สารบัญ
การแนะนำ
การคำนวณค่า K แฟคเตอร์ ค่าเผื่อการโค้งงอ และการหักงอที่ถูกต้อง มีความสำคัญอย่างยิ่งในการได้ชิ้นงานที่มีคุณภาพดีจากคุณ ไฮดรอลิค กดเบรก- ความรู้และเทคนิคของการกดเบรกเป็นพื้นฐาน ซึ่งมีความสำคัญอย่างยิ่งในการช่วยให้คุณใช้เบรกดังกล่าวในการผลิต
การคำนวณความยาวแพทเทิร์นแบบเรียบจากส่วน 3 มิตินั้นไม่ใช่เรื่องยากจริงๆ แม้ว่าคุณอาจพบสูตรต่างๆ มากมายที่อ้างว่าคำนวณค่าเผื่อการโค้งงอ แต่โดยทั่วไปแล้วจะเป็นสูตรเดียวกัน ทำให้ง่ายขึ้นโดยการเติมมุมหรือปัจจัย K เท่านั้น บทความนี้จะแสดงข้อมูลนี้ รวมถึงปัจจัย K ค่าเผื่อการโค้งงอ และการหักงอ
ค่าเผื่อโค้งคืออะไร?
โลหะสามารถโค้งงอได้จริง เมื่อผลิตโลหะแผ่น โลหะจะต้องโค้งงอ ไม่เพียงแต่เพื่อให้ได้รูปทรงที่แน่นอนเท่านั้น แต่ยังต้องปฏิบัติตามกฎระเบียบด้านความปลอดภัยเมื่อโลหะถูกกระแทก ทำให้โค้งงอแทนที่จะแตกหัก ไม่ว่าโลหะจะเป็นชนิดใด รวมถึงรูปร่างและความหนาของโลหะ โลหะแต่ละชิ้นมีค่าเผื่อการดัดงอในระดับหนึ่ง
คำจำกัดความค่าเบี้ยเลี้ยงโค้ง
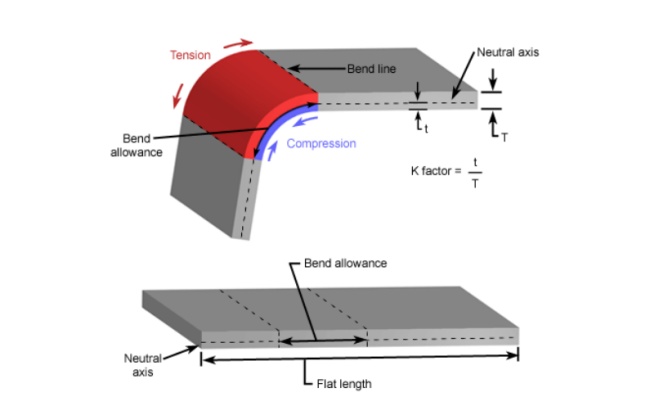
ค่าเผื่อการโค้งงอ (BA) คือความยาวส่วนโค้งของการดัดที่วัดตามแกนกลางของแผ่นโลหะ เนื่องจากความยาวของแกนกลางไม่เปลี่ยนแปลงหลังจากการดัด
เมื่อคำนวณค่าเผื่อการโค้งงอแล้ว ควรบวกเข้ากับความยาวเรียบเพื่อกำหนดความยาวแผ่นโลหะที่ต้องการในการสร้างชิ้นงานที่ต้องการ
วิธีการคำนวณค่าเผื่อการโค้งงอ
ดังแสดงในรูปด้านล่าง:
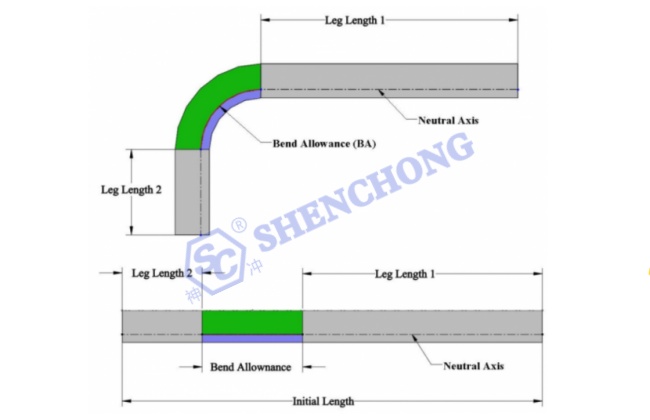
สูตรต่อไปนี้ใช้ในการคำนวณความยาวเรียบ:
ความยาวแผ่นโลหะแบน = ความยาวขา 1 +BA + ความยาวขา 2
สูตรคำนวณค่าเผื่อการโค้งงอ
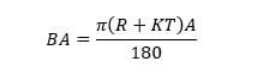
เอ – มุมโค้งงอ
R – รัศมีภายใน
เค – เค แฟคเตอร์
T – ความหนาของวัสดุ
เริ่มจากวงเล็บ L แบบง่ายๆ กันก่อน จากภาพแสดงว่าขาของฉากยึดมีขนาด 2” และ 3” ความหนาของวัสดุคือ 0.125” รัศมีภายในคือ 0.250” และมุมโค้งงอคือ 90 องศา ความยาวแบนคือผลรวมของส่วนเรียบของหน้าแปลนทั้งสอง บวกความยาวผ่านส่วนโค้งของพื้นที่โค้งงอ แต่คุณคำนวณสิ่งนั้นจากด้านในของวัสดุหรือด้านนอก? ไม่ใช่ทั้งสองอย่าง! นี่คือจุดที่ปัจจัย K เข้ามามีบทบาท ปัจจัย K คือเปอร์เซ็นต์ของความหนาของวัสดุโดยที่ไม่มีการยืดหรืออัดวัสดุ เช่น แกนกลาง สำหรับวงเล็บ L แบบธรรมดานี้ ฉันจะใช้ K-factor เท่ากับ 0.42
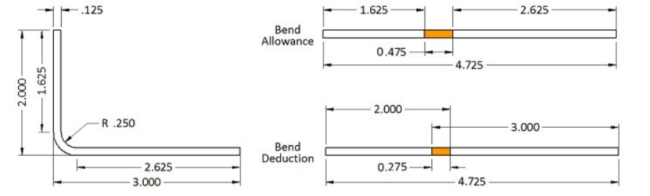
จากการใช้สูตรข้างต้น เราจะได้: ค่าเผื่อการโค้งงอ = 90 * (π / 180) * (0.250 + 0.42 * 0.125) = 0.475″
ดังนั้นความยาวรูปแบบแบนคือ 1.625” + 2.625” + 0.475″ ซึ่งเท่ากับ 4.725″ ดังนั้น หากคุณบวกความยาวเรียบของหน้าแปลนทั้งหมด และเพิ่มค่าเผื่อการโค้งงอหนึ่งค่าสำหรับแต่ละพื้นที่โค้งงอ คุณจะมีความยาวเรียบของชิ้นส่วนที่ถูกต้อง
แต่ดูภาพวาดสิ นั่นไม่ใช่วิธีที่ปกติแล้วเราจะกำหนดขนาดชิ้นส่วนโลหะแผ่น ขนาดมักจะอยู่ที่จุดตัดของหน้าแปลนหรือแนวแม่พิมพ์ ซึ่งหมายความว่าเราต้องลบสองเท่าของความหนาของวัสดุบวกกับรัศมีการโค้งงอ (หรือที่เรียกว่าการถอยกลับ) สำหรับแต่ละพื้นที่การโค้งงอ สำหรับชุดมิตินี้ การคำนวณค่าชดเชยการโค้งงอจะง่ายกว่า ค่าการชดเชยการโค้งงอช่วยให้คุณบวกความยาวของหน้าแปลนแต่ละอันโดยใช้ขนาดเส้นแม่พิมพ์ จากนั้นเพิ่มการชดเชยการโค้งงอหนึ่งรายการต่อพื้นที่การโค้งงอเป็นค่าทั้งหมด มันคือ -0.275 ซึ่งเป็นจำนวนลบ ซึ่งหมายความว่าคุณจะลบจำนวนนี้ออกจากความยาวหน้าแปลนทั้งหมด 5” เพื่อให้ได้ 4.725″
เคแฟคเตอร์คืออะไร?
ปัจจัยเคคือเปอร์เซ็นต์ของความหนาของวัสดุโดยที่ไม่มีการยืดหรืออัดของวัสดุในบริเวณส่วนโค้งงอ
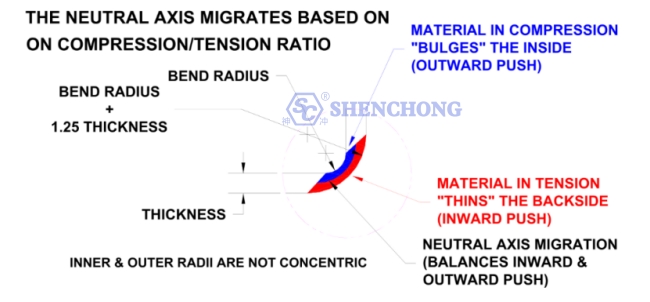
ยิ่งวัสดุมีความแข็งมากเท่าใด แรงอัดที่ด้านในของส่วนโค้งก็จะน้อยลงเท่านั้น ดังนั้นด้านนอกจะยืดออกมากขึ้นและแกนกลางจะเคลื่อนไปทางด้านในของส่วนโค้ง วัสดุที่นิ่มกว่าช่วยให้มีการบีบอัดด้านในได้มากขึ้น และแกนที่เป็นกลางจะยังคงอยู่ใกล้กับศูนย์กลางของความหนาของวัสดุมากขึ้น
รัศมีการโค้งงอก็มีผลเช่นเดียวกัน ยิ่งรัศมีโค้งงอน้อยลง ความต้องการการบีบอัดก็จะยิ่งมากขึ้น และแกนกลางจะเคลื่อนไปทางด้านในของโค้งมากขึ้น ในรัศมีที่กว้างกว่า แกนกลางยังคงอยู่ใกล้กับศูนย์กลางของความหนาของวัสดุ
เพื่อทำความเข้าใจปัจจัย K เราต้องเข้าใจแกนกลางก่อน
เมื่อแผ่นโลหะงอ พื้นผิวด้านล่างจะถูกบีบอัด และพื้นผิวด้านบนจะยืดออก แกนกลางจะอยู่ภายในโลหะซึ่งจะไม่ถูกบีบอัดหรือขยาย ทำให้สามารถรักษาความยาวให้คงที่ได้
แกนกลาง
แกนกลางไม่เปลี่ยนแปลง เมื่อพัฒนาความยาวว่างแบบเรียบ จะมีความยาวของส่วนที่ไม่เปลี่ยนแปลง ความยาวนี้เรียกว่าแกนกลาง วัสดุที่อยู่ด้านในของแกนกลางจะถูกบีบอัด ในขณะที่วัสดุที่อยู่ด้านนอกจะยืดออก ขึ้นอยู่กับความหนาของวัสดุ รัศมีของรูปแบบ และวิธีการขึ้นรูป อัตราส่วนของแรงอัดต่อแรงตึงในชิ้นส่วนจะเปลี่ยนไป
ส่วนที่โค้งงอเหนือรัศมีคมมากเมื่อเปรียบเทียบกับความหนา จะยืดออกด้านนอกมากกว่า ซึ่งหมายความว่าแกนกลางจะวางตัวอยู่ใกล้กับด้านในของส่วนโค้งมากขึ้น ส่วนที่ค่อยๆ โค้งงอจะมีแรงยืดด้านนอกน้อยลง ซึ่งหมายความว่าแกนกลางจะวางอยู่ใกล้กับศูนย์กลางของชิ้นส่วนมากขึ้น
ในโลหะแผ่นแบน แกนที่เป็นกลางจะอยู่เท่าๆ กันที่ความหนาครึ่งหนึ่งของแผ่นโลหะ แต่จะเคลื่อนที่ระหว่างการดัดงอ
การเปลี่ยนตำแหน่งของแกนกลางถูกกำหนดโดยปัจจัยต่างๆ เช่น คุณสมบัติของวัสดุ ความหนา มุมการดัด รัศมีภายใน และวิธีการดัดของเพลต
วิธีการคำนวณปัจจัย K
ในทางคณิตศาสตร์ ปัจจัย K แสดงถึงอัตราส่วนระหว่างตำแหน่งของแกนกลาง (t) และความหนาของแผ่น (T)
สูตรเคแฟคเตอร์
โดยที่ t คือระยะห่างจากพื้นผิวด้านในถึงแกนกลาง และ T คือความหนาของโลหะ
ปัจจัย K ถูกกำหนดโดยคุณสมบัติทางกายภาพของวัสดุ วิธีการดัดงอ มุมดัด และปัจจัยอื่นๆ
ค่าของปัจจัย K จะอยู่ระหว่าง 0 ถึง 1 เสมอ หากปัจจัย ak เท่ากับ 0.25 หมายความว่าแกนกลางจะอยู่ที่ 25% ของความหนาของวัสดุโลหะแผ่นของชิ้นส่วน ในทำนองเดียวกัน หากเป็น 0.5 แสดงว่าแกนกลางอยู่ที่ 50% ของความหนาทั้งหมด
คุณสมบัติของวัสดุ: โดยทั่วไปจะอยู่ระหว่าง 0.30 ถึง 0.50 โดยทั่วไป K-factor ของทองแดงอ่อนหรือวัสดุทองแดงอ่อนคือ 0.35 K-factor ของวัสดุ เช่น ทองแดงกึ่งแข็งหรือทองเหลือง เหล็กเหนียวและอะลูมิเนียมคือ 0.41 และ K-factor ของวัสดุ เช่น ทองแดง ทองแดงแข็ง เหล็กรีดเย็น และเหล็กสปริงมีค่าเท่ากับ 0.45
รัศมีการดัด: ยิ่งรัศมีการโค้งงอน้อยลง ค่า K-factor ก็จะยิ่งมากขึ้น
ความหนาของวัสดุ: ยิ่งความหนาของวัสดุมากเท่าใด K-factor ก็จะยิ่งมากขึ้นเท่านั้น
ความแข็งแรงของผลผลิตของวัสดุ: ยิ่งความแรงของผลผลิตสูงเท่าใด K-factor ก็จะยิ่งน้อยลงเท่านั้น
โมดูลัสยืดหยุ่น (หรือเรียกอีกอย่างว่าโมดูลัสของยัง): ยิ่งความหนาของวัสดุมากเท่าใด K-factor ก็จะยิ่งมากขึ้นเท่านั้น
ในการผลิตโลหะแผ่นที่มีความแม่นยำโดยใช้ ซีเอ็นซีกดเบรกK-factor ถือเป็นปัจจัยสำคัญ K-factor ใช้ในการคำนวณรูปแบบการดัดงอแบบแบน ซึ่งสัมพันธ์โดยตรงกับความยาวของแผ่นโลหะที่ยืดออกระหว่างการดัด
เป็นค่าพื้นฐานในการกำหนดค่าเผื่อการดัดและการหักค่าการดัด
เนื่องจากอัตราส่วนของระยะห่างระหว่างแกนกลางต่อความหนาของแผ่นกำหนดตำแหน่งของแกนกลางในแผ่นโลหะ การรู้ค่า K-factor จะช่วยกำหนดตำแหน่งของแกนกลางหลังการดัดงอ
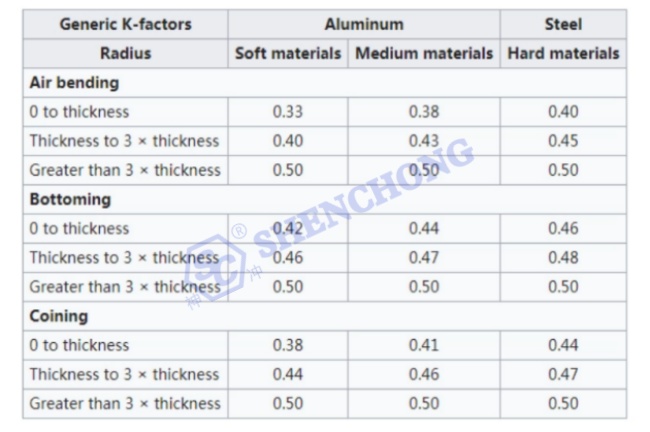
ปัจจัย K สำหรับอะลูมิเนียมและเหล็กกล้า
คุณยังสามารถกำหนดปัจจัย K ได้โดยใช้ตารางด้านล่าง:
ปัจจัย K สำหรับทองแดง ทองเหลือง และทองแดง
หลังจากการศึกษาอย่างรอบคอบ พบว่าระบบ SolidWorks ยังมีอัลกอริธึมการชดเชยการดัดงอสำหรับวัสดุเฉพาะต่อไปนี้ที่มุมการดัด 90 องศา สูตรการคำนวณเฉพาะมีดังนี้:
ทองเหลืองอ่อนหรือวัสดุทองแดงอ่อน: BA=(0.55 * T)+(1.57 * R)
วัสดุ เช่น ทองแดงกึ่งแข็งหรือทองเหลือง เหล็กอ่อน และอะลูมิเนียม: BA=(0.64 * T)+(1.57 * R) วัสดุ เช่น บรอนซ์ ทองแดงแข็ง เหล็กรีดเย็น และเหล็กสปริง: BA=(0.71 * T)+(1.57 * R) จริงๆ แล้ว ถ้าเราลดความซับซ้อนของสมการ (7) และตั้งค่ามุมโค้งงอเป็น 90 องศา และคำนวณค่าคงที่ สมการก็จะแปลงเป็น:
บีเอ=(1.57 * K * T)+(1.57 * R)
ดังนั้น สำหรับทองเหลืองอ่อนหรือวัสดุทองแดงอ่อน โดยการเปรียบเทียบสูตรการคำนวณข้างต้น เราจะได้ 1.57xK=0.55K=0.55/1.57=0.35 ง่ายต่อการคำนวณค่า k-factor ของวัสดุหลายประเภทที่ระบุไว้ในหนังสือโดยใช้วิธีเดียวกัน
ทองเหลืองอ่อนหรือวัสดุทองแดงอ่อน: K=0.35
วัสดุ เช่น ทองแดงกึ่งแข็งหรือทองเหลือง เหล็กอ่อน และอะลูมิเนียม: K=0.41
วัสดุ เช่น บรอนซ์ ทองแดงแข็ง เหล็กรีดเย็น และเหล็กสปริง: K=0.45
การหักงอคืออะไร?
เมื่อดัดโลหะแผ่น เนื่องจากการเสียรูปพลาสติกที่ไม่สมบูรณ์ของวัสดุและข้อจำกัดทางโครงสร้างของเครื่องมือกลเอง มุมและความยาวของชิ้นงานที่โค้งงออาจเบี่ยงเบนไปจากขนาดที่ออกแบบ เพื่อให้มั่นใจในความแม่นยำของการดัดและขนาดของชิ้นงานตรงตามข้อกำหนด จำเป็นต้องพิจารณาการหักงอระหว่างการผลิตแบบ นั่นคือ เพื่อลดขนาดของการดัดที่ต้องทำ
คำจำกัดความของการหักงอ
การหักส่วนโค้งคือความยาวของวัสดุที่เราต้องเอาออกจากความยาวรวมของเพลตเพื่อให้ได้รูปแบบเรียบที่ถูกต้อง
หลักการหักงอ
หลักการหักงอคือการใช้การเปลี่ยนรูปแบบยืดหยุ่นของวัสดุ เพื่อให้ความยาวและมุมหลังการดัดสามารถตอบสนองข้อกำหนดการออกแบบได้ เมื่อทำการดัดงอ แผ่นโลหะจะถูกวางลงบนเครื่องดัดซึ่งใช้แรงดัดเพื่อทำให้แผ่นโลหะเสียรูปอย่างยืดหยุ่น ส่งผลให้รูปทรงและมุมเปลี่ยนแปลงจนได้รูปทรงที่ต้องการในที่สุด ในขั้นตอนนี้ สามารถควบคุมการหักงอได้อย่างแม่นยำโดยการปรับขนาดของแบบร่าง เพื่อให้ได้ความแม่นยำและขนาดตามการออกแบบ
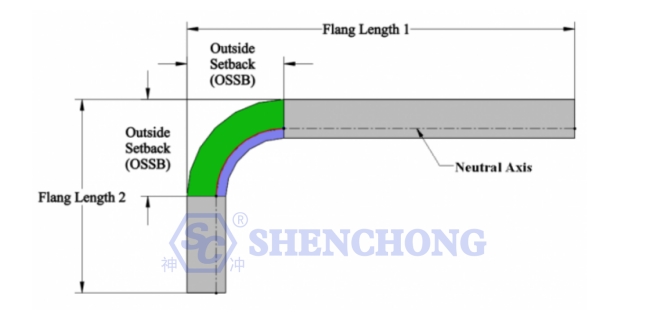
ตามรูปด้านบน การหักค่าโค้งคือความแตกต่างระหว่างค่าเผื่อการโค้งงอและความพ่ายแพ้ภายนอกเป็นสองเท่า
สูตรคำนวณการหักงอ

ที่ไหน:
OSSB – ความปราชัยภายนอก (ความยาวของส่วนที่ขยายเกินมุมโค้งงอ)
R – รัศมีการโค้งงอ
K – K-factor (พิจารณาจากคุณสมบัติของวัสดุและความหนาของวัสดุ)
T – ความหนาของวัสดุ
A – มุมโค้งที่ต้องการเป็นองศา
สมมติว่าเราต้องการดัดแผ่นสแตนเลสหนา 2 มม. เป็นมุม 90° โดยมีรัศมีโค้งงอด้านใน 3 มม. ค่า K ของวัสดุนี้มีค่าเท่ากับ 0.44 มาคำนวณการหักส่วนโค้งทีละขั้นตอน:
- คำนวณค่าเผื่อการโค้งงอ (BA):
บริติชแอร์เวย์ = π * (R + K * T) * (A / 180)
โดยที่ R คือรัศมีโค้งงอด้านใน K คือปัจจัย K, T คือความหนาของแผ่น และ A คือมุมโค้งงอ
การเสียบค่า:
บริติชแอร์เวย์ = π * (3 + 0.44 * 2) * (90/180) = 4.39มม.
- คำนวณความพ่ายแพ้ภายนอก (OSSB):
OSSB = R + T = 3 + 2 = 5 มม
- คำนวณการหักส่วนโค้ง (BD):
BD = 2 * OSSB – บริติชแอร์เวย์
การเสียบค่า:
BD = 2 * 5 – 4.39 = 5.61 มม
ดังนั้น เพื่อให้เกิดการโค้งงอ 90° โดยมีรัศมีการโค้งงอด้านใน 3 มม. บนแผ่นสแตนเลสหนา 2 มม. นี้ เราจำเป็นต้องตั้งค่าการหักงอโค้งเป็น 5.61 มม. ในระหว่างกระบวนการดัด
ซึ่งหมายความว่าเราจำเป็นต้องงอแผ่นงานเกิน 5.61 มม. เพื่อชดเชยการสปริงกลับหลังการดัดงอ จนได้มุมโค้ง 90° ที่ต้องการในที่สุด
การคำนวณการหักงอสามารถช่วยกำหนดขนาดชิ้นส่วนก่อนการดัดงอ ช่วยให้วางแผนการผลิตได้ดีขึ้นและลดการสูญเสียวัสดุ
หน้าที่หลักของการหักงอ
- มั่นใจในความแม่นยำในการดัด การหักงอสามารถควบคุมความยาวและมุมของแผ่นโลหะที่โค้งงอได้ ดังนั้นจึงมั่นใจได้ว่าชิ้นส่วนโลหะแผ่นที่ผลิตจะตรงตามข้อกำหนดด้านขนาดและความแม่นยำของการออกแบบ
- ปรับปรุงประสิทธิภาพการประมวลผล การออกแบบการหักงอไม่เพียงแต่ช่วยลดขนาดการผลิต แต่ยังหลีกเลี่ยงการทดลองและการปรับแต่งซ้ำๆ ซึ่งจะช่วยปรับปรุงประสิทธิภาพของการทำชิ้นส่วนโลหะแผ่น
- ลดการสูญเสียวัสดุ ด้วยการใช้การหักงอเพื่อควบคุมขนาด จึงสามารถหลีกเลี่ยงการแปรรูปที่มากเกินไปหรือการสูญเสียวัสดุได้ ซึ่งจะช่วยลดต้นทุนและปรับปรุงประสิทธิภาพการผลิต
กล่าวโดยสรุป การหักงอเป็นส่วนเชื่อมต่อที่สำคัญมากในกระบวนการแปรรูปโลหะแผ่น และยังเป็นกุญแจสำคัญในการรับรองคุณภาพและความถูกต้องของผลิตภัณฑ์สำเร็จรูปอีกด้วย ในการประมวลผลจริง ควรปรับค่าการหักงอตามสมควรตามสถานการณ์เฉพาะเพื่อให้ได้ผลการประมวลผลที่ดีที่สุด
วัสดุที่มีค่าเผื่อการโค้งงอต่างกัน
โลหะชนิดใดที่สามารถโค้งงอได้ดี?
โลหะทุกชนิดมีความยืดหยุ่นในระดับหนึ่ง โลหะบางชนิดมีความยืดหยุ่นมากกว่าโลหะอื่นๆ และอาจมีค่าเผื่อการดัดงอมากกว่าเมื่อเปรียบเทียบกับวัสดุอื่นๆ โลหะได้รับการจัดอันดับตามโมดูลัสยืดหยุ่น ซึ่งเป็นอัตราส่วนระหว่างความเค้นและความเครียดในการเสียรูปของโลหะ โมดูลัสยืดหยุ่นยังเป็นวิธีการวัดความแข็งของวัสดุหรือความต้านทานแบบยืดหยุ่นอีกด้วย วัสดุอื่นๆ เช่น ยาง และแก้ว ก็สามารถคำนวณได้ในลักษณะเดียวกัน
น่าแปลกที่โลหะที่มีความยืดหยุ่นมากที่สุดชนิดหนึ่งคือนิกเกิลไททาเนียมหรือที่รู้จักกันในชื่อนิกเกิลไททาเนียม โดยมีความดัน 28 GPa สามารถขันให้แน่นได้หลายครั้งโดยไม่ถือว่าผิดรูป ในบรรดาโลหะประเภททั่วไป โลหะยืดหยุ่นที่ใหญ่เป็นอันดับสอง ได้แก่ ดีบุก แมกนีเซียม แคดเมียม 45 GPa และอะลูมิเนียม 69 GPa แน่นอนว่าอะลูมิเนียมขึ้นชื่อเรื่องน้ำหนักเบาและความสามารถในการดัดงอ แต่ในแง่ของโลหะบริสุทธิ์ รวมถึงโลหะผสม มีโลหะบางชนิดที่สามารถทำได้เหนือกว่าในเรื่องนี้
โลหะชนิดใดไม่สามารถโค้งงอได้ดี หรือจะแตกหักเมื่อโค้งงอมากเกินไป?
ดังที่ทราบกันดีว่าโลหะส่วนใหญ่มีความแข็งมากและหากวัสดุไม่โค้งงอ มันจะแตกหักอย่างแน่นอนเมื่อโค้งงอ ในบรรดาโลหะผสมทั้งหมด ทังสเตนเป็นโลหะที่แข็งที่สุด โดยมีมากถึง 411 GPa แม้จะอยู่ในรูปแบบที่บางที่สุด ทังสเตนก็โค้งงอได้ยาก ดังนั้นจึงมีแนวโน้มที่จะแตกเหมือนแก้ว โลหะที่แข็งเป็นอันดับสองคือทองแดงเบริลเลียม 304GPa โครเมียมเป็นวัสดุที่พบในเพชรและอัญมณีอื่นๆ โดยอยู่ในอันดับที่สามด้วยเกรด 279 GPa เหล็กดัดและโคบอลต์ทั้งคู่มี 211 GPa ที่ 210GPa คุณมีแผ่นโลหะทั่วไปหลายประเภท เช่น เหล็ก สแตนเลส โคบอลต์ และนิกเกิล ดังที่คุณทราบ โลหะส่วนใหญ่ถือว่าแข็งมาก แต่ดังที่กล่าวไว้ข้างต้น โลหะบางชนิดไม่ได้แข็งเท่ากับโลหะชนิดอื่น
บทสรุป
ปัจจัย K หรือที่เรียกว่าปัจจัยรัศมีโค้งงอ อธิบายถึงแนวโน้มของวัสดุที่จะยืดตัวบนพื้นผิวด้านนอกและบีบอัดบนพื้นผิวด้านในระหว่างการดัดงอ
การคำนวณค่า K-factor ที่เหมาะสมเป็นสิ่งสำคัญในการกำหนดตำแหน่งแกนกลางและลดข้อบกพร่องที่อาจเกิดขึ้น เช่น การแตกร้าวหรือรอยยับ
ค่าเผื่อการโค้งงอหมายถึงวัสดุเพิ่มเติมที่จำเป็นเพื่อรองรับรัศมีการโค้งงอ ป้องกันการยืดหรือการบีบอัดของวัสดุมากเกินไป
การคำนวณค่าเผื่อการโค้งงอที่แม่นยำเป็นสิ่งสำคัญเพื่อให้แน่ใจว่าขนาดชิ้นส่วนสุดท้ายจะสอดคล้องกับข้อกำหนดเฉพาะของการออกแบบ
ในทางกลับกัน การหักงอจะชดเชยผลกระทบจากการสปริงกลับของวัสดุ ซึ่งส่วนที่โค้งงอมีแนวโน้มที่จะไม่โค้งงอบางส่วนหลังจากขจัดแรงดัดงอออกไปแล้ว
การบัญชีสำหรับการหักงอเป็นสิ่งสำคัญเพื่อให้ได้มุมโค้งที่ต้องการและรักษาความแม่นยำของมิติ
ด้วยการทำความเข้าใจและนำปัจจัยสำคัญเหล่านี้ไปใช้อย่างเหมาะสม คุณจะสามารถปรับกระบวนการดัดงอให้เหมาะสม ลดการสูญเสียวัสดุ และผลิตส่วนประกอบโค้งงอคุณภาพสูงที่ตรงตามข้อกำหนดที่เข้มงวดที่สุดได้อย่างสม่ำเสมอ




