
สารบัญ
ความสัมพันธ์ระหว่างความเร็ว พลังของการเชื่อมด้วยเลเซอร์ และความหนาของวัสดุมีความสำคัญอย่างยิ่งต่อการกำหนดคุณภาพและประสิทธิภาพของกระบวนการเชื่อม ปัจจัยทั้งสามประการนี้ ได้แก่ ความเร็วในการเชื่อม พลังของเลเซอร์ และความหนาของวัสดุที่จะเชื่อม ล้วนมีความสัมพันธ์กันและต้องได้รับการปรับให้เหมาะสมเพื่อให้ได้รอยเชื่อมที่แข็งแรงและปราศจากข้อบกพร่อง การทำความเข้าใจถึงปฏิสัมพันธ์ระหว่างปัจจัยเหล่านี้ถือเป็นสิ่งสำคัญสำหรับอุตสาหกรรมต่างๆ เช่น ยานยนต์ อวกาศ และการผลิต ซึ่งความแม่นยำและความสมบูรณ์ของวัสดุเป็นสิ่งสำคัญที่สุด
บทนำเบื้องต้นเกี่ยวกับเครื่องเชื่อมเลเซอร์
เครื่องเชื่อมเลเซอร์ ใช้พัลส์เลเซอร์พลังงานสูงในการให้ความร้อนวัสดุในพื้นที่ขนาดเล็ก ทำให้วัสดุหลอมละลายผ่านการนำความร้อนและเชื่อมได้ หลักการทำงานหลักๆ เกี่ยวข้องกับประเด็นต่อไปนี้:
- การโฟกัสด้วยแสง: เครื่องเชื่อมเลเซอร์ใช้ลำแสงเลเซอร์ที่สร้างขึ้นโดยเลเซอร์เพื่อโฟกัสพลังงานเลเซอร์ไปที่จุดเชื่อมผ่านส่วนประกอบออปติก เช่น เลนส์หรือกระจก
- การนำความร้อน: เมื่อฉายลำแสงเลเซอร์ลงบนพื้นผิวชิ้นงาน พลังงานเลเซอร์จะถูกดูดซับและแปลงเป็นพลังงานความร้อน พลังงานความร้อนจะค่อย ๆ ถ่ายโอนไปตามส่วนที่เป็นสื่อนำไฟฟ้าของรอยเชื่อมผ่านการนำความร้อน ส่งผลให้อุณหภูมิสูงขึ้น
- การหลอมละลายและการผสม: เมื่อพื้นผิวโลหะถูกทำให้ร้อนเพียงพอ โลหะจะเริ่มหลอมละลายและก่อตัวเป็นแอ่งหลอมละลาย ภายใต้การกระทำของลำแสงเลเซอร์ แอ่งหลอมละลายจะแพร่กระจายอย่างรวดเร็วและผสมเข้าด้วยกัน ทำให้สามารถเชื่อมต่อข้อต่อโลหะได้
- การทำความเย็นและการแข็งตัว: หลังจากหยุดการฉายลำแสงเลเซอร์แล้ว แอ่งที่หลอมละลายจะค่อยๆ เย็นลงและสร้างรอยเชื่อมระหว่างกระบวนการแข็งตัว ในระหว่างกระบวนการแข็งตัว โมเลกุลของโลหะจะเรียงตัวและตกผลึกใหม่ ทำให้เกิดรอยเชื่อมที่แข็งแรง
ข้อดีของเครื่องเชื่อมเลเซอร์
- ความแม่นยำสูง: สามารถบรรลุความแม่นยำในการเชื่อมระดับไมครอน เหมาะอย่างยิ่งสำหรับความต้องการในการเชื่อมโครงสร้างระดับไมโครและซับซ้อน
- ความเร็วสูง: โดยเฉพาะในโหมดการเชื่อมแบบเจาะลึก เนื่องจากความเข้มข้นของพลังงานเลเซอร์ สระหลอมเหลวจึงมีขนาดเล็กและลึก ส่งผลให้ความเร็วในการเชื่อมรวดเร็วและประสิทธิภาพการผลิตสูง
- การเสียรูปต่ำ: เมื่อเปรียบเทียบกับวิธีการเชื่อมแบบดั้งเดิม การเชื่อมด้วยเลเซอร์จะเกิดความร้อนน้อยกว่าและส่งผลกระทบต่อวัสดุโดยรอบน้อยกว่า ซึ่งเป็นประโยชน์ต่อการลดการเสียรูปหลังการเชื่อม
- โซนที่ได้รับผลกระทบจากความร้อนขนาดเล็ก: สามารถลดความเสียหายจากความร้อนที่เกิดกับวัสดุโดยรอบ และปรับปรุงคุณภาพของรอยเชื่อม
กำลังการเชื่อมเลเซอร์ ความเร็ว และความหนาของวัสดุ
1. พลังงานเชื่อมเลเซอร์
กำลังของเลเซอร์เป็นปัจจัยสำคัญในการกำหนดความลึกของการเจาะทะลุและพลังงานโดยรวมที่ป้อนเข้าไปในวัสดุระหว่างกระบวนการเชื่อม กำลังของเลเซอร์จะกำหนดปริมาณความร้อนที่ใช้ในการหลอมโลหะฐานและสร้างแอ่งเชื่อม สำหรับแผ่นที่หนากว่า จำเป็นต้องใช้กำลังของเลเซอร์ที่สูงกว่าเพื่อให้เจาะทะลุได้เพียงพอ ในขณะที่สำหรับวัสดุที่บางกว่า กำลังที่ต่ำกว่าสามารถป้องกันไม่ให้หลอมละลายหรือไหม้เกินควรได้
- พลังที่สูงกว่า:ช่วยให้สามารถเจาะลึกได้ลึกขึ้น จึงเหมาะสำหรับการเชื่อมวัสดุที่มีความหนา อย่างไรก็ตาม การใช้กำลังมากเกินไปกับแผ่นโลหะที่บางกว่าอาจทำให้เกิดข้อบกพร่อง เช่น รูกุญแจไม่เสถียร สะเก็ดไฟ หรืออาจถึงขั้นไหม้ได้
- พลังงานต่ำ:ทำงานได้ดีขึ้นเมื่อใช้แผ่นที่บางกว่า ซึ่งให้การควบคุมที่ดีกว่า และป้องกันความร้อนที่มากเกินไปจนทำให้วัสดุเสียรูปหรือละลาย
ต้องเลือกกำลังเลเซอร์อย่างระมัดระวังตามความหนาของวัสดุเพื่อให้แน่ใจว่าการหลอมรวมเป็นไปอย่างถูกต้องโดยไม่มีข้อบกพร่อง
2. ความเร็วในการเชื่อม
ความเร็วในการเชื่อมหมายถึงความเร็วที่เลเซอร์เคลื่อนที่ไปตามรอยเชื่อม ความเร็วในการเชื่อมมีผลต่อปริมาณความร้อนต่อหน่วยความยาว และมีความสำคัญในการกำหนดคุณภาพของรอยเชื่อม ความเร็วในการเชื่อมและกำลังของเลเซอร์มีความสัมพันธ์โดยตรง เนื่องจากการเพิ่มความเร็วของเลเซอร์มักต้องปรับความเร็วของเลเซอร์อีกความเร็วหนึ่งเพื่อรักษาคุณสมบัติการเชื่อมที่ต้องการ
- ความเร็วในการเชื่อมที่สูงขึ้น:ลดปริมาณความร้อนที่ป้อนต่อหน่วยความยาวของรอยเชื่อม ซึ่งเป็นประโยชน์สำหรับวัสดุที่มีความบางเพื่อหลีกเลี่ยงความร้อนสูงเกินไปและการบิดเบี้ยว อย่างไรก็ตาม หากความเร็วสูงเกินไปสำหรับกำลังที่กำหนด รอยเชื่อมอาจเจาะทะลุได้ไม่เพียงพอ ส่งผลให้รอยเชื่อมไม่แข็งแรงหรือหลอมรวมไม่สมบูรณ์
- ความเร็วในการเชื่อมต่ำลง:เพิ่มปริมาณความร้อนที่ป้อนเข้าไป ส่งผลให้วัสดุฐานหลอมละลายมากขึ้นและแทรกซึมได้ลึกขึ้น ซึ่งเป็นประโยชน์สำหรับแผ่นที่หนากว่า แต่ก็อาจนำไปสู่ความร้อนสูงเกินไปหรือการไหลของโลหะหลอมเหลวมากเกินไปในวัสดุที่บางได้
การใช้ความเร็วในการเชื่อมที่เหมาะสมถือเป็นสิ่งสำคัญเพื่อรักษาสมดุลของความร้อนที่เข้า และหลีกเลี่ยงข้อบกพร่องทั่วไปในการเชื่อม เช่น รูพรุน รอยแตกร้าว หรือการบิดเบี้ยว
3. ความหนาของวัสดุ
ความหนาของวัสดุที่จะเชื่อมมีบทบาทสำคัญในการกำหนดทั้งกำลังที่ต้องการและความเร็วในการเชื่อมที่อนุญาต แผ่นที่หนากว่าจะต้องใช้ความร้อนมากขึ้นเพื่อให้ทะลุผ่านได้เต็มที่ ซึ่งหมายความว่าเลเซอร์จะต้องทำงานที่ระดับกำลังที่สูงขึ้น และอาจต้องลดความเร็วในการเชื่อมลงเพื่อให้มีเวลาเพียงพอสำหรับการดูดซับความร้อน ในทางกลับกัน แผ่นที่บางกว่าจะต้องใช้พลังงานน้อยลงและความเร็วสูงขึ้นเพื่อหลีกเลี่ยงความร้อนที่มากเกินไป ซึ่งอาจทำให้เกิดการละลายหรือไหม้ได้
- แผ่นหนาขึ้น:ต้องการพลังงานมากขึ้นเพื่อให้เจาะทะลุได้เต็มที่ เลเซอร์จะต้องส่งพลังงานที่สูงขึ้น และความเร็วในการเชื่อมจะต้องช้าลงเพื่อให้ถ่ายโอนพลังงานไปยังวัสดุได้เพียงพอ
- แผ่นบางกว่า:ต้องการพลังงานน้อยลง จึงลดกำลังของเลเซอร์และเพิ่มความเร็วในการเชื่อมได้ วัสดุที่บางมีแนวโน้มที่จะเกิดการบิดเบี้ยวอันเนื่องมาจากความร้อนได้ง่ายกว่า ดังนั้นการควบคุมตัวแปรเหล่านี้อย่างแม่นยำจึงมีความจำเป็น
การโต้ตอบระหว่างพลัง ความเร็ว และความหนา
ความสัมพันธ์ระหว่างความเร็ว พลัง และความหนาของแผ่นในการเชื่อมด้วยเลเซอร์นั้นต้องอาศัยความสมดุล สำหรับวัสดุที่มีความหนาต่างกันนั้น จะมีการผสมผสานระหว่างพลังเลเซอร์และความเร็วในการเชื่อมที่เหมาะสมที่สุด ซึ่งช่วยให้มั่นใจได้ว่าจะได้รอยเชื่อมที่มีคุณภาพสูงด้วยความลึกของการเจาะที่ถูกต้องและมีข้อบกพร่องน้อยที่สุด
ตัวอย่างเช่น หากเชื่อมแผ่นเหล็กหนา การเพิ่มกำลังเลเซอร์โดยไม่ปรับความเร็วในการเชื่อมอาจส่งผลให้เกิดความร้อนมากเกินไป ส่งผลให้เกิดข้อบกพร่อง เช่น การบิดงอหรือรอยเชื่อมกว้างเกินไป ในทางกลับกัน การลดความเร็วในการเชื่อมโดยไม่เพิ่มกำลังเลเซอร์อาจทำให้รอยเชื่อมลึกเกินไป ซึ่งอาจทำให้วัสดุร้อนเกินไป สำหรับวัสดุที่บาง การเพิ่มกำลังเลเซอร์มากเกินไปร่วมกับความเร็วในการเชื่อมที่ช้าอาจทำให้วัสดุละลายมากเกินไปหรือไหม้ทะลุได้
ความสัมพันธ์ระหว่างความเร็วในการเชื่อมเลเซอร์และความหนาของแผ่น
แผ่นหนาต้องใช้ความเร็วในการเชื่อมที่ช้ากว่า
เมื่อเชื่อมแผ่นโลหะที่มีความหนาด้วยเลเซอร์ วัสดุจะต้องการความร้อนมากขึ้นเพื่อให้ทะลุผ่านได้หมดและรอยต่อมีความแข็งแรง ดังนั้น จึงต้องลดความเร็วในการเชื่อมลงเพื่อให้มีเวลาเพียงพอในการถ่ายเทความร้อนไปยังวัสดุที่มีความหนาทั้งหมด หากความเร็วในการเชื่อมเร็วเกินไป พลังงานเลเซอร์จะไม่สามารถทะลุผ่านได้หมด ซึ่งอาจส่งผลให้ความลึกในการทะลุผ่านไม่เพียงพอ รอยเชื่อมไม่ต่อเนื่อง หรือรอยต่อมีความแข็งแรงไม่เพียงพอ
- แผ่นหนา (>6 มม.): ความเร็วในการเชื่อมควรช้าเพื่อให้แน่ใจว่าพลังงานเลเซอร์สามารถทะลุผ่านความหนาของแผ่นได้อย่างเต็มที่ ทำให้เกิดรอยเชื่อมที่มั่นคงและมีความแข็งแรงสูง
แผ่นบางสามารถเชื่อมได้เร็วขึ้น
เมื่อเทียบกับแผ่นหนาแล้ว วัสดุแผ่นบาง (<2 มม.) ต้องใช้ความร้อนน้อยกว่า ทำให้เลเซอร์สามารถทะลุผ่านความหนาทั้งหมดได้ง่ายขึ้น ในจุดนี้ ความเร็วในการเชื่อมที่เร็วขึ้นสามารถป้องกันไม่ให้วัสดุร้อนเกินไปหรือละลายมากเกินไปได้อย่างมีประสิทธิภาพ หลีกเลี่ยงการเสียรูปจากการเชื่อมหรือการไหม้ทะลุ นอกจากนี้ ความเร็วในการเชื่อมที่สูงขึ้นยังช่วยปรับปรุงประสิทธิภาพการเชื่อมได้อีกด้วย
- แผ่นโลหะบาง (<2 มม.): ความเร็วในการเชื่อมควรเร็วเพื่อลดข้อบกพร่องในการเชื่อม เช่น การเสียรูปและการเผาไหม้ที่เกิดจากวัสดุที่มีความร้อนสูงเกินไป
อิทธิพลของกำลังเลเซอร์ต่อความเร็วการเชื่อมและความหนาของแผ่น
กำลังของเลเซอร์จะกำหนดปริมาณพลังงานที่ป้อนเข้าระหว่างกระบวนการเชื่อม และเลเซอร์กำลังสูงสามารถให้ความร้อนได้แรงกว่า ทำให้เหมาะสำหรับการเชื่อมวัสดุที่มีความหนากว่า ส่วนเลเซอร์กำลังต่ำจะเหมาะสำหรับการเชื่อมวัสดุที่มีความหนากว่า เมื่อเลือกความเร็วในการเชื่อม จะต้องเลือกกำลังของเลเซอร์และความหนาของแผ่นให้เหมาะสมเพื่อให้มั่นใจว่าสามารถเจาะทะลุได้เพียงพอโดยไม่ทำให้วัสดุร้อนเกินไป
การเชื่อมเลเซอร์กำลังสูงของแผ่นหนา
เมื่อเชื่อมแผ่นโลหะที่หนาขึ้น จะต้องใช้กำลังเลเซอร์ที่สูงกว่าเพื่อให้เกิดการถ่ายเทความร้อนที่เพียงพอไปยังภายในวัสดุ ทำให้เกิดแอ่งหลอมเหลวที่เสถียร เมื่อรวมกับความเร็วในการเชื่อมที่ช้าลง พลังงานเลเซอร์สามารถให้ความร้อนกับวัสดุได้สม่ำเสมอเป็นเวลานานขึ้น ทำให้สามารถทะลุผ่านได้
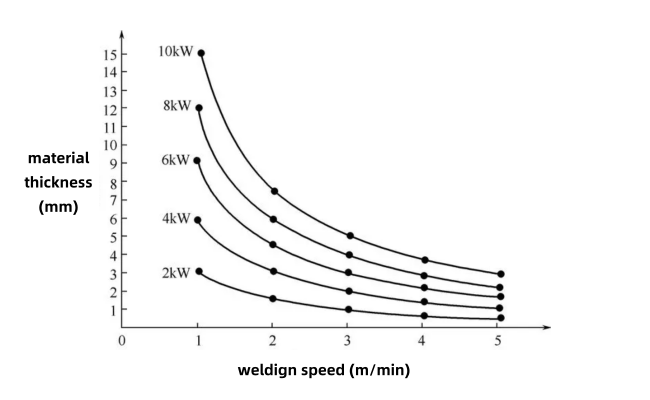
- เครื่องเชื่อมแผ่นหนากำลัง 6 กิโลวัตต์ (10มม.) : ความเร็วในการเชื่อมโดยปกติจะอยู่ระหว่าง 0.5-1.2 ม./นาที
การเชื่อมเลเซอร์พลังงานต่ำของแผ่นบาง
ในการเชื่อมแผ่นโลหะบาง การใช้พลังงานที่ต่ำลงและความเร็วที่เร็วขึ้นจะช่วยป้องกันความร้อนสูงเกินไปและการเสียรูปของรอยเชื่อม โดยปกติแล้ว เมื่อพลังงานเลเซอร์อยู่ในช่วง 2-3 กิโลวัตต์ จะสามารถประมวลผลแผ่นโลหะที่มีความหนาน้อยกว่า 2 มม. ได้
- เครื่องเชื่อมแผ่นบางกำลัง 2 กิโลวัตต์ (1 มม.) : ความเร็วในการเชื่อมโดยทั่วไปอยู่ระหว่าง 5-10 ม./นาที
ตารางเปรียบเทียบระหว่างกำลังและความเร็วของเครื่องเชื่อมเลเซอร์
ต่อไปนี้เป็นตัวอย่างการเปรียบเทียบกำลังและความเร็วในการเชื่อมของเครื่องเชื่อมเลเซอร์ภายใต้เงื่อนไขความหนาแผ่นต่างกัน:
ความหนาของวัสดุ(มม.) | พลังเลเซอร์(กิโลวัตต์) | ความเร็วในการเชื่อม(ม/นาที) |
1.0 | 2.0 | 7.0 |
2.0 | 3.0 | 4.5 |
4.0 | 4.0 | 2.5 |
6.0 | 6.0 | 1.2 |
8.0 | 8.0 | 0.8 |
10.0 | 10.0 | 0.6 |
- แผ่นบาง (1-2 มม.): การผสมผสานระหว่างพลังงานต่ำ (2-3 กิโลวัตต์) และความเร็วในการเชื่อมสูง (5-10 ม./นาที) เหมาะสำหรับการเชื่อมในสถานการณ์นี้ ช่วยให้มั่นใจได้ว่าการทำงานจะรวดเร็วโดยไม่ก่อให้เกิดความร้อนมากเกินไป
- แผ่นหนาปานกลาง (4-6 มม.): กำลังไฟปานกลาง (4-6 กิโลวัตต์) ผสานกับการเชื่อมความเร็วปานกลาง (1-3 ม./นาที) ช่วยให้มั่นใจถึงการเจาะทะลุได้พร้อมหลีกเลี่ยงบริเวณที่ได้รับผลกระทบจากความร้อนที่มากเกินไป
- แผ่นหนา (>6 มม.): ใช้กำลังไฟสูง (8-10 กิโลวัตต์) ร่วมกับการเชื่อมช้า (0.5-1 ม./นาที) สำหรับแผ่นหนา เพื่อให้แน่ใจว่าความร้อนสามารถแทรกซึมเข้าสู่วัสดุได้เพียงพอ และสร้างข้อต่อที่มีความแข็งแรงสูง
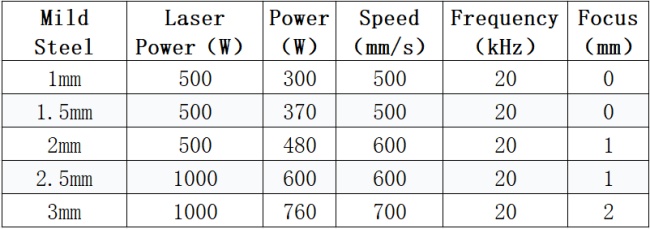
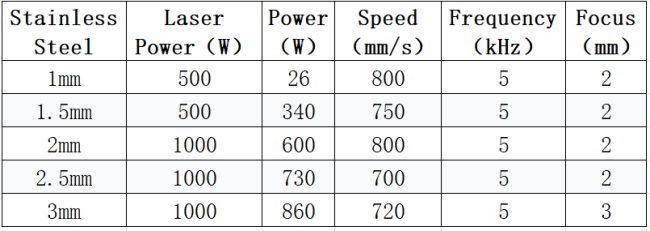
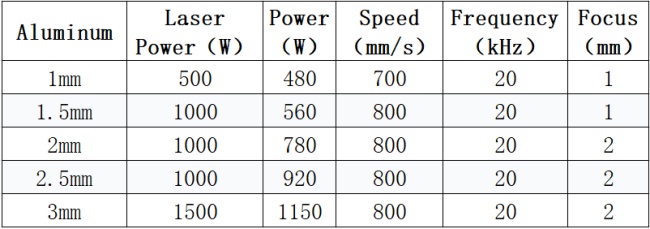
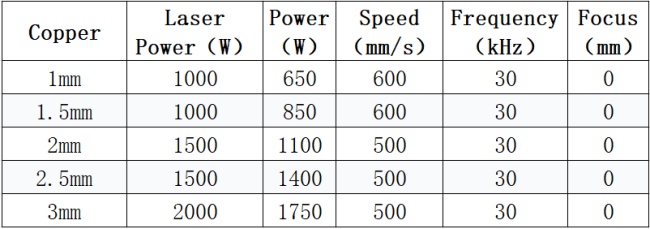
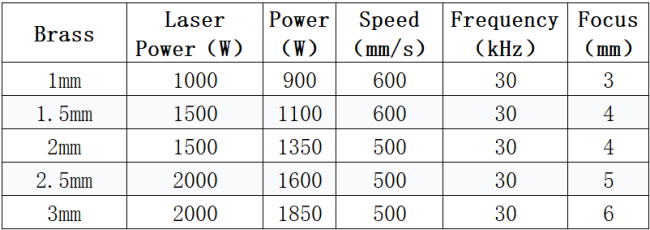
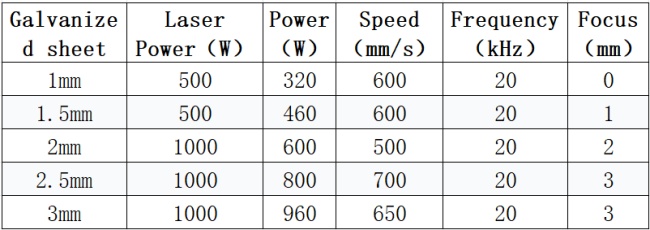
ตารางกำลัง ความหนา และความเร็วของการเชื่อมด้วยเลเซอร์
การเชื่อมด้วยเลเซอร์เป็นเทคโนโลยีการเชื่อมต่อที่แม่นยำซึ่งสามารถให้การเชื่อมด้วยความเร็วสูงและคุณภาพสูงสำหรับโลหะที่มีความหนาต่างๆ ความสัมพันธ์ระหว่างกำลังของเลเซอร์ ความหนาของวัสดุ และความเร็วในการเชื่อมมีความสำคัญอย่างยิ่งต่อการบรรลุผลลัพธ์ที่ดีที่สุด นี่คือแผนภูมิที่ครอบคลุมซึ่งให้รายละเอียดพารามิเตอร์เหล่านี้ของวัสดุทั่วไป
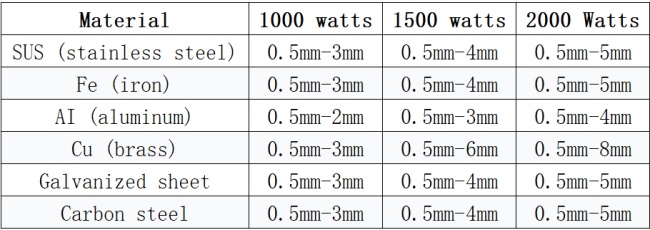
อย่างน้อย
สแตนเลส
อลูมิเนียม
ทองแดง
ทองเหลือง
แผ่นสังกะสี
บทสรุป
โดยสรุป แผ่นที่หนากว่าโดยทั่วไปจะต้องใช้กำลังที่สูงกว่าและความเร็วที่ช้ากว่า ในขณะที่วัสดุที่บางกว่าจะต้องใช้กำลังที่ต่ำกว่าและความเร็วในการเชื่อมที่เร็วกว่า ความสมดุลที่ละเอียดอ่อนนี้ช่วยให้ใช้พลังงานอย่างมีประสิทธิภาพและคุณภาพการเชื่อมสูง การทำความเข้าใจปฏิสัมพันธ์ระหว่างตัวแปรเหล่านี้ทำให้ผู้ผลิตสามารถปรับกระบวนการให้เหมาะสมสำหรับการใช้งาน วัสดุ และความหนาเฉพาะได้ ส่งผลให้รอยเชื่อมแข็งแรงขึ้น เชื่อถือได้มากขึ้น และมีข้อบกพร่องน้อยที่สุด




