Mục lục
Dụng cụ phanh báo chí là một khuôn được sử dụng bởi thủy lực nhấn phanh máy móc để tạo hình và gia công vật liệu tấm. Công cụ này bao gồm nhiều bộ phận khác nhau và các khuôn khác nhau được tạo thành từ các bộ phận khác nhau. Nó chủ yếu đạt được việc xử lý hình dạng của vật thể bằng cách thay đổi trạng thái vật lý của vật liệu hình thành. Một công cụ dùng để biến phôi thành phôi có hình dạng và kích thước cụ thể dưới áp lực của phanh uốn.
Kích thước vật liệu, độ dày, chiều dài và chiều rộng của tấm kim loại cũng như các hình dạng và góc khác nhau được thiết kế đòi hỏi phải sử dụng các dụng cụ phanh ép khác nhau để uốn. Nói chung, uốn đòi hỏi phải sử dụng khuôn dập trên và khuôn dưới của phanh ép với chiều cao, hình dạng và kích thước chiều rộng chữ V khác nhau, và hơn thế nữa, cần có các khuôn đặc biệt có hình dạng đặc biệt. Bài viết này giới thiệu các loại dụng cụ phanh ép khác nhau và hướng dẫn người dùng cách lựa chọn, sử dụng và bảo trì chày trên và khuôn dưới của phanh ép.
Giới thiệu chung về dụng cụ phanh báo chí
Cấu trúc khuôn ép phanh
Khuôn ép phanh có thể được chia thành hai loại về mặt cấu tạo: khuôn ép phanh trên và khuôn ép phanh dưới. Trong nguyên công uốn, phần lớn chày trên là khuôn chủ động và khuôn dưới là khuôn thụ động. Nếu khuôn dưới được cố định và không di chuyển thì chày trên sẽ bị di chuyển bằng lực. Nói chung, ngoại trừ các bộ dụng cụ phanh ép đặc biệt, khuôn dưới của phanh ép có thể tương ứng với nhiều chày trên và người vận hành có thể lựa chọn theo nhu cầu thiết kế sản phẩm.
Các loại dụng cụ phanh nhấn
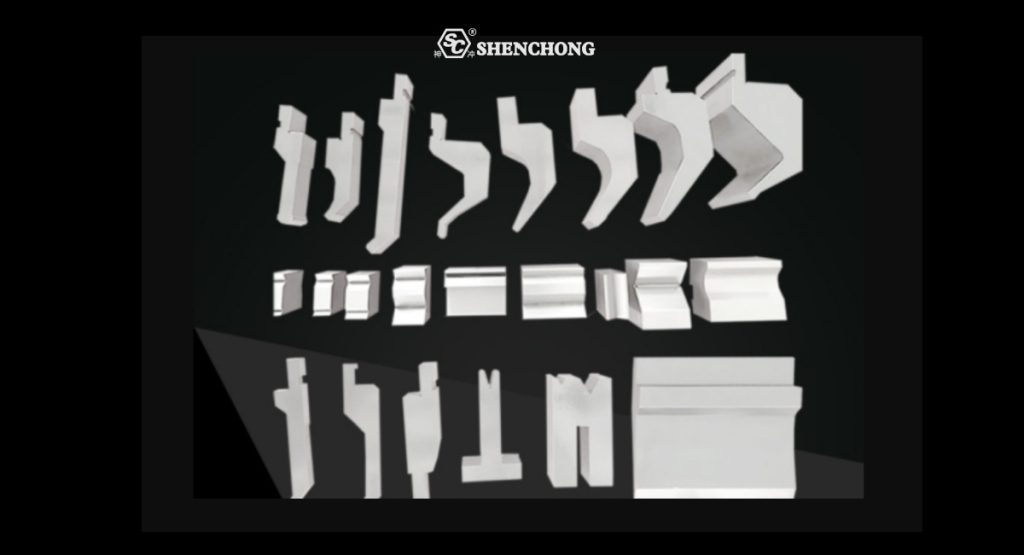
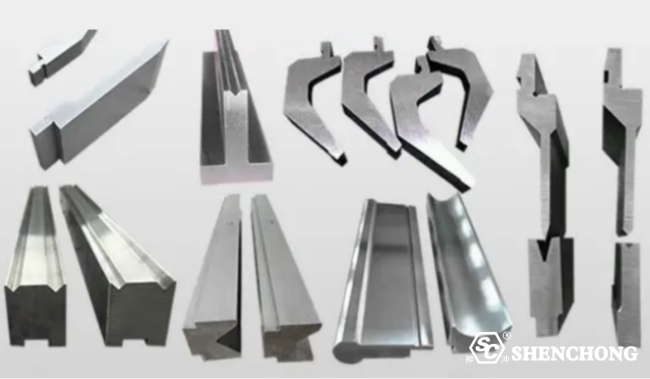
Có nhiều loại khuôn máy ép phanh khác nhau, bao gồm khuôn chữ V, khuôn chữ U, khuôn đa giác, khuôn bán nguyệt,… Mỗi loại khuôn đều phù hợp với nhu cầu gia công cụ thể và loại vật liệu. Ví dụ, khuôn hình chữ V và hình chữ U thường được sử dụng để uốn các tấm kim loại, trong khi khuôn đa giác và hình bán nguyệt thích hợp để uốn các hình dạng và góc cụ thể. Hình dạng và kích thước cụ thể của các khuôn này được lựa chọn dựa trên yêu cầu thiết kế và gia công của phôi.
Có nhiều loại dụng cụ cắt cho máy uốn CNC, nói chung bao gồm khuôn trên tiêu chuẩn để uốn góc vuông, khuôn trên nhọn, khuôn dao dẹt, khuôn dao hình chữ R, khuôn offset trên, khuôn dưới 1V, khuôn dưới 2V, 3U, Khuôn đáy 4V, khuôn đáy phanh ép cao su Yuli, khuôn dưới cao su cứng, ray dẫn hướng khuôn dưới, giá đỡ khuôn dưới, khuôn uốn khác biệt phân khúc, khuôn uốn định hình, khuôn uốn kết hợp, khuôn uốn không trầy xước, v.v. có thể được thiết kế theo các tình huống khác nhau.
Về công dụng, khuôn máy phanh uốn thường được chia thành khuôn tiêu chuẩn và khuôn đặc biệt. Nói chung, góc đầu đột dập phía trên của phanh nhấn là 30 độ (góc thực tế là 26-28 độ), góc khía khuôn dưới là 30 độ, 45 độ, 60 độ, 80-90 độ, v.v. và 60 độ, 78-88 độ, v.v.
Từ góc độ hình dạng, cú đấm trên của máy uốn có thể được chia thành khuôn lưỡi sắc, khuôn hình cung tròn, khuôn lưỡi uốn và khuôn tạo hình. Nói chung, khuôn dao sắc chủ yếu là 30 độ và 60 độ, đôi khi có các góc được chỉ định đặc biệt như 45 độ và 55 độ. Khuôn hồ quang chủ yếu được thiết kế với đường kính và chiều dài hồ quang khác nhau. Khuôn uốn chủ yếu được sử dụng để tránh các phôi hình chữ U hoặc bị uốn cong nhiều lần. Phức tạp nhất là khuôn định hình. Khuôn định hình có thể được tích hợp hoặc kết hợp. Nói chung, khuôn tổ hợp được thiết kế, chế tạo và kết hợp từ khuôn trên và khuôn dưới. Từ góc độ chi phí sản xuất, chi phí sản xuất khuôn định hình toàn diện sẽ cao hơn nhiều (đặc biệt đối với các khuôn lớn) và khó kiểm soát độ chính xác. Khuôn kết hợp có ưu điểm lớn đối với các khuôn lớn và khuôn đồ họa phức tạp.
Dụng cụ phanh ép có thể được chia thành khuôn đơn và khuôn đa chức năng theo chức năng của nó. Khuôn đơn chỉ có thể tạo ra một loại phôi duy nhất, trong khi khuôn đa chức năng có thể gia công nhiều loại phôi khác nhau. Một số có thể được tháo rời và lắp ráp, còn được gọi là khuôn composite, chẳng hạn như khuôn phân đoạn và khuôn tạo hình.
Theo số lượng rãnh khuôn, khuôn dưới của máy phanh ép có thể được chia đại khái thành khuôn đáy chữ V đơn, khuôn đáy chữ V đôi và khuôn đáy chữ V nhiều. Đúng như tên gọi, bề mặt của khuôn đáy chữ V đơn và chữ V đôi chỉ có một hoặc hai rãnh khuôn, điều này thường gặp ở Máy ép phanh CNC và có độ chính xác cao. Vì có chuẩn cố định hay còn gọi là khuôn đồng tâm nên có thể dễ dàng thay thế. Khuôn đáy multi V chủ yếu là khuôn vuông, có nhiều rãnh khuôn trên bốn bề mặt và có kích thước khác nhau. Ưu điểm là khuôn có nhiều rãnh, có thể thích ứng với việc uốn cong các tấm dày khác nhau.
Ngày nay, với sự tiến bộ không ngừng của xã hội, yêu cầu về sản phẩm cũng không ngừng tăng lên, các yêu cầu đa dạng về sản phẩm, vật liệu uốn cong cũng không ngừng tăng lên. Khuôn dưới của máy uốn cũng không ngừng phát triển. Khuôn đáy nhúng, khuôn đáy không thụt và khuôn đáy mở có thể điều chỉnh đã được sử dụng rộng rãi trong các ngành công nghiệp khác nhau.
Các loại phanh ép phổ biến Cú đấm trên và khuôn dưới để bán
1. Khuôn trên và khuôn dưới tiêu chuẩn thông thường
Đục trên và khuôn dưới tiêu chuẩn được sử dụng để uốn ở góc 90 ° -180 °. Ưu điểm: linh hoạt cho các tấm dày và mỏng, bền và được sử dụng rộng rãi.
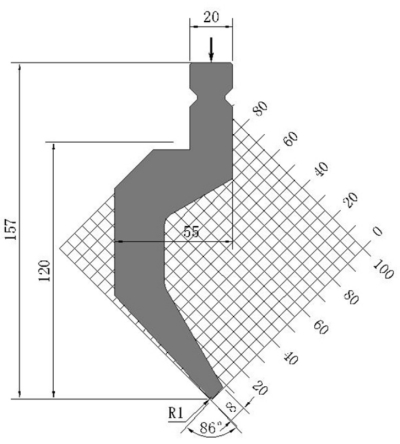
2. Cú đấm trên lưỡi sắc bén
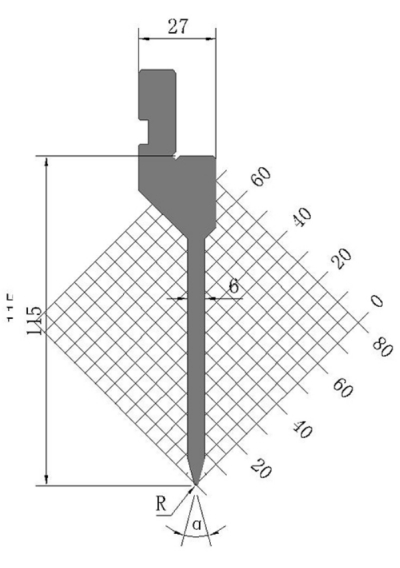
Cú đấm phía trên có lưỡi sắc bén được sử dụng để uốn góc 20° – 180°. Ưu điểm: có thể uốn các góc và kích thước nhỏ hơn, đường cong chữ R nhỏ hơn sau khi uốn, hình thức đẹp, các cạnh rõ ràng.
3. Cú đấm trên uốn cong lớn (Cú đấm cổ ngỗng)
Cú đấm phanh trên cổ ngỗng được sử dụng để uốn góc 30 ° -180 °. Ưu điểm: dùng cho các sản phẩm hình chữ U không thể hoàn thiện bằng khuôn tiêu chuẩn và khuôn nhọn, có phạm vi ứng dụng rộng rãi.
4. Dụng cụ phanh báo chí Hemming
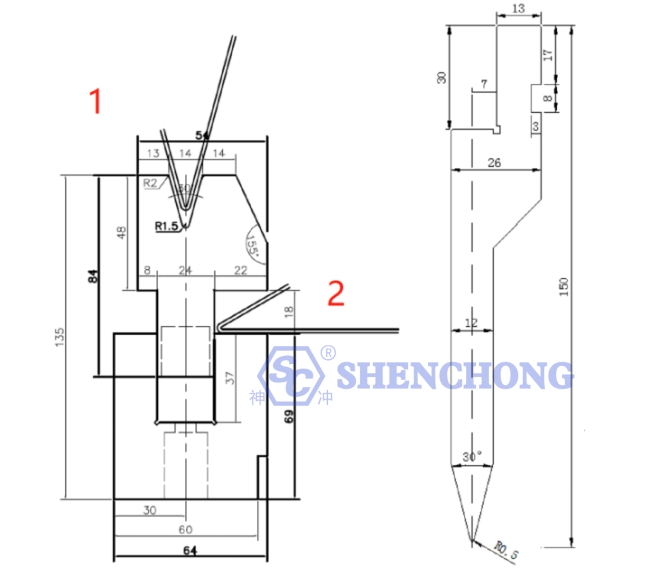
Dụng cụ phanh ép viền được sử dụng để viền các cạnh, thích hợp để khớp với các khuôn nhọn. Đầu tiên, sử dụng khuôn nhọn để uốn phôi đến một góc nhỏ hơn 45 °, sau đó sử dụng khuôn dẹt để ép cạnh chết, chủ yếu dùng để gia cố khung.
5. Dụng cụ phanh ép “Z”
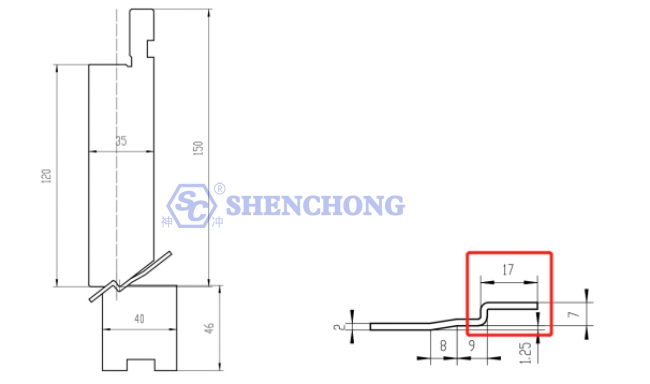
Khuôn “Z” chủ yếu được sử dụng để uốn một lần các phôi gia công hình chữ “Z” cỡ nhỏ, được chia thành loại cố định và loại có thể điều chỉnh được.
6. Khuôn ép phanh
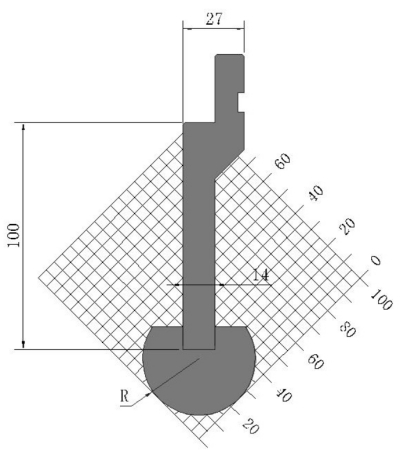
Khuôn định hình (bao gồm khuôn hình vòng cung, khuôn tạo hình một lần khung cửa, khuôn tạo hình chữ U, khuôn cột đèn, v.v.) thường được sử dụng để uốn các sản phẩm phức tạp và bao gồm nhiều góc và kiểu uốn. Do đó, khuôn tạo hình uốn một lần được thiết kế để cải thiện độ chính xác và hiệu quả uốn.
7. Khuôn dưới cùng lõi
Khuôn dưới cùng lõi thường dùng để chỉ khuôn dưới được sử dụng cùng với máy uốn CNC, bao gồm bộ phận giữ khuôn và các khuôn dưới được phân đoạn. Cùng một lõi đề cập đến việc sử dụng bất kỳ rãnh nào chỉ cần thay đổi thành rãnh đã chỉ định mà không cần căn giữa lại vị trí khuôn trên và dưới. Việc thay đổi khuôn rất thuận tiện và độ chính xác gia công cao.
8. Khuôn dưới không thụt
Cấu tạo của khuôn xoay tấm lật không lõm. Trong quá trình ép phôi vào thân khuôn dưới bằng chày trên, do tiếp xúc giữa phôi và mặt phẳng tấm lật quay nên tấm lật quay quay trong thân khuôn dưới, phôi không trượt so với tấm lật quay trong toàn bộ quá trình uốn. Đồng thời, phôi tiếp xúc với tấm lật quay, loại bỏ các vết áp lực và vết xước do lực nén trên bề mặt phôi, cải thiện hiệu quả chất lượng hình thức và độ chính xác của phôi. Ngoài 2 loại kết cấu khuôn không lõm nêu trên có thể giải quyết vết lõm trên bề mặt phôi trong quá trình uốn thì việc sử dụng miếng đệm cao su chống lõm, ống bọc cao su chống lõm khuôn chữ V đơn, keo cao cấp hình khối+ Lớp lót AT, khuôn lõm cao su cứng và các phương pháp khác cũng có thể được sử dụng để giải quyết vết lõm trên bề mặt phôi trong quá trình uốn, đạt được yêu cầu về chất lượng sản phẩm. Tuy nhiên, miếng đệm cao su, ống bọc cao su, khối cao su cao cấp và cao su cứng dễ bị biến dạng và có tuổi thọ ngắn trong quá trình uốn, ảnh hưởng đến độ chính xác về kích thước của phôi uốn cong. Chúng chỉ thích hợp để uốn các phôi có yêu cầu độ chính xác kích thước thấp.
Khuôn dưới không thụt bao gồm khuôn dưới không thụt loại bóng, khuôn dưới không thụt tấm lật và khuôn dưới không thụt dính cao cấp. Mục đích chính của khuôn dưới không lõm là để tránh trầy xước, trầy xước và vết lõm trên bề mặt vật liệu.
Vật liệu dụng cụ phanh ép
Thông thường, dụng cụ phanh ép được làm bằng T8, T10, T10A và 42CrMo, chủ yếu yêu cầu độ bền, độ dẻo dai cao và khả năng chống mài mòn tốt. Thép khuôn gia công nguội được lựa chọn Cr12MoV là loại vật liệu rất tốt. Hiệu suất của nó có thể đáp ứng yêu cầu và hiệu suất quá trình của nó cũng tốt. Giá sẽ cao hơn. 42CrMo là thép tôi và thép hợp kim cường độ cao, có độ bền cao và độ dẻo dai tốt. Nó có thể hoạt động dưới 500 độ
Khi lựa chọn vật liệu làm dụng cụ máy phanh ép, các nhà máy và người sử dụng cần quan tâm đến một số đặc điểm: độ cứng, khả năng chịu nhiệt và khả năng chống mài mòn. Chúng tôi thường chọn thép carbon T8-T12 cho dụng cụ phanh ép, trong đó T10 được sử dụng phổ biến hơn, có độ bền vừa phải và khả năng chống mài mòn tốt. Sau khi xử lý nhiệt, độ cứng cao nhất có thể đạt tới 60HRC trở lên và chi phí sản xuất tương đối thấp. Tuy nhiên, nó có độ cứng và khả năng chịu nhiệt kém (250oC).
Nếu bạn cần vật liệu khuôn tốt hơn, hãy chọn thép kết cấu hợp kim cường độ cao 42CrMo. 42CrMo thuộc loại thép cường độ cực cao, có độ bền và độ dẻo dai cao, đặc tính làm nguội tốt, giới hạn mỏi cao và khả năng chống chịu nhiều tác động sau khi xử lý tôi và tôi. Nó có thể hoạt động dưới 500oC. Độ cứng sau khi xử lý nhiệt khoảng 45-48HRC, phù hợp hơn.
Lựa chọn dụng cụ phanh báo chí
Việc sử dụng các kết hợp dụng cụ phanh ép khác nhau có thể thu được các chiều cao kết hợp khuôn khác nhau để xử lý các bộ phận khác nhau. Khoảng cách giữa các đầu dao của các tổ hợp khuôn khác nhau không được vượt quá một nửa hành trình của chúng trừ đi chiều rộng của rãnh chữ V.
Khi xử lý các bộ phận khác nhau, cần sử dụng các khuôn khác nhau. Việc lựa chọn khuôn không chính xác không chỉ gây khó khăn cho việc xử lý mà còn có thể gây ra phế liệu sản phẩm. Trước khi chọn khuôn cần tìm hiểu các thông số gia công của phanh ép và khuôn để tránh trường hợp chúng không khớp với nhau.
Các thông số của máy công cụ bao gồm: hành trình, khả năng điều áp, chiều cao mở và loại kẹp nhanh.
Các thông số của dụng cụ phanh ép: (loại giá đỡ đục lỗ), trọng tải chịu áp lực (áp suất uốn tối đa).
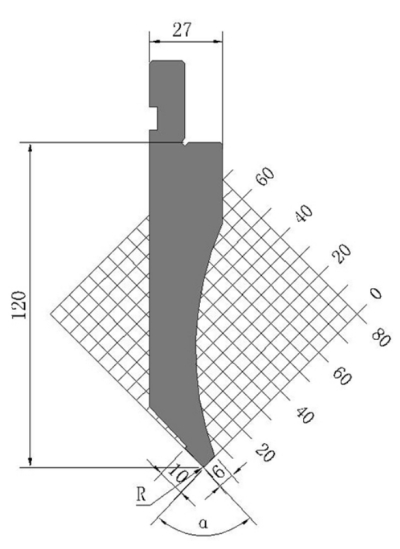
Lựa chọn cú đấm phanh trên
Có ba loại giá đỡ chày trên.
- Góc đột trên phải nhỏ hơn góc gia công. Ví dụ: xử lý 90 độ bằng cách sử dụng cú đấm phía trên 88 độ.
- Việc chọn đầu R phù hợp thường sử dụng R0.6 dưới 3 mm, nhưng nếu có yêu cầu đặc biệt về xử lý, có thể sử dụng các khuôn R khác như R0.2.
- Đảm bảo phạm vi chịu áp của cú đấm trên vượt quá phạm vi xử lý.
- Các hình dạng khác nhau của chày trên được yêu cầu cho các hình dạng uốn khác nhau.
Lựa chọn khuôn dập đáy phanh ép
- Hãy chắc chắn rằng bạn chọn chiều rộng V chính xác cho khuôn dưới.
- Góc giữa rãnh chữ V của khuôn dưới phải phù hợp với góc của khuôn trên, ví dụ khuôn trên 88 độ và khuôn dưới 88 độ
- Đảm bảo phạm vi chịu áp của khuôn dưới vượt quá phạm vi xử lý
- Khuôn dưới bao gồm V đơn và V kép. Trong số hai loại này, còn có các loại khuôn khác nhau để phân đoạn và toàn bộ phân đoạn, phù hợp với các nhu cầu xử lý khác nhau. Nói chung, khuôn chữ V đơn có phạm vi ứng dụng xử lý rộng hơn khuôn chữ V đôi và khuôn phân đoạn có phạm vi ứng dụng rộng hơn so với khuôn toàn bộ phân khúc. Tuy nhiên, trước đây là tương đối đắt tiền.
Lựa chọn hỗ trợ khuôn dưới
Chọn đế khuôn dưới theo khuôn dưới đã chọn và sử dụng các đế khuôn dưới khác nhau cho khuôn dưới chữ V đơn và chữ V kép.
Khi chọn giá đỡ khuôn dưới, điều quan trọng cần lưu ý là có một số độ cao khác nhau của giá đỡ khuôn được sử dụng để phù hợp với các phương pháp xử lý khác nhau.
Giới thiệu phương pháp lắp đặt dụng cụ phanh báo chí

Chọn khuôn ép phanh
Việc lựa chọn khuôn ép phanh phù hợp với nhu cầu công việc là điều kiện tiên quyết khi sử dụng máy phanh uốn. Khi chọn khuôn uốn cần chú ý những điểm sau:
- Xác định phạm vi áp suất cần thiết và độ dày vật liệu làm việc.
- Chọn loại dụng cụ phanh ép dựa trên góc uốn và bán kính uốn được yêu cầu.
Điều chỉnh khuôn
Trước khi lắp đặt dụng cụ phanh báo chí, trước tiên chúng ta cần điều chỉnh nó.
- Điều chỉnh lực kẹp của dụng cụ phanh ép để đảm bảo vừa khít với phôi.
- Điều chỉnh góc uốn và bán kính của khuôn để đáp ứng yêu cầu của phôi.
Lắp đặt khuôn
- Đầu tiên, lắp giá đỡ khuôn dưới phanh ép vào bàn làm việc theo chốt định vị.
- Sau đó lắp khuôn di động vào đế khuôn.
- Cuối cùng, lắp đặt khung ghế của khuôn trên (vị trí của đường cong uốn lý thuyết) và hoàn tất việc lắp đặt khuôn.
Khi lắp đặt khuôn cần thực hiện các biện pháp an toàn:
- Trước khi lắp khuôn, hãy tắt nguồn và đợi máy dừng lại.
- Trong quá trình lắp đặt cần chú ý đến lực đỡ để đảm bảo lắp đặt ổn định.
- Tuân thủ nghiêm ngặt hướng dẫn vận hành để ngăn chặn các tình huống khẩn cấp xảy ra.
Sử dụng khuôn
Sau khi lắp đặt dụng cụ phanh ép, cần phải thực hiện thí nghiệm uốn thử để xác định xem khuôn và máy có ổn định hay không và khuôn có đáp ứng các yêu cầu của phôi hay không.
Tóm lại, việc lắp đặt đúng khuôn máy uốn là chìa khóa để đảm bảo máy hoạt động bình thường. Vì vậy, khi lắp đặt khuôn cần thực hiện nghiêm túc các bước điều chỉnh, lắp đặt để đảm bảo lắp đặt đúng, an toàn vận hành và hiệu quả sản xuất.
Sử dụng dụng cụ phanh báo chí
Có một số loại khuôn uốn, bao gồm hình chữ L, hình chữ R, hình chữ U, hình chữ Z, v.v. Khuôn trên chủ yếu được sử dụng ở các góc khác nhau như 90 °, 88 °, 45 °, 30 °, 20° và 15°. Khuôn dưới có khía đôi và khía đơn với chiều rộng khía khác nhau từ 4-18V, cũng như khuôn dưới R, khuôn dưới góc nhọn và khuôn làm phẳng. Khuôn trên và dưới được chia thành các phân đoạn và tổng thể: các phân đoạn khuôn trên thường là 300mm, 200mm, 100mm, 100mm, 50mm, 40mm, 20 mm, 15mm, 10 mm và toàn bộ khuôn là 835mm. Khuôn dưới thường được chia thành 400mm, 200mm, 100mm, 50mm, 40mm, 20 mm, 15mm và 10 mm, với kích thước tổng thể là 835mm.
- Dụng cụ phanh ép được làm bằng thép chất lượng cao thông qua xử lý nhiệt đặc biệt, có đặc tính độ cứng cao, chống mài mòn thấp và chịu áp suất cao. Tuy nhiên, mỗi bộ khuôn đều có khả năng chịu áp lực tối đa: tấn/mét. Vì vậy, khi sử dụng khuôn, điều quan trọng là phải chọn chính xác chiều dài của khuôn, tức là phải thêm bao nhiêu áp suất trên mỗi mét và không bao giờ vượt quá áp suất ghi trên khuôn. Điều này rất quan trọng và chúng tôi hy vọng mọi người sẽ ghi nhớ nó.
- Để tránh làm hỏng dụng cụ phanh báo chí, chúng tôi đã quy định rằng khi căn chỉnh gốc phải sử dụng chày trên và khuôn dưới có chiều dài từ 300mm trở lên. Chỉ sau khi căn chỉnh gốc thì mới có thể sử dụng cùng chiều cao của khuôn trên và khuôn dưới. Nghiêm cấm sử dụng khuôn chia để căn chỉnh gốc và áp suất gốc phải căn cứ vào áp suất gốc của máy uốn. Nó không thể vượt quá 7 tấn cho 80T, 10 tấn cho 100T và 15 tấn cho 200T.
- Khi sử dụng khuôn phanh ép, do chiều cao của các khuôn khác nhau nên chỉ có thể sử dụng các khuôn có cùng chiều cao trên một máy và không thể sử dụng các khuôn có chiều cao khác nhau.
- Khi sử dụng khuôn, nên chọn khuôn trên và dưới thích hợp dựa trên độ cứng, độ dày và chiều dài của vật liệu uốn của tấm kim loại. Khi vật liệu cứng hơn và dày hơn, nên sử dụng rãnh rộng hơn cho khuôn dưới.
- Khi uốn các góc nhọn hoặc nghiền các góc nên chọn góc 30 độ, các góc nhọn uốn cong trước rồi mới dập các cạnh. Khi uốn góc R nên chọn cả khuôn trên và khuôn dưới.
- Khi uốn phôi dài hơn, tốt nhất không nên sử dụng khuôn phân đoạn để giảm độ lõm của dụng cụ.
- Khi chọn khuôn trên, chúng ta nên hiểu các thông số của tất cả các khuôn và quyết định sử dụng khuôn trên nào dựa trên hình dạng của sản phẩm sẽ được tạo hình.
- Sau khi máy đã căn chỉnh gốc, khuôn trên và dưới phải khóa lại để tránh rơi ra gây thương tích cho người hoặc khuôn. Trong quá trình vận hành, hãy cẩn thận không tạo quá nhiều áp lực cùng một lúc và chú ý đến những thay đổi của dữ liệu hiển thị trên màn hình.
- Sau khi sử dụng dụng cụ phanh ép, cần nhanh chóng đặt lại dụng cụ phanh khuôn và đặt theo nhãn. Bụi trên khuôn phải thường xuyên được làm sạch và phủ một lớp dầu chống gỉ để tránh rỉ sét và làm giảm độ chính xác của khuôn.
Phần kết luận
Trong những năm gần đây, ngành công nghiệp sản xuất của Trung Quốc đã phát triển nhanh chóng, đồng nghĩa với việc thị trường này sẽ là một thị trường khổng lồ cho ngành công cụ máy ép CNC ở Trung Quốc. Trong bối cảnh này, mức chi phí sản xuất thấp ở Trung Quốc cũng là một thực tế được công nhận. Theo dữ liệu, chênh lệch giá giữa dụng cụ phanh báo chí ở Trung Quốc và các nước phát triển ở Châu Âu và Châu Mỹ là khoảng 3-5 lần. Khách hàng có thể mua khuôn dập trên và khuôn dưới rẻ hơn từ Trung Quốc.




