến chất lượng sản phẩm.
Cải thiện thiết kế các bộ phận cong
- Cải thiện thiết kế kết cấu của bộ phận uốn có thể làm giảm góc bật lại mà không ảnh hưởng đến chức năng của chúng. Ví dụ, việc ngăn chặn các gân gia cố ở vùng cong hoặc sử dụng các cạnh đã tạo hình có thể làm tăng độ cứng và biến dạng dẻo của bộ phận cong, do đó làm giảm độ bật lại.
- Sử dụng vật liệu có mô đun đàn hồi cao, giới hạn chảy thấp, độ cứng thấp và độ dẻo tốt có thể giảm độ nảy và tạo điều kiện kiểm soát độ nảy đồng thời đáp ứng các yêu cầu sử dụng.
Cải thiện các biện pháp quy trình
1. Uốn cong quá mức
Uốn cong quá mức liên quan đến việc uốn cong tấm kim loại hơi vượt quá góc mong muốn để bù cho độ đàn hồi. Kỹ thuật này đòi hỏi kinh nghiệm và tính toán chính xác để xác định lượng uốn cong quá mức cần thiết cho các vật liệu và độ dày khác nhau.
2. Điều chỉnh lực uốn
Tăng lực uốn hoặc áp dụng thao tác uốn thứ cấp có thể giúp tăng biến dạng dẻo trong vật liệu. Điều này làm giảm khả năng phục hồi đàn hồi và giảm thiểu độ bật trở lại. Kỹ thuật này đặc biệt hiệu quả trong việc giảm độ bật trở lại đối với vật liệu có độ bền cao.
3. Sử dụng bán kính uốn cong nhỏ hơn
Bằng cách thiết kế bán kính uốn cong nhỏ hơn, vật liệu sẽ bị biến dạng dẻo nhiều hơn, làm giảm khả năng phục hồi đàn hồi chịu trách nhiệm cho sự bật lại. Tuy nhiên, phải cẩn thận để tránh tạo ra bán kính quá nhỏ, có thể dẫn đến nứt hoặc hư hỏng vật liệu.
4. Lựa chọn và xử lý vật liệu
Việc lựa chọn vật liệu có độ bền kéo thấp hơn hoặc sử dụng phương pháp xử lý nhiệt để giảm độ cứng của vật liệu có thể làm giảm độ đàn hồi. Ví dụ, ủ có thể được sử dụng để làm mềm kim loại, khiến chúng dẻo hơn và ít bị đàn hồi hơn.
5. Mô phỏng Phân tích phần tử hữu hạn (FEA)
Các công cụ phần mềm hiện đại, chẳng hạn như Phân tích phần tử hữu hạn (FEA), cho phép các nhà sản xuất mô phỏng quá trình uốn và dự đoán mức độ đàn hồi trước khi uốn vật lý tấm. Các mô phỏng này giúp các kỹ sư điều chỉnh các thông số uốn để đảm bảo kết quả chính xác, giảm thiểu thử nghiệm và sai sót trong giai đoạn sản xuất.
Điều chỉnh khoảng hở khuôn uốn
Giảm khoảng cách giữa các khuôn giúp giảm thiểu hiện tượng bật ngược. Khi khoảng cách giữa các bề mặt khuôn cong nhỏ hơn độ dày vật liệu, độ nảy có thể giảm đáng kể, thậm chí dẫn đến độ nảy âm nhẹ. Khoảng cách quá nhỏ có thể dẫn đến vật liệu mỏng đi, bề mặt phôi bị trầy xước và tuổi thọ khuôn bị rút ngắn. Khi độ dày của tấm lệch âm, khoảng cách quá lớn hình thành giữa đầu đục và khuôn cũng có thể gây ra hiện tượng bật ngược. Giải pháp là thiết kế khuôn uốn có khoảng cách có thể điều chỉnh.
Cải thiện thiết kế khuôn uốn
Dựa trên các giá trị phục hồi ước tính hoặc thử nghiệm, chúng ta có thể bù trừ (hoặc khấu trừ) trong phạm vi hình dạng và kích thước của các bộ phận làm việc trong khuôn để làm cho các bộ phận uốn cong đáp ứng các yêu cầu về hình dạng và kích thước của bản vẽ sản phẩm.
1) Góc phục hồi uốn cong của vật liệu mềm như đồng thau mềm 0215, 0235, 08, 10, 20 và H2 nhỏ hơn 5 °. Khi độ lệch độ dày của vật liệu nhỏ, có thể thiết kế độ dốc (góc bù phục hồi) trên đầu đột hoặc khuôn. Khoảng cách giữa đầu đột và khuôn bằng với độ dày vật liệu tối thiểu và thậm chí có thể sử dụng khoảng cách âm để khắc phục độ phục hồi.
2) Đối với vật liệu mềm như đồng thau mềm Q215, Q235, 08, 10, 20 và H62, khi độ dày vật liệu vượt quá 0,8mm và bán kính uốn lớn, bộ phận làm việc của đầu đột có thể được thiết kế với các phần nhô cục bộ. Điều này tập trung áp suất làm việc của đầu đột tại các góc cong.
Bằng cách tăng ứng suất tại chỗ uốn, chúng tôi đã tăng cường thành phần biến dạng dẻo trong vùng biến dạng, cải thiện sự phân bổ ứng suất, do đó làm giảm biến dạng đàn hồi và giảm thiểu sự phục hồi ở mức độ lớn nhất có thể.
3) Đối với vật liệu cứng như Q275, 45, 50, H62, khi bán kính uốn r>t, có thể thiết kế góc bù nảy trên khuôn hoặc chày dựa trên giá trị nảy ước tính trước hoặc thu được bằng thực nghiệm để loại trừ nảy.
Ngoài ra, phần trên của khuôn có thể được thiết kế thành bề mặt hình vòng cung (để uốn cong hình chữ U), dẫn đến uốn cong ngược cục bộ ở phía dưới. Nghĩa là, khi bộ phận được lấy ra khỏi khuôn, sự phục hồi của đường cong ngược sẽ gây ra sự phục hồi âm ở cả hai bên, bù đắp cho sự phục hồi dương của các thành bên.
4) Đối với uốn hình chữ Z, hai góc uốn của uốn hình chữ Z có thể có giá trị phục hồi khác nhau, có thể khiến bề mặt trên và dưới của các bộ phận hình chữ Z không song song. Để tránh hiện tượng này, đầu đột và khuôn phải nghiêng ra ngoài một góc Δ φ. Đối với tấm cán nguội có độ dày nhỏ hơn 1mm, góc nghiêng thường được lấy là 2 ° ~ 3 °.
5) Đối với vật liệu mềm hơn, có thể sử dụng khuôn cao su thay cho khuôn cứng, như thể hiện trong Hình 1-10. Do cao su có thể truyền áp suất theo nhiều hướng khác nhau giống như chất lỏng trong bình chứa cứng, nên quá trình uốn có những thay đổi có lợi so với việc sử dụng khuôn cứng.
Tấm ván được hỗ trợ hoàn toàn trên cao su, với lực hỗ trợ ở giữa mạnh hơn ở hai bên. Do đó, khi hai thành thẳng của tấm ván uốn cong quanh các góc tròn của cú đấm, chúng sẽ bám chặt hoàn toàn vào bề mặt của cú đấm và các thành thẳng ít bị uốn cong quá mức, giảm độ nảy.
Nếu sử dụng cao su đàn hồi có độ cứng cao thì hiệu quả còn tốt hơn nữa. Ngoài độ chính xác cao, sử dụng khuôn cao su không để lại vết xước trên bề mặt các chi tiết uốn cong, tính linh hoạt của khuôn cao su và cao su đàn hồi rất tốt.
Phần kết luận
Độ đàn hồi là một thách thức cố hữu trong uốn tấm kim loại, được thúc đẩy bởi sự phục hồi đàn hồi của vật liệu sau khi biến dạng dẻo. Các yếu tố như tính chất vật liệu, độ dày tấm, bán kính uốn và phương pháp uốn đều ảnh hưởng đến mức độ đàn hồi. Tuy nhiên, bằng cách sử dụng các chiến lược như uốn quá mức, điều chỉnh lực uốn và sử dụng các công cụ mô phỏng, các nhà sản xuất có thể kiểm soát hiệu quả độ đàn hồi và tạo ra các bộ phận có hình dạng chính xác, chất lượng cao. Khi nhu cầu về các thành phần nhẹ, chắc và chính xác tiếp tục tăng trong các ngành công nghiệp như ô tô và hàng không vũ trụ, việc thành thạo quản lý độ đàn hồi sẽ vẫn là một khía cạnh quan trọng của chế tạo tấm kim loại.
Máy móc SC là một chuyên gia Phanh ép CNC và nhà máy máy ép đột dập, và chúng tôi cung cấp các giải pháp uốn cho khách hàng trong hơn 25 năm. Vui lòng liên hệ với chúng tôi nếu bạn cần máy uốn.




