
Một trong những nhấn phanh ứng dụng là uốn tất cả các loại cột, do đó các nhà máy sản xuất phanh ép thường nhận được yêu cầu của khách hàng để sản xuất phanh ép cho cột đèn đường và cột cột cao uốn cong. Dây chuyền sản xuất cột đèn bán tự động được thiết kế đặc biệt để sản xuất cột và dưới đây là một trong những trường hợp dây chuyền sản xuất cột đèn bán tự động SC SHENCHONG cung cấp cho khách hàng của chúng tôi.
Thông tin cực của khách hàng
Khách hàng này có hai loại cột muốn sản xuất: một là cột đa giác và một là cột hình nón.
Cột đa giác (Chất liệu: S235) | số lần đột quỵ tối đa | 16 |
|
kích thước tối đa |
|
|
|
| độ dày | 6 | mm |
| chiều dài | 12000 | mm |
| đường kính (một mảnh) (tối thiểu) | 160 | mm |
| đường kính (một mảnh) (tối đa) | 500 | mm |
Cột nón (Chất liệu:S235) |
|
|
|
kích thước tối đa |
|
|
|
| độ dày | 4 | mm |
| chiều dài | 12000 | mm |
| đường kính (một mảnh) (tối thiểu) | 60 | mm |
| đường kính (một mảnh) (tối đa) | 210 | mm |
| hình nón/giảm hình nón theo chiều dài |
|
|
|
|
|
|
kích thước tối thiểu |
|
|
|
| độ dày | 4 | mm |
| chiều dài | 6000 | mm |
| đường kính (một mảnh) (tối thiểu) | 60 | mm |
| đường kính (một mảnh) (tối đa) | 135 | mm |
| hình nón/giảm hình nón theo chiều dài |
|
Quy trình công nghệ sản xuất cột đèn
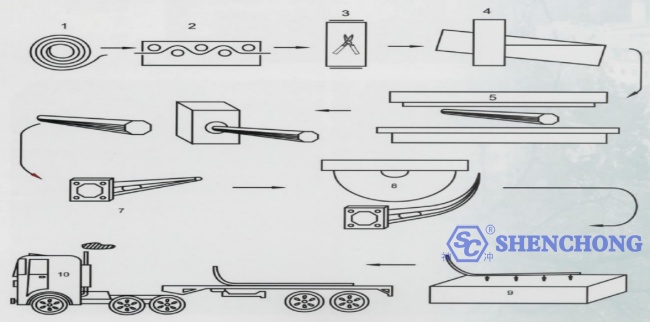
Quy trình sản xuất dây chuyền sản xuất cột đèn bán tự động
- Tháo cuộn
- San lấp mặt bằng tấm
- Cắt tấm
- Máy cắt xiên tấm
- Cân bằng tấm tấm rạch một lần nữa để giảm căng thẳng.
- Xếp chồng các tấm cắt dọc trên thiết bị dỡ hàng (quá trình từ tháo cuộn đến xếp tấm là tự động).
- Dùng cần cẩu để vận chuyển các tấm xếp chồng lên nhau về máy ép.
- Hệ thống tải giàn dầm đôi để tải tấm vào thiết bị cấp liệu phía trước phanh ép.
- Cột đèn uốn
- Máy hàn nối cực (cực dỡ phanh ép song song kết nối với máy hàn).
Thiết bị sản xuất chính
- Trang trí – san lấp – cắt đường
- Máy tách
- Hệ thống tải giàn dầm đôi
- Phanh ép song song
- Máy hàn và nối cực
Cắt CNC theo chiều dài cho cột đèn
Model: CTLA6x1600
Loại tự động, Với máy san phẳng loại bốn lớp + cắt + rạch 3 lưỡi + bộ phận rạch côn.

Đặc trưng
- Nguyên liệu thô là thép cuộn, đầu ra là tấm hình thang cân phù hợp với kích thước cột đèn đường
- Tháo cuộn, san phẳng, cắt chiều dài, loại bỏ cạnh, cắt xiên, dỡ và xếp chồng trong một dây chuyền sản xuất. Nó là một cỗ máy và một quá trình. Sau khi cắt tấm cắt ngang, không cần phải lái cần cẩu để bốc dỡ mà trực tiếp bước vào quá trình cắt xiên. Giảm số lượng người vận hành, lao động và cải thiện tốc độ sản xuất.
- Loại hoàn toàn tự động, điều khiển chiều dài tấm CNC, điều khiển số lượng tấm CNC, cắt xiên tự động, tự động dỡ hàng và hệ thống xếp chồng tự động.
- Tốc độ sản xuất cực kỳ nhanh, bởi vì tốc độ nhanh hơn nhiều so với quá trình tiếp theo. Nói chung, sau khi quá trình này hoàn thành, người vận hành có thể làm việc trong các quy trình khác, giúp tiết kiệm đáng kể thời gian làm việc và giảm chi phí sản xuất.
- Người vận hành phải được thư giãn và giảm thiểu tiếp xúc với tấm thép, đảm bảo an toàn cho nhân viên.
- Máy cắt có chức năng xoay tổng thể, có thể xoay một góc nhất định so với đường tâm, sao cho tấm cắt có dạng hình bình hành, thuận tiện cho máy cắt xiên thu được tấm hình thang cân sau khi cắt xiên, tức là thích hợp cho việc sản xuất cột đèn. Không cần quá trình cắt tỉa để giảm lãng phí kim loại tấm.
- Thiết bị cắt ba cạnh lưỡi, có thể loại bỏ cạnh thừa và cắt nửa giữa cùng lúc khi chiều rộng của tấm có thể được sử dụng làm bốn cực.
- Sau khi cắt xiên, các tấm cùng hướng được xếp chồng lên nhau mà không cần phân loại. Nhiều tấm (chẳng hạn như 30 tấm) có thể được nâng trực tiếp lên máy uốn, an toàn và tiết kiệm thời gian.
- Bộ phận cân bằng tùy chọn sau khi rạch côn, có thể loại bỏ ứng suất do cắt côn và tạo ra các cột đèn chất lượng cao.
Thông số kỹ thuật và thiết bị sáng tác
Thông số kỹ thuật
- Độ dày của vật liệu: thép nhẹ cán nóng Tối đa: 6 mm, Tối thiểu: 2 mm đối với Q235, Q345, cường độ năng suất: 235Mpa, 345Mpa
- Chiều rộng tối đa của tấm thép: 1600mm
- Trọng lượng cuộn thép: Max 30 tấn
- Đường kính trong của thép cuộn: Φ508mm- Φ760mm
- Tốc độ san lấp mặt bằng: 5- 15m/phút
- Số lượng con lăn san lấp mặt bằng: 13, con lăn lên 6, con lăn đáy 7
- Đường kính con lăn san lấp mặt bằng: 132mm
- Khoảng cách con lăn san lấp mặt bằng: 143mm
- Vật liệu con lăn san lấp mặt bằng: GCr15
- Độ cứng của con lăn san lấp mặt bằng: HRC55-58
- Thiết bị hỗ trợ con lăn: con lăn lên xuống mỗi con 3 chiếc
- Đường kính con lăn hỗ trợ: 140mm
- Phạm vi chiều dài cho tỷ lệ: 2000 ~ 12000mm theo yêu cầu
- Dung sai chiều dài cắt: nhỏ hơn ±2mm (dựa trên tấm dài 8m)
- Công suất động cơ san lấp mặt bằng chính: 37kw, 960RPM
- Công suất máy cắt: 6mmx2500mm
- Góc quay của máy cắt: 1,5 độ.
- Tốc độ rạch hai cạnh và côn: 15 m/phút.
- Công suất động cơ chính để rạch: 5,5kw
- Tốc độ di chuyển của Dolly: 15m/phút. có thể điều chỉnh
- Chất liệu lưỡi cắt: H13k
- Đường kính lưỡi cắt: 280mm
- cắt côn Đường kính cuộn kẹp: 280mm
- Chiều rộng bên trong của bộ phận rạch cạnh: 1550mm
- Chiều rộng bên trong của bộ phận rạch côn: 1800mm
- diện tích chiều rộng cho máy: khoảng 7200mm
Chi tiết của thiết bị
- Xe dolly cuộn thép cuộn
- Bộ trang trí ô dù hai đầu thủy lực
- Thiết bị ép và dẫn hướng thủy lực, thiết bị đầu xẻng thủy lực, thiết bị kẹp
- Bàn làm việc lăn giữa
- Thiết bị dẫn hướng
- Đơn vị san lấp mặt bằng: (loại bốn lớp)
- Kiểu quayMáy cắt
- Bàn hỗ trợ chiều dài cột + xe đẩy, với thiết bị tự động hóa:
- Thiết bị nâng tấm.
- Bộ phận rạch cạnh ba lưỡi.
- Bàn đỡ chiều dài cột + xe đẩy có thiết bị tự động hóa
- Thiết bị nâng tấm.
- Bộ phận rạch côn
- Bàn hỗ trợ loại bóng để dỡ hàng
- Hệ thống tự động dỡ và xếp tấm côn
- Hệ thống điện
- Hệ thống thủy lực
- Hệ thống khí nén
Mục tùy chọn
Tùy chọn 1: Bộ phận san lấp mặt bằng sau khi rạch côn,
Cách 2: Hệ thống mảng offline
Tùy chọn 3: Chức năng chẩn đoán từ xa.
Phương án 4 Phụ tùng thay thế
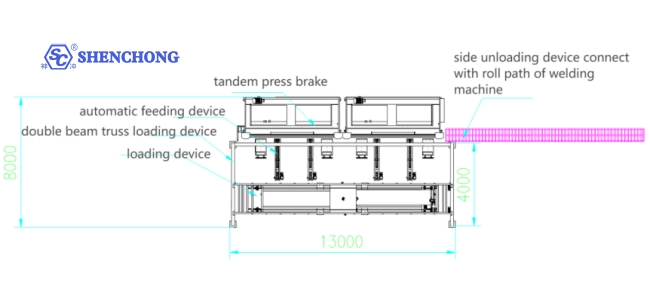
Hệ thống tải giàn dầm đôi
Sau khi rạch và san phẳng, dùng cần trục nâng thủ công một chồng ván đã cắt lên trạm giàn phía trước máy uốn.
Quy trình làm việc:
Cốc hút chân không của hệ thống giàn dầm đôi lấy tấm từ đường cuộn của máy rạch.
Tải tấm lên thiết bị nạp tự động phía trước của phanh ép song song.
Thiết bị cấp liệu tự động phía trước của máy ép phanh cấp liệu cho tấm.
Phanh ép song song uốn cong phôi.
Sau khi uốn, thiết bị dỡ hàng được điều khiển bằng CNC để dỡ các cột đã hoàn thiện.
Các cột hoàn thiện đang được chất tải trên đường lăn của máy hàn.
- Hệ thống tải giàn dầm đôi bao gồm 2 trạm, mỗi trạm dài 2000mm, do đó hệ thống tải giàn dầm đôi dài 4000mm.
- Hệ thống tải giàn dầm đôi tải trọng tối đa 1200kg, sử dụng bánh răng và giá đỡ, dẫn hướng tuyến tính làm thiết bị truyền động. Bộ phận tải sử dụng bộ truyền động servo và cốc hút chân không.
Phanh ép CNC song song

Để đáp ứng các yêu cầu uốn của khách hàng, chúng tôi khuyên bạn nên phanh ép CNC song song Model: 2-WE67K 600 Tấn 6000MM, tổng cộng là 1200Tấn 12000mm. Máy này chúng tôi thiết kế cho cột đèn, vật liệu, tối đa. độ dày 6mm, Max.length 12000mm, đường kính cực 60-500mm.
Thiết kế đặc biệt cho phanh ép song song CNC trong dây chuyền sản xuất cột đèn bán tự động
- Thiết bị cho ăn tự động phía trước được điều khiển bằng CNC
- Thiết bị nạp lại tự động được điều khiển bởi hệ thống CNC
- Thiết bị dỡ hàng tự động
- Tự động hút (bao gồm cấu trúc tách từ, cấu trúc tải tự động.
Thông số máy
Người mẫu | 2-TUẦN-600/6000(ESA-S860) | ||
KHÔNG. | Mục | Đơn vị | giá trị |
1. | áp lực | KN | 2×6000 |
2. | Bàn làm việc | mm | 2×6000 |
3. | Khoảng cách giữa nhà ở | mm | 4800 |
4. | Độ sâu họng | mm | 1250 |
5. | Đột quỵ Ram | mm | 300 |
6. | Tốc độ tiếp cận | mm/s | 100 |
7. | Tốc độ làm việc | mm/s | 8-12 |
8. | Tốc độ quay trở lại | mm/s | 60-100 |
9. | Trục(13+2) |
| Y1,Y2,X1,X2,X3,X4+V1 Y3,Y4,X5,X6,X7,X8,C+V2 |
10. | Dung sai song song Y1,Y2,Y3,Y4 | mm | ±0,01 |
11. | Đột quỵ cho ăn phía trước | mm | 1800 |
12. | Hành trình cho ăn phía sau | mm | 1250 |
13. | Ánh sáng ban ngày | mm | 980 |
14. | Động cơ chính | kw | 37×2 |
15. | Kích thước tổng thể của máy đơn (LxWxH) | mm | 6600*3700*4700 |
16. | Trọng lượng máy đơn | Tôn | 56 |
Thông số trục CNC:
Trục xi lanh điều khiển trục Y1, Y2, Y3, Y4, trục X1, X2, X3, X4, X5, X6, X7, X8, trục nạp điều khiển, trục dỡ tải phía điều khiển C, đỉnh bàn điều khiển cnc V1, V2
Hiệu suất và đặc điểm chính
- Khung bao gồm bình xăng, khay, giá đỡ, bàn làm việc, tấm tường bên trái và bên phải và thanh trượt. Cấu trúc, cường độ kết cấu cao và độ thép lớn đảm bảo cường độ kết cấu của khung và tạo ra độ rung để loại bỏ ứng suất.
- Các bộ phận kết cấu bị rỉ sét do nổ mìn và phun sơn chống gỉ.
- Tấm tường, thanh trượt và bàn làm việc được xử lý bằng máy phay và phay sàn CNC quy mô lớn một lần để đảm bảo độ song song và độ thẳng đứng của từng bề mặt lắp đặt.
- Nguyên lý đồng bộ hóa máy: ứng dụng van tỷ lệ servo điện-thủy lực để đảm bảo đồng bộ hóa hai máy, sử dụng van tỷ lệ servo điện-thủy lực của công ty Đức, đặc tính hoạt động của nó là lực vận hành cao liên tục của nam châm điện, ma sát của cặp chuyển động cơ học Bộ khuếch đại điện tử có độ chính xác nhỏ với đặc tính hoạt động nhanh. Một lưới được lắp đặt ở mỗi đầu của tấm thẳng đứng của bàn làm việc, liên tục phản ánh vị trí hành trình và lỗi đồng bộ hóa của thanh trượt và gửi hai điểm khác biệt đến hệ thống điều khiển máy vi tính để điều khiển van tỷ lệ servo điện-thủy lực để đồng bộ hóa đôi -xi lanh của mỗi máy duy nhất. Do cân lưới không được gắn trực tiếp trên bảng khung tường mà được gắn trên khung hình chữ C cố định vào tấm thẳng đứng của bàn và bàn làm việc được sử dụng làm điểm tham chiếu nên bản thân thanh trượt và khung chịu tải . Biến dạng không ảnh hưởng đến độ chính xác đo và kiểm soát của cân. Đồng bộ hóa hai máy của liên kết hai máy truyền thông tin đồng bộ hóa cơ học thành tín hiệu điện đến bảng đồng bộ hóa và máy vi tính thông qua một chiết áp vi sai được lắp đặt giữa hai thanh trượt và điều khiển van tỷ lệ servo điện-thủy lực thông qua bảng khuếch đại để thực hiện hành động đồng bộ trên máy kép.
- Người vận hành có thể trực tiếp thực hiện đối thoại giữa người và máy qua máy tính, hiển thị bằng tiếng Trung và tiếng Anh, tự động tính toán và điều chỉnh lực uốn, tối ưu hóa trình tự uốn, tính toán chiều dài phôi, hiển thị hình dạng và các thông tin vận hành cần thiết trước và sau phôi được xử lý và tự động điều khiển tính toán điểm chết trên, điểm thay đổi tốc độ, hiển thị hình ảnh, đầy đủ tính năng, với lập trình, chạy bộ, áp suất, điều khiển phục hồi chậm và các chức năng khác.
Hệ thống thủy lực
- Nó được điều khiển bởi nhóm van servo điện-thủy lực được nhập khẩu bởi công ty Đức. Nó có cấu trúc nhỏ gọn, hiệu suất bịt kín mạnh mẽ, độ chính xác đồng bộ hóa cao và tuổi thọ dài.
- Van nạp đường kính lớn bên ngoài với tốc độ cao và tổn thất thấp.
- Sử dụng bơm cao áp bánh răng bên trong Sumitomo có thể chịu được áp suất cao và độ ồn thấp.
- Phốt xi lanh sử dụng bộ phận bịt kín của Công ty SKF Thụy Điển, có độ mài mòn thấp và không rò rỉ.
- Hệ thống thủy lực có bảo vệ an toàn chống tràn quá tải.
- Xi lanh được rèn toàn bộ bằng thép 45. Sau khi gia công thô, xử lý nhiệt, hoàn thiện và mài mịn, thành trong của xi lanh vừa có độ cứng vừa có khả năng chống mài mòn, độ chính xác hình trụ cao.
- Pít tông được rèn toàn bộ bằng thép 45. Sau khi gia công thô, xử lý nhiệt và mài mịn, bề mặt được phủ niken và phốt pho bằng công nghệ quân sự tiên tiến nhất trong nước. Pít tông xi lanh có đặc tính tự bôi trơn tốt và có thể cải thiện đáng kể tuổi thọ sử dụng.
- Mức dầu có màn hình hiển thị rõ ràng và trực quan.
- Hệ thống dẫn hướng có độ chính xác cao, hệ thống đo vị trí và chức năng cân bằng thủy lực có thể đáp ứng nhu cầu gia công toàn bộ chiều dài.
- Thiết bị có thể hoạt động liên tục trong 16 giờ dưới tải định mức, hệ thống thủy lực không bị rò rỉ, hoạt động ổn định và hiệu suất tốt. Nhiệt độ dầu có thể được kiểm soát theo tiêu chuẩn quốc gia (60 ~ 70 ° C).
Hệ thống điều khiển điện
- Các bộ phận điện tuân theo tiêu chuẩn quốc tế, an toàn và đáng tin cậy, có khả năng chống nhiễu mạnh và tủ điều khiển điện có chức năng tản nhiệt.
- Nó có một công tắc chân di chuyển để vận hành dễ dàng và chức năng dừng khẩn cấp.
Khả năng chống lệch của máy
Hệ thống servo điện-thủy lực của máy là hệ thống điều khiển vị trí, có chức năng tự động phát hiện lỗi đồng bộ của con trượt thông qua thước cách tử và sửa lỗi đồng bộ của con trượt bằng tín hiệu van servo điện-thủy lực do bộ điều khiển số đưa ra. hệ thống sao cho thanh trượt hoàn toàn Trong trường hợp tải một phần, nó luôn có thể song song với bàn.
MÁY HÀN CỰC CNC
MÔ HÌNH: HM500/12000
Phạm vi ứng dụng: thích hợp cho hàn đóng tự động theo chiều dọc cực có kích thước trung bình lớn, như cột 5G, đơn cực, cột cao và cột đèn đường thông thường.

Đặc trưng
- Điều chỉnh tự động CNC, hệ thống CNC, với sự thay đổi đường kính cực, tự động điều chỉnh áp suất, tự động điều chỉnh vị trí chân vịt, tự động khớp tốc độ cấp liệu và vị trí, giữ cho đường hàn luôn ở trạng thái khép kín, đảm bảo mối hàn trơn tru.
- Trên cơ sở đánh giá chất lượng của quy trình trước, sau khi hàn, mối hàn cực không bị xoắn, không cần nhân viên cạy và vặn thanh ở phía sau máy để định tâm mối hàn.
- Cực truyền động được điều khiển bằng cách chuyển đổi tần số, có chức năng dừng phanh điện để đảm bảo sự ổn định của hàn đầu và đuôi, hệ thống này có thể hàn cực từ đầu nhỏ đến toàn bộ diện tích cuối và hầu như không còn chiều dài khi hàn. Cách này giúp giảm bớt thao tác thủ công ở quy trình tiếp theo.
- Số lượng con lăn kẹp là 3 bộ, ưu điểm là giảm áp lực con lăn lên bề mặt cột và giảm vết xước trên bề mặt. Nó phù hợp cho việc sản xuất cực hình bát giác, cực đa giác và cực hình nón. Nó có thể có đường kính bằng nhau hoặc hình nón.
- Xe đẩy loại đẩy có chức năng quay trở lại nhanh bằng động cơ, không cần người vận hành đẩy lùi bằng tay và nó làm giảm cường độ lao động của người vận hành.
- Xe đẩy phía sau có thiết bị kẹp khí nén, đơn giản và nhanh chóng so với kẹp thủ công.
- Chức năng hàn hồ quang chìm
- Phía dỡ hàng là loại con lăn, thuận tiện cho việc bốc dỡ, thuận lợi cho việc thực hiện tự động hóa các nguyên liệu đầu nguồn và hạ nguồn. Việc tải và dỡ hàng có thể ở cùng một phía để giúp người vận hành tránh phải di chuyển đường dài. Người vận hành chỉ cần làm việc ở vị trí máy chủ, giúp giảm đáng kể cường độ lao động.
- Hệ thống đồng bộ điều khiển và áp suất dầu tự phát triển giúp giảm yêu cầu đối với cột, giúp cột sau khi hàn tròn hơn và ít bị biến dạng hơn.
- Người vận hành: 1 người.
- Giá đỡ con lăn dỡ hàng, 5 bộ (thích hợp cho cột 12,14m)
- Theo cách bố trí xưởng của người mua, có thể cung cấp các máy có hướng làm việc khác nhau
- Đối với các yêu cầu đặc biệt của khách hàng, máy có thể được thiết kế và sản xuất đặc biệt để đáp ứng các cực khác nhau trên toàn thế giới
- Thông qua camera lắp trên đầu máy, đường hàn được phản ánh lên màn hình bảng điều khiển chính giúp việc theo dõi đường hàn trở nên đơn giản, dễ dàng, giảm cường độ lao động của người vận hành trong việc theo dõi quá trình hàn.
Máy bao gồm các bộ phận sau
- Bàn làm việc dài để di chuyển xe đẩy
- Khung giàn chính
- Hệ thống truyền động xe đẩy
- Giá đỡ con lăn dỡ hàng, 5 bộ (thích hợp cho cột 12,14m)
- Bộ phận kẹp thủy lực (Bao gồm con lăn kẹp, phù hợp với cột cỡ trung bình)
- Hệ thống hàn hồ quang chìm, có hệ thống cấp dây
- Hệ thống phục hồi thông lượng
- Hệ thống thủy lực
- Hệ thống điều khiển
- Camera, hệ thống giám sát đường hàn. Con lăn kẹp, phù hợp với yêu cầu cực của khách hàng. Với 1 bộ phù hợp cho cột đơn cực cao, khuôn cột 5G. với
- 1 bộ phù hợp cho cột đèn đường thông thường, đường kính tối thiểu 60mm (cột tròn và cột côn)
- 1 bộ phù hợp cho cột đèn đường thông thường, đường kính tối thiểu 60mm (cột bát giác)
- Bộ thiết bị kẹp phía sau phù hợp với cột đèn đường thông thường. (Bao gồm một dụng cụ nhỏ, phù hợp với các cột có chiều dài rất ngắn, chẳng hạn như cánh tay dài 1 ~ 2 mét)
- Hệ thống bốc dỡ cột đèn đường (tùy chọn)
- Hệ thống dữ liệu sản xuất được nối mạng
- Chức năng chẩn đoán từ xa
- Phụ tùng một năm
Hiệu quả sản xuất dây chuyền sản xuất cột đèn bán tự động
Bằng cách áp dụng dây chuyền sản xuất cột đèn bán tự động ở trên cho cột 12000mm, khách hàng đã đạt được kết quả hiệu quả sản xuất tuyệt vời.
- Máy cắt theo chiều dài + máy xẻ để sản xuất cột đường thông thường: 200~250 chiếc/ 8 giờ.
- Phanh ép: cột đường thông thường và cột cột cao: 80-160 chiếc/ 8 giờ.
- Máy hàn cực đóng: cột đường thông thường: khoảng 50 chiếc/8 giờ.
Phần kết luận
Dây chuyền sản xuất cột đèn bán tự động bao gồm máy rạch, dây chuyền cắt theo chiều dài, máy cắt tôn, máy xếp hàng tự động, máy ép song song, máy hàn khung. Bố trí nhà máy khác nhau và yêu cầu sản xuất cột khác nhau nên sử dụng đề xuất dây chuyền sản xuất khác nhau. Chào mừng bạn liên hệ với chúng tôi để biết thêm đề xuất về dây chuyền sản xuất cột đèn.
Bài viết liên quan:




