
สารบัญ
เครื่องกดเบรก CNC เป็นอุปกรณ์เชิงกลที่มีความแม่นยำสูงซึ่งใช้ในการดัด ขึ้นรูป และดำเนินการแปรรูปอื่นๆ บนแผ่นโลหะ การดำเนินงานต้องใช้ทักษะและประสบการณ์บางอย่าง เครื่องนี้อาจดูซับซ้อนและทรงพลัง แต่ในความเป็นจริง ตราบใดที่คุณเชี่ยวชาญวิธีการใช้งานที่ถูกต้อง คุณก็สามารถควบคุมมันได้อย่างง่ายดาย บทความนี้มีจุดมุ่งหมายเพื่อให้คำแนะนำการใช้งานเบรกด้วยแรงกด CNC ที่ครอบคลุม ช่วยให้คุณเริ่มต้นและปรับปรุงประสิทธิภาพการทำงานได้อย่างรวดเร็ว
บทนำทั่วไปเกี่ยวกับการทำงานของเบรกกด CNC
ซีเอ็นซีกดเบรก วิธีดำเนินการส่วนใหญ่ประกอบด้วยขั้นตอนต่อไปนี้
- การเตรียมการเริ่มต้น: ก่อนเริ่มดำเนินการ ขั้นแรกให้ระบุเป้าหมายการดัดให้ชัดเจน รวมถึงความหนา วัสดุ และมุมการดัดของแผ่นงานที่ต้องดัดงอ ข้อมูลเหล่านี้จะกำหนดวิธีการตั้งค่าพารามิเตอร์ของเบรกดัด CNC ตรวจสอบประสิทธิภาพของอุปกรณ์ โปรแกรม และการตั้งค่าแม่พิมพ์ของเครื่องเพื่อให้แน่ใจว่าอยู่ในสภาพดี เริ่มต้นแหล่งจ่ายไฟหลักของเครื่องมือกล เปิดใช้งานมอเตอร์ไฮดรอลิก และดำเนินการปรับศูนย์ของเครื่องมือกล
- การตั้งค่าแม่พิมพ์และการตั้งโปรแกรม: เลือกแม่พิมพ์บนและล่างที่เหมาะสมตามความยาว ความหนาของแผ่น และเกจวัดแรงกดดัดงอของชิ้นงาน และตรวจสอบให้แน่ใจว่าแรงกดดัดงอน้อยกว่าความต้านทานแรงกดของแม่พิมพ์ ตั้งโปรแกรมบนแผง LCD ที่ควบคุมโดย CNC โดยพิจารณาจากโหมดการตั้งโปรแกรมโดยตรงหรือโหมดการตั้งโปรแกรมมุม เพื่อหลีกเลี่ยงการรบกวนระหว่างชิ้นงาน แม่พิมพ์ด้านบนและด้านล่าง และเกจ ตรวจสอบให้แน่ใจว่าการตั้งค่าพารามิเตอร์ถูกต้องเพื่อหลีกเลี่ยงผลกระทบจากการโค้งงอ
- การปรับและการเตรียมการ: ปรับจังหวะของเครื่องเบรกแบบกดไฮดรอลิกเพื่อให้แน่ใจว่ามีช่องว่างของความหนาของแผ่นเมื่อแม่พิมพ์ด้านบนลงมาด้านล่าง หลีกเลี่ยงความเสียหายต่อแม่พิมพ์และเครื่องจักร เลือกความกว้างของช่องที่เหมาะสมและปรับวัสดุกั้นหลังการปรับ
- เริ่มการดัด: กดสวิตช์เท้าเพื่อเริ่มการดัด ซึ่งสามารถปล่อยได้ตลอดเวลา และเครื่องดัดจะหยุด กดสวิตช์ต่อไปเพื่องอเมื่อจำเป็น
- การตั้งโปรแกรมและการทำงาน: ใช้ระบบควบคุมเพื่อเขียนโปรแกรมการดัดงอ พารามิเตอร์อินพุต เช่น มุมการดัดและตำแหน่งเริ่มต้น โหลดโปรแกรมที่เขียนลงในระบบควบคุมของเครื่องกดเบรก CNC เลือกโหมดอัตโนมัติที่จะทำงาน และเครื่องจะทำการดัดให้เสร็จสิ้นโดยอัตโนมัติตามพารามิเตอร์และขั้นตอนที่ตั้งไว้
- ตรวจสอบและดำเนินการให้เสร็จสิ้น: หลังจากเสร็จสิ้นการดัดงอแล้ว ให้ตรวจสอบว่าขนาด มุม และรูปร่างของชิ้นงานตรงตามข้อกำหนดหรือไม่ ทำการปรับเปลี่ยนที่จำเป็นและการปรับแต่งอย่างละเอียดเพื่อให้มั่นใจในคุณภาพของชิ้นงาน ทำความสะอาดพื้นที่ทำงาน บันทึกพารามิเตอร์การทำงานและโปรแกรม
โดยทำตามขั้นตอนข้างต้นนี้ ไฮดรอลิค ดัด เบรค เครื่องจักร สามารถดัดเหล็กแผ่นต่างๆ ได้อย่างมีประสิทธิภาพ
ข้อควรระวังในการดำเนินงาน
ในระหว่างการทำงานของเบรกกด CNC ผู้ปฏิบัติงานต้องคำนึงถึงความปลอดภัยและหลีกเลี่ยงอุบัติเหตุ
เมื่อทำการดัดงอ ควรให้ความสำคัญกับการควบคุมแรงดัดงอและความเร็ว เพื่อหลีกเลี่ยงปัญหาต่างๆ เช่น การแตกหักและการเสียรูป
เมื่อทำการปรับแม่พิมพ์ ควรให้ความสนใจเพื่อให้แน่ใจว่ามีการขนานและช่องว่างระหว่างแม่พิมพ์ด้านบนและด้านล่าง เพื่อให้มั่นใจในคุณภาพและความแม่นยำของการดัด
ในระหว่างการดำเนินการ สิ่งสำคัญคือต้องสังเกตสถานะการทำงานของเครื่องจักรและการโค้งงอของบอร์ด และทำการปรับเปลี่ยนและควบคุมอย่างทันท่วงที
หลังจากเสร็จสิ้นการทำงาน ควรดำเนินการทำความสะอาดและบำรุงรักษาเพื่อให้มั่นใจว่าเครื่องทำงานได้ตามปกติ
การบำรุงรักษาเครื่องกดเบรก
ก่อนดำเนินการบำรุงรักษาหรือทำความสะอาดเครื่องจักร ควรวางหมัดบนให้ตรงกับแม่พิมพ์ล่าง และวางเครื่องลงและปิดเครื่องจนกว่างานจะเสร็จสิ้น หากจำเป็นต้องมีการเริ่มต้นหรือการดำเนินการอื่นๆ ควรเลือกโหมดเป็นแบบแมนนวลและควรมั่นใจในความปลอดภัย เนื้อหาการบำรุงรักษามีดังนี้:
วงจรน้ำมันไฮดรอลิก
- ตรวจสอบระดับน้ำมันในถังน้ำมันเชื้อเพลิงทุกสัปดาห์ และตรวจสอบหลังการบำรุงรักษาระบบไฮดรอลิกด้วย หากระดับน้ำมันอยู่ต่ำกว่าช่องจ่ายน้ำมัน ให้เติมน้ำมันไฮดรอลิก
- น้ำมันไฮดรอลิกที่ใช้ในเครื่องนี้คือ ISO HM46 หรือ MOBIL DTE25
- เครื่องจักรใหม่ควรเปลี่ยนน้ำมันเครื่องหลังจากใช้งานไปแล้ว 2,000 ชั่วโมง และทุกๆ 4,000-6,000 ชั่วโมงของการทำงานหลังจากนั้น หลังจากเปลี่ยนถ่ายน้ำมันเครื่องแต่ละครั้ง ควรทำความสะอาดถังน้ำมัน
- อุณหภูมิน้ำมันของระบบควรอยู่ระหว่าง 35 ℃ ถึง 60 ℃ และไม่ควรเกิน 70 ℃ หากสูงเกินไปอาจทำให้คุณภาพน้ำมันและอุปกรณ์เสริมเสื่อมคุณภาพได้
กรอง
- ควรเปลี่ยนไส้กรองหรือทำความสะอาดอย่างทั่วถึงทุกครั้งที่เปลี่ยนน้ำมันเครื่อง
- หากเครื่องมือกลมีสัญญาณเตือนที่เกี่ยวข้องหรือมีความผิดปกติของตัวกรองอื่นๆ เช่น คุณภาพน้ำมันไม่ดี ควรเปลี่ยนใหม่
- ควรตรวจสอบและทำความสะอาดตัวกรองอากาศบนถังน้ำมันเชื้อเพลิงทุกๆ 3 เดือน โดยควรเปลี่ยนทุกปี
ส่วนประกอบไฮดรอลิก
- ทำความสะอาดส่วนประกอบไฮดรอลิก (พื้นผิว วาล์ว มอเตอร์ ปั๊ม ท่อน้ำมัน ฯลฯ) ทุกเดือนเพื่อป้องกันไม่ให้สิ่งสกปรกเข้าสู่ระบบและหลีกเลี่ยงการใช้สารทำความสะอาด
- หลังจากใช้เครื่องกดเบรกใหม่เป็นเวลาหนึ่งเดือน ให้ตรวจสอบว่าส่วนโค้งงอของท่อน้ำมันมีการเสียรูปหรือไม่ หากมีความผิดปกติควรเปลี่ยนใหม่ หลังจากใช้งานไปสองเดือน ให้ขันการเชื่อมต่ออุปกรณ์เสริมทั้งหมดให้แน่น และปิดเครื่องเมื่อทำงานนี้
การเลือกและการแก้จุดบกพร่องของเครื่องมือกดเบรก
พันช์บน
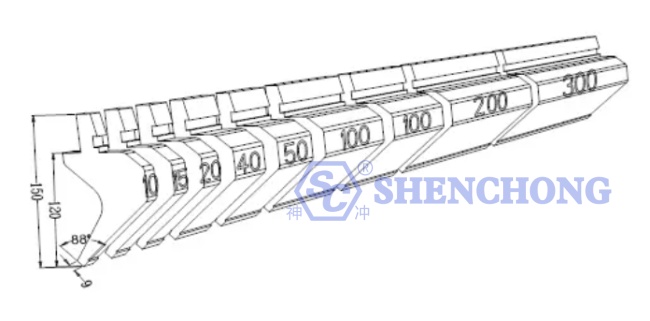
หมัดบนแบบกดเบรกหรือที่เรียกว่ามีดพับ แบ่งออกเป็นสองประเภท: แบบรวมและแบบแบ่งส่วน ความยาวของแม่พิมพ์ด้านบนรวมคือ 415 มม. และ 835 มม. ตามลำดับ
ความยาวแยก: 10, 15, 20, 40, 50, 100 (หูซ้าย), 100 (หูขวา), 200, 300 (มม.) โมดูลการแบ่งส่วนสามารถใช้เพื่อรวมความยาวการดัดงอที่มีความยาวต่างกันได้ แม่พิมพ์ด้านบนแบ่งออกเป็นสี่ประเภท: การเจาะบนแบบตรง, การเจาะบนแบบโค้ง, การเจาะบนแบบโค้ง และการเจาะบนแบบพิเศษ
ประเภทและลักษณะการประมวลผลของหมัดบนแบบตรง
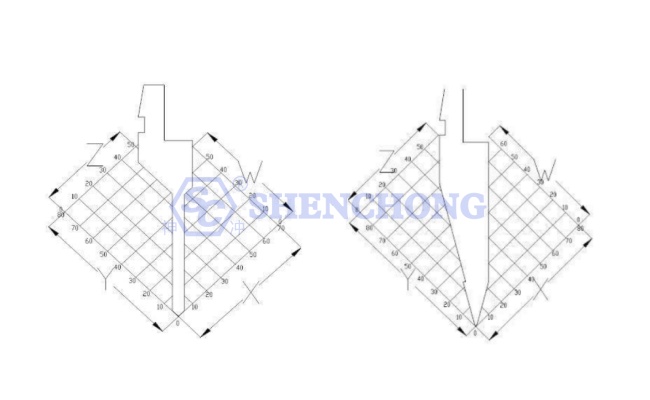
หมัดบนแบบตรงเหมาะสำหรับการดัดผลิตภัณฑ์ที่สมมาตร โดยสามารถหลีกเลี่ยงทิศทางทั้งด้านหน้าและด้านหลังได้ และความหนาของเครื่องมือคือ 6 มม. ดังนั้นช่องเปิดดัดอาจมีขนาดเล็กเพียง 6 มม.
การวิเคราะห์เครื่องมือ: จากแผนภาพจำลองการดัดงอของเครื่องมือ จะเห็นได้ว่าสามารถหลีกเลี่ยงเครื่องมือได้ทั้งในตำแหน่งด้านหน้าและด้านหลัง แต่ความยาวของ Z และ W นั้นน้อยกว่าความยาวของ X และ Y มุมปลายเครื่องมือของสิ่งนี้ ประเภทของเครื่องมือคือ 88 องศา และมุม R ของปลายเครื่องมือคือ 0.2 นอกจากนี้ มักใช้เครื่องมือที่มีมุมปลายเครื่องมือ 30 องศา และ 45 องศา มุมของคมตัดคือ 30 องศา และมุม R ของคมตัดคือ 0.67 จึงสามารถโค้งงอได้ที่มุม 30 องศา องศาถึง 180 องศา การใช้มุมเล็กๆ ของปลายเครื่องมือ จะช่วยป้องกันไม่ให้รูหรือน็อตแตกหน่อได้ นอกจากนี้ยังสามารถใช้เป็นแม่พิมพ์สอดลึกได้ และสามารถหลีกเลี่ยงเครื่องมือได้ทั้งในตำแหน่งด้านหน้าและด้านหลัง
ประเภทและลักษณะการประมวลผลของหมัดบนแบบโค้ง
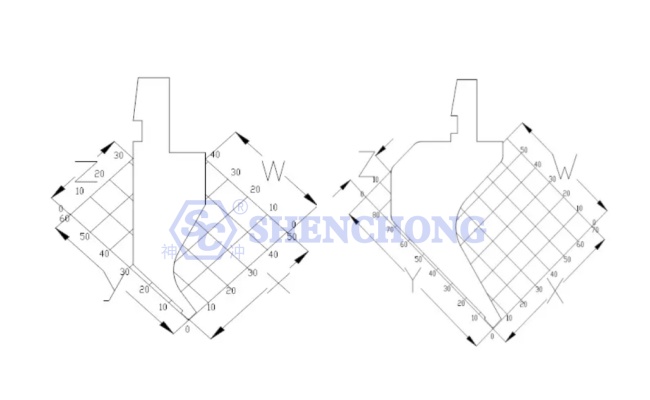
การวิเคราะห์เครื่องมือ: เครื่องมือส่วนใหญ่จะใช้การหลีกเลี่ยงในทิศทาง W ในระหว่างกระบวนการดัดงอ เมื่อ X>15MM ผลการหลีกเลี่ยงจะแย่ลงเรื่อยๆ จะตรงตามเงื่อนไขการดัดงอเมื่อ Y>30 เท่านั้น มิฉะนั้นจะกระแทกเข้ากับด้านหลังของเครื่องมือ เครื่องมือประเภทนี้เรียกกันทั่วไปว่าหมัดบนโค้งขนาดเล็ก เมื่อ X>25MM ผลการหลีกเลี่ยงจะแย่ลงเรื่อยๆ เมื่อ Y>75 จะเข้าเงื่อนไขการโค้งงอ ไม่เช่นนั้นมันจะไปโดนด้านหลังของหมัดบน เครื่องมือประเภทนี้เรียกกันทั่วไปว่าหมัดบนโค้งขนาดใหญ่
ประเภทและลักษณะการประมวลผลของหมัดบนอาร์ควงกลม
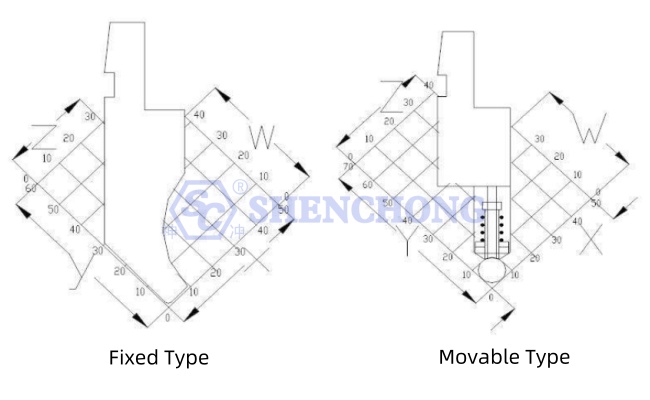
การวิเคราะห์เครื่องมือ: การเจาะส่วนโค้งส่วนบนแบ่งออกเป็นประเภทคงที่และแบบเคลื่อนย้ายได้ หมัดบนของอาร์คตรงตามเงื่อนไขการประมวลผลของส่วนโค้งที่แตกต่างกันโดยการเปลี่ยนแกนกลม หมัดบนส่วนโค้งคงที่มีผลในการหลีกเลี่ยงเช่นเดียวกับเครื่องมือดัดขนาดเล็กเมื่อขนาด X มากกว่า 10 มม. เกณฑ์การคัดเลือกทั่วไปสำหรับร่อง V ของแม่พิมพ์ด้านล่างคือเส้นผ่านศูนย์กลางของส่วนโค้งบวกกับความหนาของแผ่นสองแผ่น
ประเภทและลักษณะการประมวลผลของหมัดบนพิเศษ
ความพิเศษ หมัดบนสำหรับกดเบรก รวมถึงแม่พิมพ์แบบแยกขั้นตอน แม่พิมพ์แบน และแม่พิมพ์ดัดรูปทรงพิเศษบางแบบ
ตอบ: แม่พิมพ์เฟืองท้ายที่มีอยู่มีสองประเภท: 415 มม. และ 835 มม. ข้อกำหนดขนาดของรูปร่างการแบ่งนั้นสอดคล้องกับข้อกำหนดของเครื่องมือตัด และรูปร่างการดัดจะแสดงในแผนภาพการขึ้นรูป อย่างไรก็ตามเมื่อความหนาของแผ่นมีความหนา เช่น T=2.0 เมื่อพิจารณาถึงการเยื้องที่รุนแรงและข้อจำกัดของตัวแม่พิมพ์เอง ก็จะขึ้นรูปได้ยาก
B: แม่พิมพ์ด้านบนของแม่พิมพ์แบนเป็นแม่พิมพ์แบน และแม่พิมพ์ด้านล่างสามารถถูกแทนที่ด้วยแม่พิมพ์ล่างดัดปกติ แต่ควรหลีกเลี่ยงร่อง V ส่วนใหญ่จะใช้สำหรับการทำให้ขอบตายแบน, น็อตโลดโผน และวิธีการประมวลผลอื่น ๆ
กดเบรคตัวล่าง
แม่พิมพ์ส่วนล่างของเบรกกดรวมถึงการดัดแม่พิมพ์ส่วนล่าง การใส่แม่พิมพ์ส่วนล่างลึก ฯลฯ
การเลือกแม่พิมพ์ล่างสำหรับกดเบรกจะขึ้นอยู่กับความหนาของผลิตภัณฑ์แปรรูปเป็นหลัก เมื่อจำเป็นต้องเลือกร่อง V ขนาดใหญ่หรือเล็กสำหรับการประมวลผลเนื่องจากข้อจำกัดในการประมวลผล จะต้องปรับค่าสัมประสิทธิ์การโค้งงอตามนั้น การวิเคราะห์แม่พิมพ์: ประเภทของรอยบาก V ส่วนใหญ่ประกอบด้วย 4V, 6V, 7V, 8V, 10V, 12,16V, 25V และเครื่องมือดัดรอยบาก V ขนาดใหญ่พิเศษบางชนิด
หลักการพื้นฐานของการจัดกระบวนการดัด
- ดัดจากภายในสู่ภายนอก
- โค้งจากเล็กไปใหญ่
- ขั้นแรกให้งอรูปร่างทั่วไป จากนั้นจึงงอรูปร่างที่ซับซ้อน
- หลักการคือการดัดงอของกระบวนการก่อนหน้าไม่ส่งผลกระทบต่อกระบวนการถัดไป
วิธีการควบคุมขนาดการดัด
- เพื่อหลีกเลี่ยงข้อผิดพลาดสะสม ให้วัดขนาดที่กางออกสำหรับแต่ละพับในระหว่างการประมวลผล
- หลีกเลี่ยงการพิงขอบที่โค้งงอ และหลีกเลี่ยงการพิงมุมที่กว้าง
- ผลิตภัณฑ์จะต้องอยู่ในตำแหน่งที่มีขอบโค้งงอ และมุมพับก่อนหน้าควรน้อยกว่า 90 องศาเล็กน้อย
- กำหนดความแม่นยำของเครื่องมือวัดก่อนการประมวลผล
- ดำเนินการตรวจสอบเบื้องต้นก่อนดำเนินการอย่างเป็นทางการ และดำเนินการตรวจสอบเป็นประจำระหว่างการประมวลผล
- เลือกเครื่องจักรที่เหมาะสมตามความต้องการด้านความแม่นยำของผลิตภัณฑ์แปรรูป
- หลีกเลี่ยงการเลือกเครื่องมือที่ไม่อยู่ตรงกลาง และตรวจดูให้แน่ใจว่าปลายเครื่องมือของแม่พิมพ์ด้านบนอยู่ในแนวเส้นตรงเดียวกันก่อนดำเนินการ
- การเลือกวิธีการประมวลผลที่ดีและการจัดเทคนิคเพื่อลดความซับซ้อนในการประมวลผล
- การวางตำแหน่งที่แม่นยำ จำเป็นต้องตรวจจับตำแหน่งที่ผิดปกติทันที
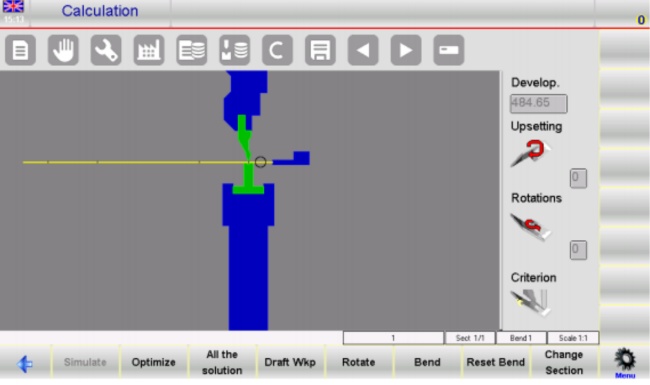
ปัจจุบัน ตัวควบคุมเบรกด้วยแรงกด CNC สามารถปรับขั้นตอนการดัดให้เหมาะสมกับผู้ใช้ได้โดยอัตโนมัติ ซึ่งหมายความว่าผู้ปฏิบัติงานไม่จำเป็นต้องออกแบบขั้นตอนการดัดด้วยตนเองโดยใช้เบรกกดไฮดรอลิก CNC
บทสรุป
หากต้องการทราบข้อมูลเพิ่มเติมเกี่ยวกับความรู้เกี่ยวกับการทำงานของเบรกด้วย CNC ช่วยให้ผู้ปฏิบัติงานปรับปรุงผลลัพธ์การดัดงอและบำรุงรักษาเครื่องจักรได้ดีขึ้น เอส ซี แมชชีนเนอรี่ เป็นหนึ่งในผู้ผลิตเบรกกดไฮดรอลิกที่มีชื่อเสียงที่สุดในประเทศจีน สำหรับข้อมูลเพิ่มเติมเกี่ยวกับการกดเบรก โปรดติดต่อเรา




