
Mục lục
Máy phanh ép CNC là một thiết bị cơ khí có độ chính xác cao được sử dụng để uốn, tạo hình và các hoạt động gia công khác trên tấm kim loại. Hoạt động của nó đòi hỏi những kỹ năng và kinh nghiệm nhất định. Chiếc máy này có vẻ phức tạp và mạnh mẽ nhưng trên thực tế, chỉ cần bạn nắm vững các phương pháp vận hành chính xác, bạn có thể dễ dàng điều khiển nó. Bài viết này nhằm mục đích cung cấp cho bạn hướng dẫn vận hành phanh ép CNC toàn diện, giúp bạn nhanh chóng bắt đầu và nâng cao hiệu quả công việc.
Giới thiệu chung về vận hành phanh ép CNC
Phanh ép CNC phương pháp hoạt động chủ yếu bao gồm các bước sau.
- Chuẩn bị khởi động: Trước khi bắt đầu thao tác, trước tiên hãy làm rõ mục tiêu uốn của bạn, bao gồm độ dày, chất liệu và góc uốn của tấm cần uốn. Những thông tin này sẽ xác định cách bạn thiết lập các thông số của phanh uốn CNC. Kiểm tra hiệu suất thiết bị, chương trình và cài đặt khuôn của máy để đảm bảo máy ở tình trạng tốt. Khởi động nguồn điện chính của máy công cụ, kích hoạt động cơ thủy lực và thực hiện thao tác đưa máy công cụ về zero.
- Cài đặt và lập trình khuôn: Chọn khuôn trên và khuôn dưới phù hợp dựa trên chiều dài, độ dày tấm và đồng hồ đo áp suất uốn của phôi và đảm bảo rằng áp suất uốn nhỏ hơn khả năng chịu áp của khuôn. Lập trình trên màn hình LCD điều khiển CNC, xem xét chế độ lập trình trực tiếp hoặc chế độ lập trình góc, để tránh nhiễu giữa phôi, khuôn trên, khuôn dưới và thước đo. Đảm bảo cài đặt thông số chính xác để tránh ảnh hưởng đến hiệu ứng uốn.
- Điều chỉnh và chuẩn bị: Điều chỉnh hành trình của máy phanh ép thủy lực để đảm bảo có khe hở độ dày tấm khi khuôn trên hạ xuống đáy, tránh làm hỏng khuôn và máy. Chọn chiều rộng khe thích hợp và điều chỉnh vật liệu chặn sau khi điều chỉnh.
- Bắt đầu uốn: Nhấn công tắc chân để bắt đầu uốn, có thể nhả ra bất cứ lúc nào và máy uốn sẽ dừng. Tiếp tục nhấn công tắc để uốn cong khi cần thiết.
- Lập trình và chạy: Sử dụng hệ thống điều khiển để viết chương trình uốn, nhập các thông số như góc uốn, vị trí bắt đầu uốn. Nạp chương trình đã viết vào hệ thống điều khiển của máy chấn CNC, chọn chế độ chạy tự động, máy sẽ tự động hoàn thành thao tác chấn theo các thông số và bước đã thiết lập.
- Kiểm tra và hoàn thiện công việc: Sau khi hoàn thành công việc uốn, kiểm tra xem kích thước, góc, hình dạng của phôi có đáp ứng yêu cầu hay không. Thực hiện các điều chỉnh và tinh chỉnh cần thiết để đảm bảo chất lượng của phôi. Dọn dẹp khu vực làm việc, ghi lại các thông số, chương trình vận hành.
Bằng cách làm theo các bước trên, thủy lực uốn cong phanh máy móc có thể được vận hành hiệu quả để uốn cong các tấm kim loại khác nhau.
Biện pháp phòng ngừa vận hành
Trong quá trình vận hành phanh ép CNC, người vận hành cần chú ý đến sự an toàn và tránh tai nạn.
Khi thực hiện các thao tác uốn cần chú ý kiểm soát lực và tốc độ uốn để tránh các vấn đề như gãy, biến dạng.
Khi điều chỉnh khuôn cần chú ý đảm bảo độ song song và khe hở giữa khuôn trên và khuôn dưới để đảm bảo chất lượng và độ chính xác khi uốn.
Trong quá trình vận hành, điều quan trọng là phải quan sát trạng thái hoạt động của máy và độ cong của bo mạch để có những điều chỉnh, điều chỉnh kịp thời.
Sau khi hoàn thành vận hành, cần tiến hành công việc vệ sinh và bảo trì để đảm bảo máy hoạt động bình thường.
Bảo trì máy ép phanh
Trước khi thực hiện bảo trì hoặc vệ sinh máy, chày trên phải thẳng hàng với khuôn dưới và hạ máy xuống và tắt cho đến khi công việc hoàn thành. Nếu cần khởi động hoặc các thao tác khác, chế độ này phải được chọn là thủ công và phải đảm bảo an toàn. Nội dung bảo trì như sau:
Mạch dầu thủy lực
- Kiểm tra mức dầu trong bình xăng hàng tuần, đồng thời kiểm tra sau khi bảo dưỡng hệ thống thủy lực. Nếu mức dầu thấp hơn cửa sổ dầu, hãy thêm dầu thủy lực.
- Dầu thủy lực được sử dụng trong máy này là ISO HM46 hoặc MOBIL DTE25.
- Máy mới nên thay dầu sau 2000 giờ hoạt động và cứ sau 4000-6000 giờ hoạt động sau đó. Sau mỗi lần thay dầu, thùng dầu cần được làm sạch.
- Nhiệt độ dầu hệ thống phải nằm trong khoảng từ 35oC đến 60oC và không được vượt quá 70oC. Nếu nó quá cao, nó có thể gây ra sự xuống cấp và hư hỏng chất lượng dầu và phụ kiện.
Lọc
- Bộ lọc nên được thay thế hoặc làm sạch kỹ lưỡng mỗi khi thay dầu.
- Nếu máy công cụ có các cảnh báo liên quan hoặc các bất thường khác của bộ lọc như chất lượng dầu kém thì nên thay thế.
- Bộ lọc không khí trên bình xăng nên được kiểm tra và làm sạch 3 tháng một lần, tốt nhất là thay thế mỗi năm.
Linh kiện thủy lực
- Làm sạch các bộ phận thủy lực (đế, van, động cơ, máy bơm, ống dầu, v.v.) hàng tháng để ngăn chặn bụi bẩn xâm nhập vào hệ thống và tránh sử dụng chất tẩy rửa.
- Sau khi sử dụng máy phanh ép mới được một tháng, hãy kiểm tra xem các bộ phận bị cong của ống dẫn dầu có bị biến dạng hay không. Nếu có bất kỳ sự bất thường nào, chúng nên được thay thế. Sau hai tháng sử dụng, hãy siết chặt tất cả các kết nối của các phụ kiện và tắt máy khi thực hiện công việc này.
Lựa chọn và gỡ lỗi các công cụ phanh báo chí
Cú đấm trên
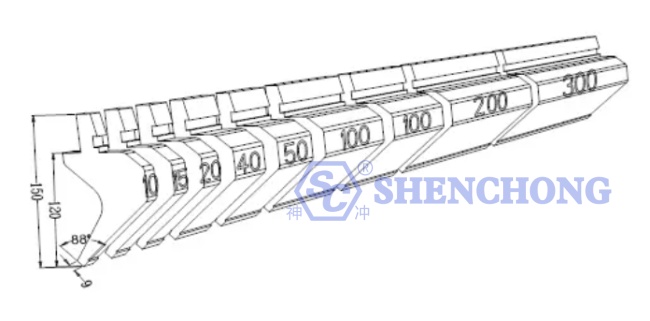
Cú đấm phanh trên hay còn gọi là dao gấp được chia thành hai loại: tích phân và phân đoạn. Chiều dài của khuôn trên tích hợp lần lượt là 415mm và 835mm.
Chiều dài chia: 10, 15, 20, 40, 50, 100 (tai trái), 100 (tai phải), 200, 300 (mm). Mô-đun phân đoạn có thể được sử dụng để kết hợp các chiều dài uốn có độ dài khác nhau. Khuôn trên được chia thành bốn loại: chày trên thẳng, chày trên cong, chày trên cong và chày trên đặc biệt.
Các loại và đặc điểm xử lý của cú đấm thẳng trên
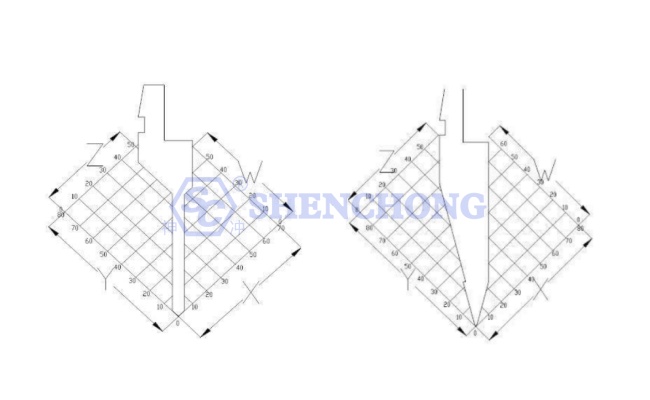
Cú đấm thẳng phía trên phù hợp để uốn các sản phẩm đối xứng, có thể tránh được cả hướng trước và sau và độ dày dụng cụ là 6MM, do đó độ mở uốn có thể nhỏ tới 6 mm.
Phân tích dao: Từ sơ đồ mô phỏng uốn dao, có thể thấy dao có thể tránh được ở cả vị trí trước và sau nhưng chiều dài của Z và W nhỏ hơn chiều dài của X và Y. Góc đầu dao của điều này loại dao là 88 độ và góc R của đầu dao là 0,2. Ngoài ra, các dụng cụ có góc đầu dụng cụ là 30 độ và 45 độ thường được sử dụng. Góc của lưỡi cắt là 30 độ và góc R của lưỡi cắt là 0,67 nên có thể uốn cong một góc 30 độ đến 180 độ. Bằng cách sử dụng góc nhỏ của đầu dụng cụ, nó có thể tránh được các lỗ hoặc đai ốc mọc ra. Ngoài ra, nó còn có thể được sử dụng làm khuôn chèn sâu, có thể tránh dụng cụ ở cả vị trí trước và sau.
Các loại và đặc điểm xử lý của cú đấm trên cong
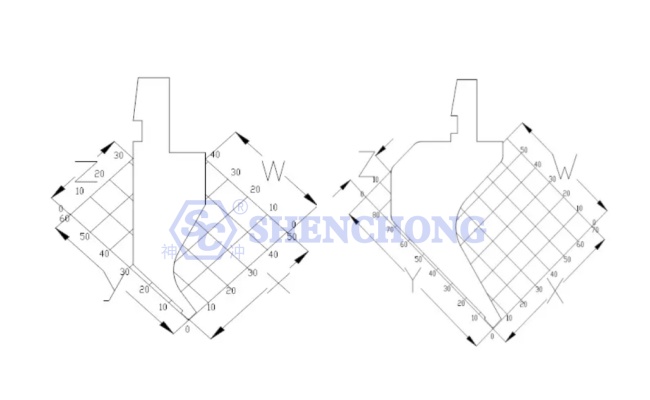
Phân tích công cụ: Công cụ chủ yếu sử dụng tính năng tránh theo hướng W trong quá trình uốn. Khi X>15MM, hiệu ứng tránh né của nó ngày càng trở nên tồi tệ hơn. Nó chỉ đáp ứng điều kiện uốn khi Y>30, nếu không sẽ va vào mặt sau của dụng cụ. Loại dụng cụ này thường được gọi là chày trên cong nhỏ. Khi X>25MM, hiệu ứng tránh né của nó ngày càng trở nên tồi tệ hơn. Khi Y>75 thì đáp ứng điều kiện uốn, nếu không sẽ va vào mặt sau của chày trên. Loại dụng cụ này thường được gọi là chày trên cong lớn.
Các loại và đặc điểm xử lý của cú đấm trên vòng cung tròn
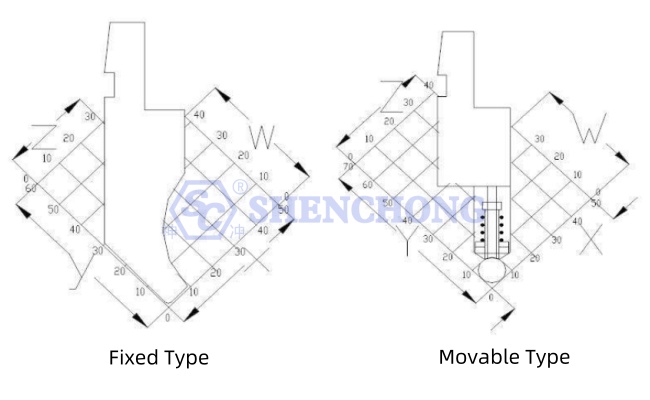
Phân tích dụng cụ: Đục trên hình cung được chia thành loại cố định và loại di chuyển. Cú đấm phía trên đáp ứng các điều kiện xử lý của các đường cong hồ quang khác nhau bằng cách thay thế thanh tròn. Cú đấm phía trên hình cung cố định có tác dụng tránh tương tự như các dụng cụ uốn nhỏ khi kích thước X lớn hơn 10MM. Tiêu chí lựa chọn phổ biến cho rãnh chữ V của khuôn dưới là đường kính của cung cộng với hai độ dày tấm.
Các loại và đặc điểm xử lý của cú đấm trên đặc biệt
Cái đặc biệt cú đấm trên cho phanh nhấn bao gồm khuôn lệch giai đoạn, khuôn làm phẳng và một số khuôn uốn có hình dạng đặc biệt.
Trả lời: Có hai loại khuôn vi sai hiện có: 415mm và 835mm. Thông số kích thước của hình dạng phân chia phù hợp với thông số của dụng cụ cắt và hình dạng uốn được thể hiện trong sơ đồ tạo hình. Tuy nhiên, khi độ dày của tấm dày, chẳng hạn như T = 2,0, do vết lõm nghiêm trọng và những hạn chế của bản thân khuôn, nó sẽ khó hình thành.
B: Khuôn trên của khuôn dẹt là khuôn phẳng, khuôn dưới có thể thay thế bằng khuôn dưới uốn thông thường, nhưng nên tránh rãnh chữ V. Nó chủ yếu được sử dụng để làm phẳng các cạnh chết, tán đinh các loại hạt và các phương pháp xử lý khác.
Nhấn phanh dưới
Khuôn dưới của phanh ép bao gồm uốn khuôn dưới, chèn khuôn dưới sâu, v.v.
Việc lựa chọn khuôn dưới cho phanh ép chủ yếu dựa vào độ dày của sản phẩm được gia công. Khi cần chọn rãnh chữ V lớn hay nhỏ để gia công do hạn chế trong gia công thì hệ số uốn cần được điều chỉnh cho phù hợp. Phân tích khuôn: Các loại rãnh chữ V chủ yếu bao gồm 4V, 6V, 7V, 8V, 10V, 12,16V, 25V và một số dụng cụ uốn rãnh chữ V lớn đặc biệt.
Nguyên tắc cơ bản của việc sắp xếp quy trình uốn
- Uốn cong từ trong ra ngoài.
- Uốn cong từ nhỏ đến lớn.
- Đầu tiên uốn cong hình dạng chung, sau đó uốn cong hình dạng phức tạp.
- Nguyên tắc là việc uốn cong quy trình trước không ảnh hưởng đến quy trình tiếp theo.
Phương pháp kiểm soát kích thước uốn
- Để tránh lỗi tích lũy, hãy đo kích thước chưa gấp cho từng nếp gấp trong quá trình xử lý.
- Tránh tựa vào các cạnh cong và tránh tựa vào các góc lớn.
- Sản phẩm phải được đặt ở vị trí có cạnh cong và góc gập trước đó phải nhỏ hơn 90 độ một chút.
- Xác định độ chính xác của dụng cụ đo trước khi gia công.
- Thực hiện kiểm tra ban đầu trước khi xử lý chính thức và tiến hành kiểm tra thường xuyên trong quá trình xử lý.
- Chọn máy phù hợp theo yêu cầu về độ chính xác của sản phẩm được xử lý.
- Tránh chọn các dao không đồng tâm và xác nhận rằng đầu dao khuôn phía trên nằm trên cùng một đường thẳng trước khi xử lý.
- Lựa chọn phương pháp xử lý tốt và sắp xếp kỹ thuật để đơn giản hóa khó khăn trong xử lý.
- Định vị chính xác, bất kỳ vị trí bất thường nào cần được phát hiện ngay lập tức.
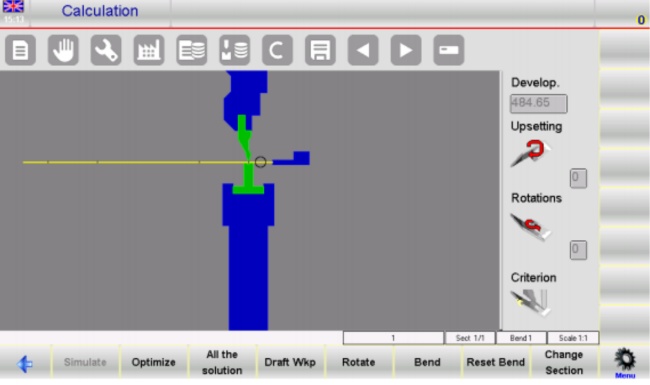
Hiện nay, bộ điều khiển phanh ép CNC có thể tự động tối ưu hóa các bước uốn cho người dùng, nghĩa là người vận hành không cần thiết kế thủ công các bước uốn bằng cách sử dụng phanh ép thủy lực CNC.
Phần kết luận
Biết thêm kiến thức vận hành máy chấn CNC giúp người vận hành nâng cao kết quả uốn và bảo trì máy tốt hơn. Máy móc SC là một trong những nhà sản xuất phanh ép thủy lực nổi tiếng nhất ở Trung Quốc. Để biết thêm thông tin về phanh báo chí, xin vui lòng liên hệ với chúng tôi.
Những bài viết liên quan:




