Hiện nay, công nghệ xử lý thông minh và linh hoạt đã trở thành mục tiêu theo đuổi và khát vọng của các nhà sản xuất gia công kim loại tấm cao cấp. Vì vậy, các thiết bị chấn bằng robot đã xuất hiện trong môi trường thị trường này.
Mục lục
Phân tích hiện trạng công nghệ uốn kim loại tấm
Trong ngành kim loại tấm, hầu hết các công ty hiện đang tham gia vào các quy trình uốn truyền thống. Trong quá trình sản xuất, do tính đa dạng, quy cách, số lượng sản phẩm nhỏ nên nhiều phanh ép thủy lực máy móc và vẫn cần một số lượng lớn thợ uốn kim loại tấm có tay nghề và kinh nghiệm để hoàn thành việc uốn phôi.
Tuy nhiên, trong thực tế công việc còn tồn tại những vấn đề sau:
- Thứ nhất, do người vận hành làm việc trong thời gian dài nên độ bền không được duy trì dẫn đến vị trí cao thấp của phôi được đặt mỗi lần không nhất quán.
- Thứ hai, người vận hành không duy trì được độ ổn định như robot nên kích thước và độ chính xác uốn của phôi uốn không thể đảm bảo do tác động thủ công, dẫn đến chất lượng thành phẩm kém.
- Thứ ba, khi đối mặt với phôi lớn, thường cần 3-4 người vận hành để hoàn thành việc xử lý và vận hành, khó tuyển dụng nhân công và chi phí cao là những khó khăn mà doanh nghiệp gặp phải.
- Thứ tư, không an toàn cho người vận hành khi thực hiện theo quy trình chấn truyền thống. Có những mối nguy hiểm đáng kể về an toàn khi nâng phôi, điều này có thể dễ dàng dẫn đến tai nạn lao động.
Ngày nay, mặc dù việc chế tạo và độ chính xác của máy ép phanh đã được cải thiện rất nhiều so với trước đây nhưng vẫn còn một khoảng cách đáng kể giữa yêu cầu hiện tại và sản xuất thông minh.
Về mặt sản xuất thông minh, tùy chỉnh cá nhân hóa, mở rộng theo định hướng dịch vụ và cộng tác nối mạng, vẫn cần có sự đổi mới và phát triển chung trong lĩnh vực phụ là sản xuất thiết bị kim loại tấm và phía nhu cầu. Sự đổi mới và thúc đẩy ứng dụng này là một cải tiến khác và giải phóng năng suất.
Các vấn đề cần được giải quyết trong ngành công nghiệp uốn kim loại tấm truyền thống
Công nghệ uốn truyền thống trong ngành kim loại tấm cần giải quyết các vấn đề sau:
- Quá trình uốn truyền thống không có khả năng đạt được sự đa dạng, mẻ nhỏ và chuyển đổi nhanh.
- Việc uốn phôi có độ chính xác cao trong ngành kim loại tấm có độ chính xác thấp và chất lượng không ổn định.
- Người vận hành máy uốn kim loại tấm rất khan hiếm và cường độ lao động của công nhân cao.
- Chi phí nhân sự, mối nguy hiểm về an toàn, bố trí quy trình, quản lý và vận hành.
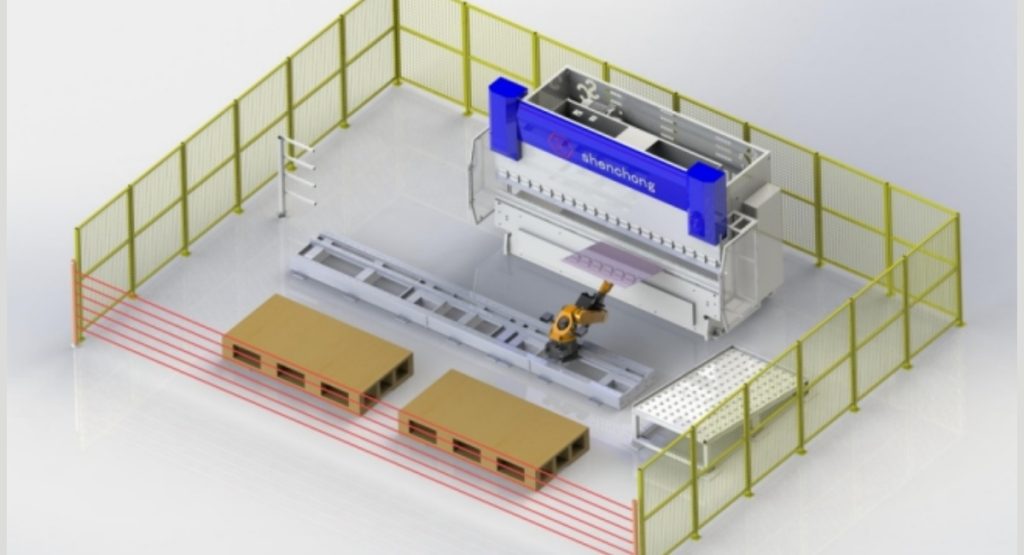
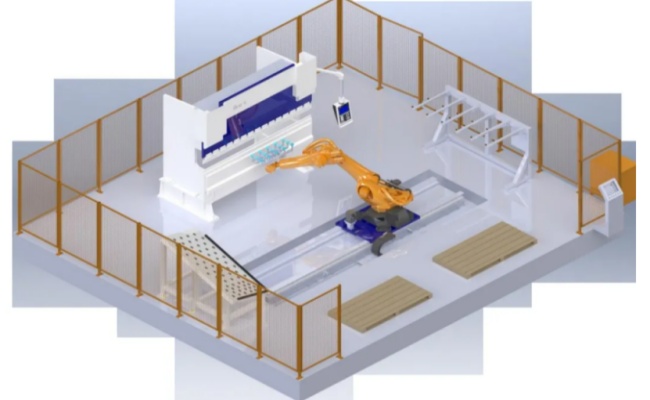
Các vấn đề trên có thể được giải quyết bằng cách lựa chọn các bộ phận uốn robot thông minh, bao gồm: CNC nhấn phanh máy móc, Robot 6 trục và ray dẫn hướng 7 trục, trạm cấp liệu, thiết bị tách tấm từ, bàn làm việc định vị căn chỉnh trước, cơ cấu lật tấm, kẹp nạp, xếp thành phẩm, thư viện khuôn, phần mềm lập trình ngoại tuyến, phần mềm lập trình tham số, chấn phát triển thứ cấp phần mềm và các dịch vụ mở rộng.
Thành phần của các đơn vị uốn Robot
Phanh ép thủy lực CNC với robot làm thành phần thực hiện cốt lõi là tổ hợp thiết bị tự động hóa cao, có ưu điểm là hiệu suất cao, chất lượng cao và tính linh hoạt cao.
Trong các bộ phận máy uốn linh hoạt, việc lựa chọn kết hợp các bộ phận thích hợp có thể hỗ trợ tốt hơn cho hiệu quả uốn và tính linh hoạt. Độ chính xác uốn phụ thuộc vào độ chính xác của chính máy phanh chấn, độ chính xác định vị của robot uốn và sự phối hợp điều khiển giữa robot và máy phanh chấn.
Khó khăn của điều khiển cộng tác nằm ở việc khớp tốc độ giữa robot và máy chấn, cũng như quỹ đạo chạy của robot đỡ phôi. Hiệu quả theo dõi kém sẽ ảnh hưởng nghiêm trọng đến kết quả tạo góc uốn và độ phẳng của bề mặt tấm, từ đó ảnh hưởng đến chất lượng của thành phẩm.
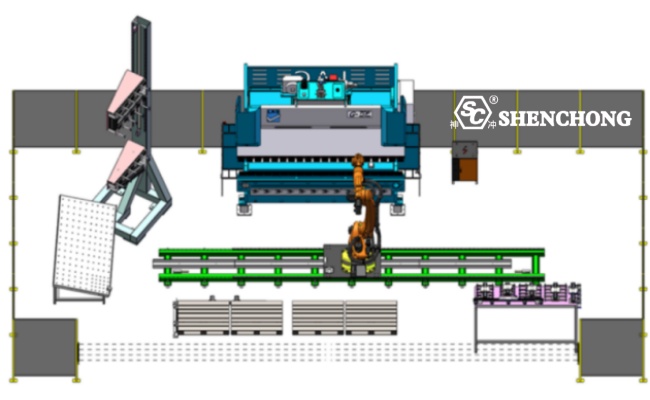
Như hình bên dưới, bộ phận xử lý uốn tiêu chuẩn bao gồm robot và phanh ép thủy lực CNC làm lõi, với bộ kẹp, bàn tải, bàn dỡ hàng, bàn làm việc định vị, khung lật, thiết bị thay đổi bộ kẹp và các cảm biến phát hiện khác nhau làm phụ trợ. các thành phần.
Các bộ phận chính của phanh ép robot
Tay nắm là những “bàn tay” được robot sử dụng để thay thế lao động thủ công và nhặt và đặt phôi. Bộ kẹp của robot uốn thường bao gồm nhiều giác hút được lắp đặt trên khung kim loại.
Các sàn bốc dỡ thường sử dụng pallet xếp chồng lên nhau, ngoài ra còn có những đơn vị sử dụng băng tải hoặc con lăn để vận chuyển nguyên liệu và thành phẩm. Ván gốc dầu dễ bị bám dính, có thể khiến nhiều tấm ván bị nhấc lên cùng một lúc. Có thể lắp đặt nhiều thiết bị phân tách khác nhau (chẳng hạn như thiết bị phân tách từ tính) và cảm biến phát hiện bên cạnh bàn cấp liệu để đảm bảo rằng các bảng được lấy là các tờ đơn.
Bàn làm việc định vị là một bệ nghiêng có cạnh chặn, với các quả bóng hơi nhô lên được phân bổ trên mặt bàn. Robot chuyển tấm thép lên bàn định vị, tấm thép trượt tự do ra mép do trọng lực. Do vị trí và cạnh của bàn định vị cố định nên khi robot nắm lại tấm ván, vị trí của tấm ván và kẹp được cố định tương đối chính xác, mang lại sự tham khảo cho bước chấn tiếp theo.
Khung lật là khung cố định cho thiết bị kẹp. Khi robot cần lấy phôi từ vị trí khác, nó có thể đặt phôi lên khung lật để cố định, sau đó robot có thể lấy lại phôi ở vị trí mới. Trong một số trường hợp đặc biệt, khuôn máy uốn cũng có thể được sử dụng để kẹp phôi và thay đổi vị trí kẹp.
Quy trình làm việc của bộ phận xử lý uốn robot
Công việc của bộ phận xử lý uốn chủ yếu được chia thành sáu quy trình: tải, chọn, định tâm, lật, uốn và xếp chồng.
- Đang tải: Đặt thủ công toàn bộ chồng đĩa cần xử lý trên bệ tải và lắp đặt công tắc phát hiện tấm trên bệ tải để ngăn robot lấy khay sau khi tất cả các tấm được xử lý.
- Gắp: Robot chạy đến vị trí bàn ăn và phát hiện chiều cao của ván thông qua cảm biến siêu âm được lắp trên kẹp gắp. Dựa trên dữ liệu phát hiện, nó sẽ tự động chạy đến vị trí thích hợp để lấy bảng. Sau khi lấy bảng, độ dày của bảng được đo thông qua thiết bị đo độ dày để tránh xử lý lỗi do lấy nhiều tấm bảng cùng một lúc. Sau khi vượt qua phép đo độ dày, nó đã sẵn sàng để căn chỉnh.
- Định tâm: Robot chạy đến vị trí bàn định vị, đặt tấm kim loại lên bàn định vị để định vị chính xác, sau khi định vị xong sẽ lấy lại tấm kim loại và chuẩn bị uốn.

- Lật: Xác định xem có nên sử dụng khung lật dựa trên yêu cầu của quy trình hay không. Nếu cần, hãy cho robot chạy đến vị trí khung lật, đặt tấm kim loại lên khung lật, thả tấm kim loại ra và tránh nó. Sau khi lật xong, lấy tấm kim loại.
- Uốn: Robot chạy đến vị trí của máy uốn, làm phẳng tấm kim loại lên khuôn dưới của máy uốn và định vị chính xác thông qua cảm biến ngón tay phía sau của máy uốn. Sau khi định vị xong, robot sẽ gửi tín hiệu uốn đến phanh ép CNC và phối hợp với máy uốn để hoàn thành thao tác uốn nhằm xác định xem có cần uốn lại hay không và quyết định có tiếp tục uốn hay không. Uốn là một mắt xích quan trọng, và khó khăn về mặt kỹ thuật của uốn nằm ở hành động phối hợp giữa robot và máy uốn, tức là uốn theo sau. Khi robot kẹp hoặc hỗ trợ uốn tấm kim loại, tấm kim loại sẽ biến dạng và robot cần di chuyển theo tấm kim loại theo chuyển động vòng cung tròn theo thuật toán quỹ đạo cụ thể và luôn duy trì vị trí tương đối cố định với tấm kim loại. .
- Xếp chồng: Khi robot chạy đến vị trí của bàn dỡ hàng, có nhiều hành động quy trình xếp chồng khác nhau do sự khác biệt trong hình thành phôi, chẳng hạn như xếp chồng ma trận thông thường, xếp chồng chéo một lớp và hai lớp, xếp chồng lồng vào nhau thuận và ngược.
Đặc tính kỹ thuật của bộ phận uốn robot
Thiết kế và phát triển
Việc nghiên cứu và phát triển thiết kế chấn robot tập trung vào nhu cầu cá nhân hóa và khả năng tùy chỉnh của người dùng, với nhu cầu và mục tiêu của khách hàng là ưu tiên hàng đầu. Các nhà sản xuất robot uốn phải đạt được những điều sau trước khi chỉ định giải pháp robot chấn:
- Tiến hành trao đổi kỹ thuật chi tiết với khách hàng trong việc phát triển từng giải pháp kỹ thuật
- Thực hiện phân tích mô phỏng máy tính trên bản vẽ gia công phôi do khách hàng cung cấp
- Tiến hành thử nghiệm mẫu tại chỗ trên các phôi gia công điển hình của khách hàng
- Phân loại và phân tích phôi gia công của khách hàng và xử lý dữ liệu.
Sau khi xác nhận hoàn thành công việc thủ tục trên, kế hoạch kỹ thuật sẽ được xây dựng. Sau khi phương án kỹ thuật và bản vẽ phương án được khách hàng phê duyệt, thiết kế toàn diện sẽ được thực hiện.
Bộ phận uốn robot SC áp dụng thiết kế 3D tiên tiến về vật liệu, cấu trúc, cảm biến, bù thời gian thực, theo dõi, đo góc laser, thay đổi khuôn tự động, thay đổi kẹp tự động, phần mềm và điều khiển, lập trình tham số, lập trình ngoại tuyến, quản lý sản xuất phần mềm và công nghệ điều khiển xe buýt, tất cả đều áp dụng và sử dụng phần mềm và phần cứng thương hiệu hạng nhất quốc tế. Về thiết kế thân máy uốn, phần mềm và phương pháp thiết kế tiên tiến nhất thế giới đã được sử dụng để phân tích cơ học kết cấu. Với nhiều năm kinh nghiệm thiết kế và hiểu biết về đặc điểm cấu trúc của khung máy uốn, việc phân tích phần tử hữu hạn được thực hiện trên từng điểm lực để đạt được phân tích cơ học của vai bên, dầm ngang trên, dầm ngang dưới và dầm ngang dưới của máy uốn, một cách đầy đủ đảm bảo tính hợp lý, độ tin cậy và tính ổn định của thiết kế máy công cụ.
Thiết kế của bộ phận chấn robot nhằm mục đích đạt được các khái niệm sản phẩm thông minh sử dụng các công nghệ mới nhất (phần mềm, phần cứng) để trao đổi dữ liệu, bù và theo dõi chấn theo thời gian thực trong quá trình sản xuất. Các vấn đề chính đã được giải quyết và kết quả đạt được là:
(1) Giải quyết các khó khăn trong quy trình sản xuất kim loại tấm tùy chỉnh và giải quyết vấn đề sản xuất chuyển đổi nhanh của nhiều sản phẩm, lô nhỏ (5-10 chiếc) và nhiều bộ phận đa dạng trong ngành thang máy.
(2) Giải quyết các vấn đề về chất lượng sản phẩm không ổn định, độ chính xác của các bộ phận thấp và tính nhất quán của sản phẩm kém.
(3) Giải quyết vấn đề hiệu quả sản xuất thấp, bố trí và lộ trình sản xuất không hợp lý.
(4) Giải quyết các vấn đề khó tuyển dụng, chi phí nhân công cao và cường độ lao động cao khi uốn thủ công.
(5) Cải thiện độ chính xác và tự động hóa chấn, nâng cao khả năng sản xuất thông minh của doanh nghiệp và nâng cao hiệu ứng hình ảnh khi khách hàng ghé thăm.
Công nghệ theo dõi uốn
Trong quá trình uốn, bộ phận chấn robot SC có thể tự động theo dõi và điều chỉnh phôi có kích thước và độ dày tấm khác nhau tùy theo tốc độ chạy của thanh trượt máy phanh uốn. Công nghệ này được triển khai bởi gói phần mềm ứng dụng robot uốn chuyên dụng SC SHENCHONG.
Công nghệ đo góc laser
Hệ thống đo góc AMS sử dụng hệ thống đo trực tuyến góc laser vòng kín. Trong quá trình uốn tự động của robot, chương trình ứng dụng tự động của AMS và hệ thống đo góc tự động với thiết bị đo góc laser tích hợp hoạt động cùng với hệ thống SHENCHONG để đảm bảo độ chính xác của góc uốn. Đặc điểm chính của nó là:
(1) Phát hiện góc uốn của phôi sau khi bật lại qua tia laser trực tuyến.
(2) Hệ thống phát hiện lực tự động tính toán lượng phục hồi uốn.
(3) Độ sâu của bộ phận có thể được điều chỉnh tự động theo chiều rộng của khuôn dưới.
(4) Thông qua hệ thống đo trực tuyến góc laser vòng kín, hiệu suất uốn được đảm bảo đạt trên 99,5%.
Thay đổi kẹp gắp và nhấn phanh bằng robot tự động (ATC)
Bộ gắp Robot tự động (ATC) và dụng cụ ép phanh thay đổi khuôn là một phương pháp vận hành hoàn toàn thông minh và tự động trong lĩnh vực kim loại tấm, bao gồm phần mềm thay khuôn tự động, robot và thư viện khuôn. Khi được trang bị hệ thống thay khuôn tự động, trung tâm chấn chính xác có thể uốn tự động và ngẫu nhiên các lô sản phẩm nhỏ khác nhau. Bằng cách sử dụng chức năng thay thế khuôn tự động, khuôn trong máy uốn không còn là yếu tố hạn chế và có thể được xử lý bởi nhân viên không người lái trong toàn bộ quá trình. Bộ gắp của thiết bị cơ khí tự động của robot có thể thay khuôn rất nhanh và có thể uốn các mẻ linh kiện tiếp theo bất cứ lúc nào.
Phần mềm thay đổi dụng cụ phanh tự động
Các đặc điểm chính của phần mềm thay khuôn tự động là:
(1) Thông qua giao diện đồ họa của tệp đính kèm, người dùng có thể thấy ngay trạng thái hiện tại của toàn bộ hệ thống. Bên phải giao diện có hình ảnh thể hiện trạng thái của các khuôn, phân chia vị trí hiện tại của các khuôn này.
(2) Toàn bộ giao diện bao gồm khu vực đột dập phía trên, khu vực khuôn uốn phía dưới và thư viện khuôn. Việc hiển thị khuôn tuân theo kích thước của khuôn và vị trí của trạm làm việc được kẹp.
(3) Phân biệt khuôn trên và khuôn dưới bằng các màu khác nhau. Ở góc trên bên trái của giao diện có mô tả chi tiết về khuôn được lắp đặt trên máy uốn. Hai phần: một là giải thích khuôn trên, hai là giải thích khuôn dưới, mô tả khuôn được kẹp thông qua mã nhận dạng và các vị trí hiện có.
Công nghệ uốn tuần tự CNC
Công nghệ uốn tuần tự CNC là hệ thống điều khiển uốn có độ chính xác cao phù hợp để gia công phôi có yêu cầu về hình dạng và dung sai vị trí. Thiết bị này bao gồm một bộ gồm hai bộ hệ điều hành thiết bị đẩy phía trước CNC có đường ray. Sự dịch chuyển được truyền và phản hồi lại bằng các cảm biến và toàn bộ hoạt động được điều khiển bởi hệ thống CNC. Trục điều khiển bao gồm X3\X4 và Z3\Z4. Bằng cách định cấu hình thiết bị đẩy phía trước CNC dịch chuyển và nút chặn phía sau để uốn, ngay cả khi kích thước phôi đạt ± 1mm, nó có thể dễ dàng đảm bảo rằng các kích thước chính nằm trong phạm vi sai số có thể kiểm soát được, cải thiện độ chính xác và hiệu quả của phôi.
Phần mềm và điều khiển
Trong các bộ phận robot uốn, chúng tôi áp dụng phần mềm lập trình tham số, phần mềm lập trình ngoại tuyến và phần mềm quản lý sản xuất. Đồng thời, chúng tôi đã phát triển khả năng theo dõi uốn thứ cấp, thay đổi khuôn tự động, thay đổi bộ kẹp tự động, xếp chồng linh hoạt, bù thời gian thực, tìm kiếm cạnh tấm, công nghệ lật linh hoạt và công nghệ điều khiển xe buýt. Nó có thể đáp ứng rất nhiều nhu cầu kỹ thuật và phần mềm của nhiều khách hàng khác nhau về uốn kim loại tấm.
Các vấn đề và giải pháp uốn bằng robot
Khi chúng tôi sử dụng phanh ép robot Đối với việc uốn kim loại tấm, chúng ta có thể gặp phải một số vấn đề nhỏ mà chưa biết cách giải quyết hoặc tránh. Dưới đây SC SHENCHONG đã tổng hợp 5 vấn đề mà robot dễ mắc phải và đưa ra các giải pháp tương ứng.
Sau khi làm phẳng cạnh dài, có sự nâng lên.
Phân tích nguyên nhân: Do cạnh dài hơn cần được làm phẳng nên không bị ép chặt trong quá trình làm phẳng, dẫn đến phần cuối bị dẹt và sau đó bị cong vênh. Tình trạng này liên quan chặt chẽ đến vị trí dẹt nên khi làm phẳng điều quan trọng là phải chú ý đến vị trí dẹt.
- Trước khi uốn, hãy uốn góc trước rồi làm phẳng.
- Làm phẳng từng bước: Đầu tiên hãy nhấn vào phần cuối để uốn cong phần dẹt xuống dưới. Làm phẳng phần đế.
Khi thay đổi dụng cụ phanh ép, kích thước gia công sẽ thay đổi.
Phân tích nguyên nhân: Do lực ép về phía trước lên phôi trong quá trình gia công, phôi di chuyển về phía trước dẫn đến tăng góc nghiêng nhỏ kích thước L ở phía trước.
Giải pháp:
- Cắt bỏ những vùng bóng mờ trong hình. Thông thường, chúng tôi trang điểm càng nhiều càng có sự khác biệt.
- Nghiền nát tất cả các bộ phận tự định vị của khuôn dễ dàng và sử dụng thước đo cố định để định vị.
Tổng kích thước của vật liệu cắt (đề cập đến việc mở ra) quá nhỏ hoặc quá lớn, không khớp với bề mặt tròn.
Phân tích nguyên nhân:
- Lỗi triển khai kỹ thuật.
- Kích thước cắt không chính xác.
Giải pháp:
Dựa vào hướng sai lệch, tổng độ lệch hướng lên trên và số lượng dụng cụ chấn, tính toán phân bổ cho mỗi lần uốn. Nếu dung sai phân bổ được tính toán nằm trong phạm vi dung sai thì phôi được chấp nhận.
Nếu kích thước quá lớn, có thể sử dụng rãnh chữ V nhỏ để gia công.
Nếu kích thước quá nhỏ, có thể sử dụng rãnh chữ V lớn để xử lý.
Sau khi Robot uốn tạo lỗ và gắn vào mộng và mộng, nó sẽ giãn nở hoặc nứt, hoặc mộng và mộng không khít chặt, dẫn đến biến dạng.
Phân tích nguyên nhân:
- Nguyên nhân lỗ mộng không khít là do độ giãn nở của lỗ không đủ.
- Biến dạng là do lỗ bị lệch hoặc phương pháp mộng và mộng không đúng.
Giải pháp:
- Chọn chày có góc R lớn và chú ý đến các gờ xung quanh lỗ khi kéo và lật.
- Tăng áp lực lên lỗ xà lách, làm sâu hơn và thay vào đó hãy sử dụng chày góc R lớn.
- Thay đổi phương pháp nối lỗ mộng và nguyên nhân dẫn đến sai lệch lỗ.
Phần kết luận
Với sự cải tiến chung của ngành cơ khí, ngành sản xuất kim loại tấm sẽ có yêu cầu cao hơn về thiết bị sản xuất. Cuối cùng, những thiết bị có thể giúp người dùng giải quyết vấn đề sẽ được người dùng ưa chuộng. Bộ phận uốn robot SC có phương pháp sản xuất phù hợp với khách hàng, sự kết hợp tốt nhất giữa phần cứng và phần mềm, phù hợp với khách hàng có nhiều chủng loại, lô nhỏ, chuyển mạch nhanh và không cần sản xuất thử sản phẩm đầu tiên.




