ปัจจุบันเทคโนโลยีการประมวลผลที่ชาญฉลาดและยืดหยุ่นได้กลายเป็นสิ่งที่ผู้ผลิตแปรรูปโลหะแผ่นระดับสูงแสวงหาและปรารถนา ดังนั้นหุ่นยนต์ดัดโค้งจึงถือกำเนิดขึ้นในสภาพแวดล้อมของตลาดนี้
สารบัญ
การวิเคราะห์สถานการณ์ปัจจุบันของเทคโนโลยีการดัดโลหะแผ่น
ในอุตสาหกรรมโลหะแผ่น ปัจจุบันบริษัทส่วนใหญ่ดำเนินกระบวนการดัดแบบดั้งเดิม ในกระบวนการผลิตเนื่องจากความหลากหลาย ข้อกำหนด และผลิตภัณฑ์ชุดเล็กหลายรายการ เบรกกดไฮดรอลิก เครื่องจักร และผู้ปฏิบัติงานดัดโลหะแผ่นที่มีทักษะและประสบการณ์จำนวนมากยังคงต้องการการดัดชิ้นงานให้เสร็จสมบูรณ์
อย่างไรก็ตามในทางปฏิบัติ มีปัญหาดังนี้
- ประการแรก เนื่องจากผู้ปฏิบัติงานทำงานเป็นเวลานาน ความอดทนจึงไม่คงอยู่ ส่งผลให้ตำแหน่งสูงและต่ำของชิ้นงานที่วางในแต่ละครั้งไม่สอดคล้องกัน
- ประการที่สอง ผู้ปฏิบัติงานไม่รักษาความมั่นคงเหมือนหุ่นยนต์ ดังนั้นจึงไม่สามารถรับประกันขนาดและความแม่นยำในการดัดงอของชิ้นงานที่โค้งงอได้เนื่องจากอิทธิพลของแรงคน ส่งผลให้ผลิตภัณฑ์สำเร็จรูปมีคุณภาพต่ำ
- ประการที่สาม เมื่อเผชิญกับชิ้นงานขนาดใหญ่ โดยทั่วไปต้องใช้ผู้ปฏิบัติงาน 3-4 คนเพื่อจัดการและดำเนินการให้เสร็จสิ้น และความยากลำบากในการสรรหาพนักงานและต้นทุนสูงเป็นปัญหาที่องค์กรต้องเผชิญ
- ประการที่สี่ ไม่ปลอดภัยสำหรับผู้ปฏิบัติงานในการทำงานตามกระบวนการดัดแบบเดิมๆ มีอันตรายด้านความปลอดภัยอย่างมากเมื่อยกชิ้นงาน ซึ่งสามารถนำไปสู่อุบัติเหตุจากการทำงานได้ง่าย
ในปัจจุบัน แม้ว่าการผลิตและความแม่นยำของเบรกกดจะดีขึ้นอย่างมากเมื่อเทียบกับในอดีต แต่ก็ยังมีช่องว่างที่สำคัญระหว่างข้อกำหนดในปัจจุบันและการผลิตอัจฉริยะ
ในแง่ของการผลิตอัจฉริยะ การปรับแต่งส่วนบุคคล การขยายบริการที่มุ่งเน้น และการทำงานร่วมกันผ่านเครือข่าย ยังคงจำเป็นต้องมีนวัตกรรมและการพัฒนาร่วมกันในสาขาย่อยของการผลิตอุปกรณ์โลหะแผ่นและด้านอุปสงค์ นวัตกรรมและการส่งเสริมการประยุกต์ใช้นี้ถือเป็นการปรับปรุงและปลดปล่อยประสิทธิภาพการผลิตอีกประการหนึ่ง
ปัญหาจำเป็นต้องได้รับการแก้ไขในอุตสาหกรรมดัดโลหะแผ่นแบบดั้งเดิม
การดัดงอแบบดั้งเดิมในอุตสาหกรรมโลหะแผ่นจำเป็นต้องแก้ไขปัญหาต่อไปนี้:
- กระบวนการดัดแบบดั้งเดิมไม่สามารถบรรลุผลได้หลากหลาย ในปริมาณน้อย และการสลับที่รวดเร็ว
- การดัดชิ้นงานที่มีความแม่นยำสูงในอุตสาหกรรมโลหะแผ่นมีความแม่นยำต่ำและคุณภาพไม่เสถียร
- ผู้ดำเนินการดัดโลหะแผ่นมีน้อย และความเข้มแรงงานของคนงานสูง
- ต้นทุนบุคลากร อันตรายด้านความปลอดภัย โครงร่างกระบวนการ การจัดการและการปฏิบัติการ
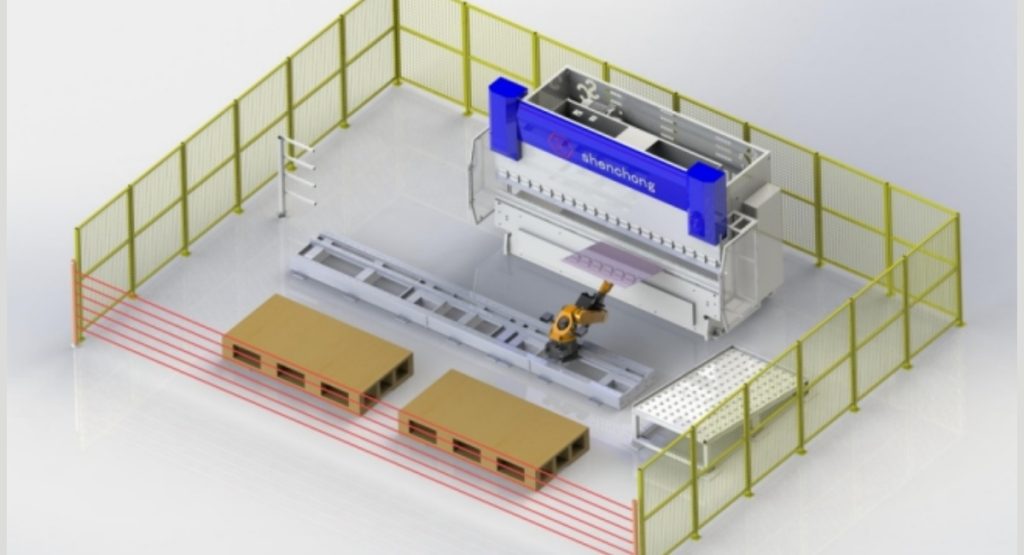
ปัญหาข้างต้นสามารถแก้ไขได้โดยการเลือกหน่วยดัดโค้งของหุ่นยนต์อัจฉริยะ ซึ่งประกอบด้วย: ซีเอ็นซี กดเบรก เครื่องจักร, หุ่นยนต์ 6 แกนและรางนำ 7 แกน, สถานีให้อาหาร, อุปกรณ์แยกแผ่นแม่เหล็ก, โต๊ะทำงานกำหนดตำแหน่งล่วงหน้า, กลไกการพลิกแผ่น, มือจับป้อน, ซ้อนผลิตภัณฑ์สำเร็จรูป, คลังแม่พิมพ์, ซอฟต์แวร์การเขียนโปรแกรมออฟไลน์, ซอฟต์แวร์โปรแกรมพารามิเตอร์, การดัดงอการพัฒนาขั้นที่สอง ซอฟต์แวร์และบริการเสริม
องค์ประกอบของหน่วยดัดหุ่นยนต์
เบรกกดไฮดรอลิก CNC ที่มีหุ่นยนต์เป็นส่วนประกอบหลักในการดำเนินการคือการผสมผสานอุปกรณ์อัตโนมัติขั้นสูง ซึ่งมีข้อดีคือมีประสิทธิภาพสูง คุณภาพสูง และมีความยืดหยุ่นสูง
ในเครื่องดัดงอแบบยืดหยุ่น การเลือกส่วนประกอบที่เหมาะสมร่วมกันสามารถให้การสนับสนุนประสิทธิภาพและความยืดหยุ่นในการดัดได้ดียิ่งขึ้น ความแม่นยำในการดัดขึ้นอยู่กับความแม่นยำของเครื่องกดเบรก ความแม่นยำในการวางตำแหน่งของหุ่นยนต์ดัด และการควบคุมการทำงานร่วมกันระหว่างหุ่นยนต์และเครื่องเบรกดัด
ความยากในการควบคุมการทำงานร่วมกันอยู่ที่ความเร็วที่ตรงกันระหว่างหุ่นยนต์กับเครื่องกดเบรก รวมถึงวิถีการวิ่งของหุ่นยนต์ที่รองรับชิ้นงาน ผลการติดตามผลที่ไม่ดีจะส่งผลร้ายแรงต่อผลการขึ้นรูปมุมโค้งและความเรียบของพื้นผิวบอร์ด ซึ่งจะส่งผลต่อคุณภาพของผลิตภัณฑ์สำเร็จรูป
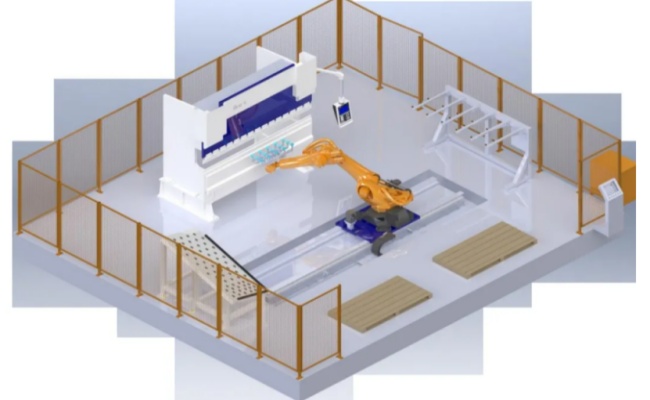
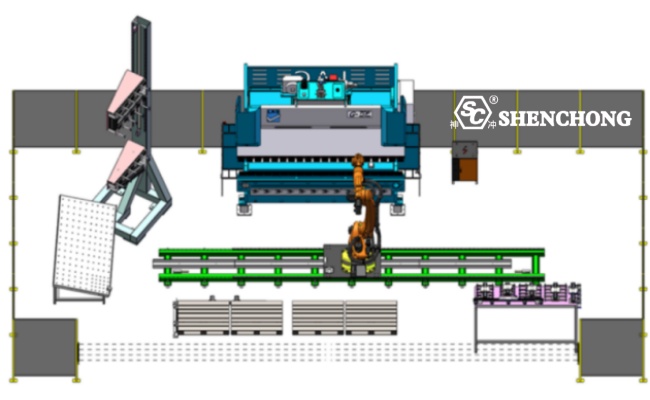
ดังแสดงในรูปด้านล่าง หน่วยประมวลผลการดัดงอมาตรฐานประกอบด้วยหุ่นยนต์และเบรกกดไฮดรอลิก CNC เป็นแกนหลัก โดยมีกริปเปอร์ โต๊ะโหลด โต๊ะขนถ่าย โต๊ะทำงานวางตำแหน่ง เฟรมพลิก อุปกรณ์เปลี่ยนกริปเปอร์ และเซ็นเซอร์ตรวจจับต่างๆ เป็นตัวเสริม ส่วนประกอบ
ชิ้นส่วนหลักของ Robotic Press Brake
ด้ามจับคือ “มือ” ที่หุ่นยนต์ใช้เพื่อทดแทนแรงงานคนและหยิบและวางชิ้นงาน มือจับของหุ่นยนต์ดัดงอมักจะประกอบด้วยถ้วยดูดหลายใบที่ติดตั้งอยู่บนโครงโลหะ
แพลตฟอร์มการขนถ่ายมักจะใช้พาเลทแบบเรียงซ้อน และยังมีหน่วยที่ใช้สายพานลำเลียงหรือลูกกลิ้งในการขนส่งวัตถุดิบและผลิตภัณฑ์สำเร็จรูป กระดานที่มีน้ำมันเป็นส่วนประกอบหลักมีแนวโน้มที่จะเกิดการยึดเกาะ ซึ่งอาจทำให้กระดานหลายแผ่นถูกหยิบขึ้นมาในคราวเดียว สามารถติดตั้งอุปกรณ์แยกต่างๆ (เช่น อุปกรณ์แยกแม่เหล็ก) และเซ็นเซอร์ตรวจจับได้ติดกับโต๊ะป้อนอาหารเพื่อให้แน่ใจว่าแผงยึดเป็นแผ่นเดียว
โต๊ะทำงานวางตำแหน่งเป็นแท่นเอียงและมีขอบกั้น โดยมีลูกบอลที่ยกขึ้นเล็กน้อยกระจายอยู่บนพื้นผิวโต๊ะ หุ่นยนต์จะขนย้ายแผ่นเหล็กไปยังโต๊ะวางตำแหน่ง และแผ่นจะเลื่อนไปที่ขอบอย่างอิสระเนื่องจากแรงโน้มถ่วง เนื่องจากตำแหน่งคงที่และขอบของโต๊ะวางตำแหน่ง เมื่อหุ่นยนต์จับบอร์ดอีกครั้ง ตำแหน่งของบอร์ดและมือจับจึงได้รับการแก้ไขอย่างแม่นยำ โดยเป็นข้อมูลอ้างอิงสำหรับขั้นตอนการดัดถัดไป
กรอบพลิกเป็นกรอบตายตัวสำหรับอุปกรณ์จับยึด เมื่อหุ่นยนต์จำเป็นต้องนำชิ้นงานออกจากตำแหน่งอื่น หุ่นยนต์สามารถวางชิ้นงานบนเฟรมพลิกเพื่อแก้ไข จากนั้นหุ่นยนต์ก็สามารถจับชิ้นงานในตำแหน่งใหม่ได้อีกครั้ง ในบางโอกาสพิเศษ สามารถใช้แม่พิมพ์เครื่องดัดเพื่อจับยึดชิ้นงานและเปลี่ยนตำแหน่งการจับได้
ขั้นตอนการทำงานของหน่วยประมวลผลการดัดด้วยหุ่นยนต์
งานของหน่วยประมวลผลการดัดส่วนใหญ่แบ่งออกเป็นหกกระบวนการ: การโหลด การหยิบ การจัดกึ่งกลาง การพลิก การดัด และการเรียงซ้อน
- การโหลด: วางปึกเพลตทั้งหมดที่ต้องดำเนินการบนแท่นโหลดด้วยตนเอง และติดตั้งสวิตช์ตรวจจับเพลทบนแท่นโหลดเพื่อป้องกันไม่ให้หุ่นยนต์จับถาดหลังจากประมวลผลเพลตทั้งหมดแล้ว
- การหยิบ: หุ่นยนต์วิ่งไปยังตำแหน่งของโต๊ะป้อนอาหารและตรวจจับความสูงของกระดานผ่านเซ็นเซอร์อัลตราโซนิกที่ติดตั้งบนมือจับ จากข้อมูลการตรวจจับ มันจะวิ่งไปยังตำแหน่งที่เหมาะสมเพื่อหยิบกระดานโดยอัตโนมัติ หลังจากจับกระดานแล้ว ความหนาของกระดานจะถูกวัดผ่านอุปกรณ์วัดความหนา เพื่อหลีกเลี่ยงข้อผิดพลาดในการประมวลผลที่เกิดจากการหยิบกระดานหลายแผ่นในคราวเดียว หลังจากผ่านการวัดความหนาแล้ว ก็พร้อมจัดตำแหน่ง
- การวางตำแหน่งตรงกลาง: หุ่นยนต์วิ่งไปยังตำแหน่งโต๊ะวางตำแหน่ง วางแผ่นโลหะบนโต๊ะวางตำแหน่งเพื่อการวางตำแหน่งที่แม่นยำ และหลังจากการวางตำแหน่งเสร็จสิ้น ให้จับแผ่นโลหะอีกครั้งและเตรียมสำหรับการดัด

- การพลิก: พิจารณาว่าจะใช้เฟรมการพลิกตามความต้องการของกระบวนการหรือไม่ หากจำเป็น ให้รันหุ่นยนต์ไปยังตำแหน่งเฟรมพลิก วางแผ่นโลหะบนเฟรมพลิก ปล่อยแผ่นโลหะและหลีกเลี่ยง หลังจากพลิกเสร็จแล้วให้จับแผ่นโลหะ
- การดัด: หุ่นยนต์วิ่งไปยังตำแหน่งของเครื่องดัด รีดแผ่นโลหะให้เรียบลงบนแม่พิมพ์ด้านล่างของเครื่องดัด และระบุตำแหน่งอย่างแม่นยำผ่านเซ็นเซอร์นิ้วด้านหลังของเครื่องดัด หลังจากการวางตำแหน่งเสร็จสิ้น หุ่นยนต์จะส่งสัญญาณการโค้งงอไปยังเบรกกด CNC และร่วมมือกับเครื่องดัดเพื่อดำเนินการดัดให้เสร็จสมบูรณ์เพื่อพิจารณาว่าจำเป็นต้องงออีกครั้งหรือไม่ และตัดสินใจว่าจะทำการดัดต่อไปหรือไม่ การดัดเป็นจุดเชื่อมต่อที่สำคัญ และความยากทางเทคนิคของการดัดนั้นอยู่ที่การทำงานร่วมกันระหว่างหุ่นยนต์กับเครื่องดัด ซึ่งก็คือ การดัดตาม เมื่อหุ่นยนต์หนีบหรือรองรับการดัดของแผ่นโลหะ แผ่นโลหะจะเสียรูป และหุ่นยนต์จำเป็นต้องเคลื่อนที่ตามแผ่นโลหะในลักษณะโค้งเป็นวงกลมตามอัลกอริธึมวิถีการเคลื่อนที่เฉพาะ และรักษาตำแหน่งที่ค่อนข้างคงที่กับแผ่นโลหะเสมอ .
- การวางซ้อน: เมื่อหุ่นยนต์วิ่งไปยังตำแหน่งของโต๊ะขนถ่าย จะมีการดำเนินการต่างๆ ของกระบวนการซ้อนเนื่องจากความแตกต่างในการขึ้นรูปชิ้นงาน เช่น การซ้อนเมทริกซ์แบบธรรมดา การซ้อนแบบข้ามชั้นเดียวและสองชั้น และการซ้อนแบบประสานไปข้างหน้าและย้อนกลับ
ลักษณะทางเทคนิคของหน่วยดัดหุ่นยนต์
การออกแบบและพัฒนา
การวิจัยและพัฒนาการออกแบบการดัดด้วยหุ่นยนต์มุ่งเน้นไปที่ความต้องการส่วนบุคคลและการปรับแต่งของผู้ใช้ โดยคำนึงถึงความต้องการและเป้าหมายของลูกค้าเป็นอันดับแรก ผู้ผลิตหุ่นยนต์ดัดโค้งจำเป็นต้องปฏิบัติตามสิ่งต่อไปนี้ก่อนที่จะระบุโซลูชันหุ่นยนต์ดัดงอ:
- ดำเนินการแลกเปลี่ยนทางเทคนิคโดยละเอียดกับลูกค้าในการพัฒนาโซลูชันทางเทคนิคแต่ละรายการ
- ดำเนินการวิเคราะห์การจำลองด้วยคอมพิวเตอร์บนแบบการประมวลผลชิ้นงานที่ลูกค้าจัดเตรียมไว้
- ดำเนินการทดสอบตัวอย่างนอกสถานที่กับชิ้นงานทั่วไปของลูกค้า
- จำแนกและวิเคราะห์ชิ้นงานของลูกค้าและประมวลผลข้อมูล
หลังจากยืนยันเสร็จสิ้นงานตามขั้นตอนข้างต้นแล้ว จะมีการจัดทำแผนทางเทคนิค หลังจากที่ลูกค้าอนุมัติแผนทางเทคนิคและแบบแผนแล้ว จะมีการดำเนินการออกแบบที่ครอบคลุม
หน่วยดัดโค้งด้วยหุ่นยนต์ SC ใช้การออกแบบ 3D ขั้นสูงในแง่ของวัสดุ โครงสร้าง เซ็นเซอร์ การชดเชยแบบเรียลไทม์ การติดตามผล การวัดมุมด้วยเลเซอร์ การเปลี่ยนแม่พิมพ์อัตโนมัติ การเปลี่ยนกริปเปอร์อัตโนมัติ ซอฟต์แวร์และการควบคุม การโปรแกรมพาราเมตริก การโปรแกรมออฟไลน์ การจัดการการผลิต ซอฟต์แวร์และเทคโนโลยีการควบคุมบัส ซึ่งทั้งหมดนี้นำมาใช้และใช้ซอฟต์แวร์และฮาร์ดแวร์แบรนด์ชั้นนำระดับสากล ในส่วนของการออกแบบตัวเครื่องดัดนั้น ซอฟต์แวร์การออกแบบและวิธีการที่ทันสมัยที่สุดในโลกถูกนำมาใช้ในการวิเคราะห์กลศาสตร์โครงสร้าง ด้วยประสบการณ์หลายปีในการออกแบบและความเข้าใจลักษณะโครงสร้างของโครงเครื่องดัด การวิเคราะห์ไฟไนต์เอลิเมนต์ได้ดำเนินการบนจุดแรงแต่ละจุด เพื่อให้ได้การวิเคราะห์ทางกลของไหล่ด้านข้าง คานขวางด้านบน คานขวางด้านล่าง และคานขวางด้านล่างของเครื่องดัดอย่างเต็มรูปแบบ มั่นใจในความสมเหตุสมผล ความน่าเชื่อถือ และความเสถียรของการออกแบบเครื่องมือกล
การออกแบบหน่วยดัดโค้งของหุ่นยนต์มีจุดมุ่งหมายเพื่อให้บรรลุแนวคิดผลิตภัณฑ์อัจฉริยะโดยใช้เทคโนโลยีล่าสุด (ซอฟต์แวร์ ฮาร์ดแวร์) สำหรับการแลกเปลี่ยนข้อมูลแบบเรียลไทม์ การชดเชย และการติดตามการดัดงอในระหว่างกระบวนการผลิต ปัญหาหลักที่ได้รับการแก้ไขและผลลัพธ์ที่ได้คือ:
(1) แก้ไขปัญหากระบวนการในการผลิตโลหะแผ่นแบบกำหนดเอง และแก้ไขปัญหาการผลิตแบบสลับอย่างรวดเร็วของผลิตภัณฑ์หลายรายการ ชุดเล็ก (5-10 ชิ้น) และชิ้นส่วนหลากหลายในอุตสาหกรรมลิฟต์
(2) แก้ไขปัญหาคุณภาพผลิตภัณฑ์ที่ไม่เสถียร ความแม่นยำของชิ้นส่วนต่ำ และความสม่ำเสมอของผลิตภัณฑ์ไม่ดี
(3) แก้ไขปัญหาประสิทธิภาพการผลิตต่ำ รูปแบบการผลิตที่ไม่สมเหตุสมผล และเส้นทางกระบวนการ
(4) แก้ไขปัญหาการสรรหาบุคลากรที่ยากลำบาก ต้นทุนแรงงานสูง และความเข้มแรงงานสูงในการดัดด้วยมือ
(5) ปรับปรุงความแม่นยำในการโค้งงอและระบบอัตโนมัติ เพิ่มขีดความสามารถด้านการผลิตอัจฉริยะระดับองค์กร และปรับปรุงเอฟเฟกต์ภาพของการเยี่ยมชมของลูกค้า
เทคโนโลยีติดตามผลการดัด
ในระหว่างกระบวนการดัดงอ หน่วยดัดหุ่นยนต์ SC สามารถติดตามและปรับชิ้นงานที่มีขนาดและความหนาของแผ่นที่แตกต่างกันโดยอัตโนมัติตามความเร็วการทำงานของแถบเลื่อนเครื่องเบรกดัด เทคโนโลยีนี้ดำเนินการโดยชุดซอฟต์แวร์แอปพลิเคชันการดัดหุ่นยนต์เฉพาะทางของ SC SHENCHONG
เทคโนโลยีการวัดมุมด้วยเลเซอร์
ระบบการวัดมุม AMS ใช้ระบบการวัดมุมเลเซอร์แบบวงปิดทางออนไลน์ ในระหว่างกระบวนการดัดงออัตโนมัติของหุ่นยนต์ โปรแกรมการใช้งานอัตโนมัติของ AMS และระบบการวัดมุมอัตโนมัติพร้อมอุปกรณ์วัดมุมด้วยเลเซอร์ในตัวจะทำงานร่วมกับระบบ SHENCHONG เพื่อรับประกันความแม่นยำของมุมดัด ลักษณะสำคัญคือ:
(1) การตรวจจับมุมการดัดของชิ้นงานหลังจากดีดกลับผ่านเลเซอร์ออนไลน์
(2) ระบบตรวจจับแรงจะคำนวณจำนวนการเด้งกลับของการดัดโดยอัตโนมัติ
(3) ความลึกของชิ้นส่วนสามารถปรับได้โดยอัตโนมัติตามความกว้างของแม่พิมพ์ด้านล่าง
(4) ด้วยระบบการวัดแบบออนไลน์ของมุมเลเซอร์แบบวงปิด ทำให้มั่นใจได้ว่าอัตราผลตอบแทนการดัดงอจะอยู่ที่มากกว่า 99.5%
การเปลี่ยนมือจับหุ่นยนต์อัตโนมัติ (ATC) และการเปลี่ยนเครื่องมือกดเบรก
มือจับหุ่นยนต์อัตโนมัติ (ATC) และ เครื่องมือกดเบรก การเปลี่ยนแปลงเป็นวิธีการทำงานที่ชาญฉลาดและเป็นอัตโนมัติในสาขาโลหะแผ่น ซึ่งประกอบด้วยซอฟต์แวร์การเปลี่ยนแม่พิมพ์อัตโนมัติ หุ่นยนต์ และไลบรารีแม่พิมพ์ เมื่อติดตั้งระบบเปลี่ยนแม่พิมพ์อัตโนมัติ ศูนย์การดัดที่แม่นยำสามารถโค้งงอผลิตภัณฑ์ต่างๆ ในปริมาณเล็กน้อยได้โดยอัตโนมัติและแบบสุ่ม ด้วยการใช้ฟังก์ชันการเปลี่ยนแม่พิมพ์อัตโนมัติ แม่พิมพ์ในเครื่องดัดงอจึงไม่ใช่ปัจจัยจำกัดอีกต่อไป และสามารถแปรรูปได้โดยบุคลากรที่ไม่มีคนควบคุมตลอดทั้งกระบวนการ มือจับของอุปกรณ์กลไกอัตโนมัติของหุ่นยนต์สามารถเปลี่ยนแม่พิมพ์ได้อย่างรวดเร็วและสามารถโค้งงอส่วนประกอบชุดถัดไปได้ตลอดเวลา
ซอฟต์แวร์เปลี่ยนเครื่องมือกดเบรกอัตโนมัติ
ลักษณะสำคัญของซอฟต์แวร์เปลี่ยนแม่พิมพ์อัตโนมัติคือ:
(1) ผู้ใช้สามารถดูสถานะปัจจุบันของทั้งระบบได้ทันทีผ่านอินเทอร์เฟซแบบกราฟิกของไฟล์แนบ ที่ด้านขวาของอินเทอร์เฟซ จะมีกราฟิกแสดงสถานะของแม่พิมพ์ ซึ่งแบ่งตำแหน่งปัจจุบันของแม่พิมพ์เหล่านี้
(2) ส่วนต่อประสานทั้งหมดรวมถึงพื้นที่เจาะบนที่โค้งงอ พื้นที่แม่พิมพ์ล่างที่โค้งงอ และคลังแม่พิมพ์ การแสดงแม่พิมพ์จะเป็นไปตามขนาดของแม่พิมพ์และตำแหน่งของเวิร์กสเตชันที่ยึดไว้
(3) แยกแยะแม่พิมพ์บนและล่างด้วยสีที่ต่างกัน ที่มุมซ้ายบนของอินเทอร์เฟซ มีคำอธิบายโดยละเอียดของแม่พิมพ์ที่ติดตั้งบนเครื่องดัด สองส่วน: ส่วนแรกอธิบายแม่พิมพ์ด้านบน และอีกส่วนอธิบายแม่พิมพ์ด้านล่าง โดยอธิบายแม่พิมพ์ที่ยึดด้วยรหัสประจำตัวและตำแหน่งที่มีอยู่
เทคโนโลยีการดัดตามลำดับ CNC
เทคโนโลยีการดัดตามลำดับ CNC เป็นระบบควบคุมการดัดที่มีความแม่นยำสูง เหมาะสำหรับการตัดเฉือนชิ้นงานที่มีข้อกำหนดด้านความคลาดเคลื่อนของรูปร่างและตำแหน่ง อุปกรณ์ประกอบด้วยชุดระบบปฏิบัติการอุปกรณ์ผลักด้านหน้า CNC สองชุดพร้อมราง การกระจัดจะถูกส่งและป้อนกลับโดยเซ็นเซอร์ และการทำงานทั้งหมดจะถูกควบคุมโดยระบบ CNC แกนควบคุมประกอบด้วย X3 \ X4 และ Z3 \ Z4 ด้วยการกำหนดค่าอุปกรณ์ผลักด้านหน้า CNC แบบดิสเพลสเมนต์และตัวหยุดด้านหลังสำหรับการดัด แม้ว่าขนาดชิ้นงานจะสูงถึง ± 1 มม. ก็สามารถรับประกันได้อย่างง่ายดายว่าขนาดหลักอยู่ภายในข้อผิดพลาดที่ควบคุมได้ ซึ่งช่วยเพิ่มความแม่นยำและประสิทธิภาพของชิ้นงาน
ซอฟต์แวร์และการควบคุม
ในหน่วยดัดโค้งของหุ่นยนต์ เราใช้ซอฟต์แวร์การเขียนโปรแกรมแบบพาราเมตริก ซอฟต์แวร์การเขียนโปรแกรมออฟไลน์ และซอฟต์แวร์การจัดการการผลิต ในเวลาเดียวกัน เราได้พัฒนาการติดตามผลการดัดครั้งที่สอง การเปลี่ยนแม่พิมพ์อัตโนมัติ การเปลี่ยนมือจับอัตโนมัติ การเรียงซ้อนแบบยืดหยุ่น การชดเชยแบบเรียลไทม์ การค้นหาขอบแผ่น เทคโนโลยีการพลิกแบบยืดหยุ่น และเทคโนโลยีการควบคุมบัส สามารถตอบสนองความต้องการทางเทคนิคและซอฟต์แวร์ของลูกค้าที่หลากหลายสำหรับการดัดโลหะแผ่นได้อย่างมาก
ปัญหาและวิธีแก้ปัญหาการดัดด้วยหุ่นยนต์
เมื่อเราใช้ เบรกกดหุ่นยนต์ สำหรับการดัดโลหะแผ่น เราอาจเจอปัญหาเล็กๆ น้อยๆ ที่เราไม่รู้ว่าจะแก้ไขหรือหลีกเลี่ยงอย่างไร ด้านล่างนี้ SC SHENCHONG ได้รวบรวมปัญหา 5 ประการที่หุ่นยนต์มีแนวโน้มที่จะเผชิญ และให้แนวทางแก้ไขที่เกี่ยวข้อง
หลังจากทำให้ขอบด้านยาวเรียบขึ้นแล้ว ก็จะมีการยกขึ้น
การวิเคราะห์สาเหตุ: เนื่องจากขอบยาวกว่าที่ต้องทำให้แบนจึงไม่มีการกดแน่นระหว่างการแบนส่งผลให้ปลายแบนและบิดเบี้ยว สถานการณ์นี้มีความเกี่ยวข้องอย่างใกล้ชิดกับตำแหน่งที่ราบเรียบ ดังนั้นจึงเป็นสิ่งสำคัญที่จะต้องใส่ใจกับตำแหน่งที่ราบเรียบเมื่อทำการทำให้ราบเรียบ
- ก่อนจะดัดให้งอมุมก่อนแล้วจึงทำให้เรียบ
- การราบเรียบทีละขั้นตอน: ขั้นแรกกดปลายเพื่องอขอบราบลง เกลี่ยฐานให้เรียบ
เมื่อเปลี่ยนเครื่องมือกดเบรก ขนาดการตัดเฉือนจะเปลี่ยนไป
การวิเคราะห์สาเหตุ: เนื่องจากแรงบีบไปข้างหน้าบนชิ้นงานในระหว่างกระบวนการตัดเฉือน ชิ้นงานจึงเคลื่อนที่ไปข้างหน้า ส่งผลให้ขนาดมุมคายเศษเล็ก L ที่ด้านหน้าเพิ่มขึ้น
สารละลาย:
- บดบริเวณที่แรเงาในภาพออก โดยปกติแล้วเราจะแต่งหน้าให้มากที่สุดเท่าที่จะมีความแตกต่าง
- บดชิ้นส่วนที่วางตำแหน่งเองทั้งหมดของแม่พิมพ์แบบง่ายออก และใช้เกจคงที่สำหรับการวางตำแหน่ง
ขนาดรวมของวัสดุตัด (หมายถึงการกางออก) เล็กเกินไปหรือใหญ่เกินไป ซึ่งไม่ตรงกับพื้นผิววงกลม
การวิเคราะห์สาเหตุ:
- ข้อผิดพลาดในการใช้งานทางวิศวกรรม
- ขนาดการตัดไม่ถูกต้อง
สารละลาย:
ขึ้นอยู่กับทิศทางของการเบี่ยงเบน จำนวนรวมของการเบี่ยงเบนขึ้น และจำนวนเครื่องมือดัดงอ คำนวณการจัดสรรสำหรับการโค้งงอแต่ละครั้ง หากเกณฑ์ความคลาดเคลื่อนของการจัดสรรที่คำนวณได้อยู่ภายในช่วงพิกัดความเผื่อ ชิ้นงานจะยอมรับได้
หากขนาดใหญ่เกินไป สามารถใช้ร่อง V ขนาดเล็กในการประมวลผลได้
หากมีขนาดเล็กเกินไป สามารถใช้ร่อง V ขนาดใหญ่ในการประมวลผลได้
หลังจากที่หุ่นยนต์ดัดดึงรูและเกี่ยวเข้ากับร่องและเดือย มันจะขยายหรือแตก หรือร่องและเดือยไม่แน่นจนทำให้เกิดการเสียรูป
การวิเคราะห์สาเหตุ:
- สาเหตุที่ร่องไม่แน่นเกิดจากการขยายรูไม่เพียงพอ
- การเสียรูปเกิดจากการไม่ตรงแนวของรูหรือการใช้ร่องและข้อต่อเดือยที่ไม่ถูกต้อง
สารละลาย:
- เลือกหมัดที่มีมุม R ขนาดใหญ่ และให้ความสนใจกับครีบรอบๆ รูเมื่อดึงและพลิกกลับ
- เพิ่มแรงกดบนรูสลัด ลึกลงไป และใช้หมัด R-angle ขนาดใหญ่แทน
- เปลี่ยนวิธีใช้ร่องร่องและสาเหตุของการไม่ตรงแนวของรู
บทสรุป
ด้วยการปรับปรุงโดยรวมของอุตสาหกรรมเครื่องจักรกล อุตสาหกรรมการผลิตโลหะแผ่นจะมีข้อกำหนดใหม่สำหรับอุปกรณ์การผลิต ท้ายที่สุดแล้ว ผู้ใช้จะชื่นชอบอุปกรณ์ที่สามารถช่วยให้ผู้ใช้แก้ปัญหาได้ หน่วยดัดหุ่นยนต์ SC มีวิธีการผลิตที่เหมาะกับลูกค้า ผสมผสานฮาร์ดแวร์และซอฟต์แวร์ได้ดีที่สุด และเหมาะสำหรับลูกค้าที่มีหลายพันธุ์ มีการผลิตเป็นชุดขนาดเล็ก การสลับอย่างรวดเร็ว และไม่จำเป็นต้องทดลองผลิตชิ้นแรก




