Оглавление
Ось листогибочного пресса является неотъемлемой частью работы гибочного станка. Когда речь заходит о листогибочном прессе с ЧПУ, мы часто слышим, как люди говорят о таких профессиональных терминах, как ось X, ось Y, ось Z, ось R и т. д. Многим пользователям, которые впервые сталкиваются с листогибочным прессом, необходимо различать эти оси и научиться их различать.
От простых изгибов до сложных конструкций эти оси управляют движениями и корректировками, которые превращают сырье в идеально сформированные детали. Используете ли вы простой 2-осевой станок или передовой многоосевой листогибочный пресс с ЧПУ, понимание того, как работают эти системы, является ключом к получению стабильных высококачественных результатов.
Каждая ось листогибочного пресса играет свою роль в формировании заготовки, направляя движение заднего упора, позиционирование и регулировку в идеальной гармонии. Освоив их роль, вы не только повышаете точность и производительность, но и сокращаете отходы и с легкостью обрабатываете различные материалы.
Эта статья поможет вам понять, что такое оси листогибочного пресса и как их выбрать для вашего нового станка.
Знакомство с осью пресс-формы
В спецификации машины мы часто видим ось X, ось Y, ось Z и ось R. Что такое ось X и ось Y? Каковы их функции?
На листогибочный станок с ЧПУ, различные оси управляют движением различных частей в разных направлениях. Листогибочный пресс может использовать эти оси для регулировки размера и угла изгиба.
Каковы функции оси листогибочного пресса?
Ось гибочного пресса относится к контролируемым траекториям движения внутри гибочного пресса, которые позволяют выполнять точную регулировку в процессе гибки. Эти оси управляют тем, как перемещается ползун, задний упор и другие компоненты для точного позиционирования листового металла и достижения желаемого угла гибки. Каждая ось служит определенной цели, внося вклад в общую функциональность и универсальность гибочного пресса.
Современные листогибочные прессы обычно используют комбинацию осей для управления такими задачами, как позиционирование заготовки, выравнивание пальцев заднего упора и компенсация прогиба машины. Например, ось Y управляет вертикальным перемещением ползуна, определяя глубину изгиба. Ось X управляет горизонтальным перемещением заднего упора, обеспечивая правильное позиционирование листового металла. Дополнительные оси, такие как ось R и ось Z, позволяют регулировать высоту фланца и боковое позиционирование соответственно. Некоторые машины также включают ось V для компенсации прогиба, которая противодействует прогибу в станине машины.
В листогибочных прессах с ЧПУ управление этими осями осуществляется с помощью компьютеризированной системы управления, что обеспечивает автоматическую регулировку и повышенную точность.
Ось Y
Что такое ось Y листогибочного пресса? Ось Y можно найти на различных гибочных станках с ЧПУ, обычно она делится на ось Y1 и ось Y2. Ось Y листогибочного пресса с ЧПУ может управлять ходом цилиндров с обеих сторон, то есть движением вверх и вниз ползуна листогибочного пресса.
Какова роль оси Y? Ось Y управляет движением ползуна, который прикладывает усилие, необходимое для гибки. Для листогибочных прессов с ЧПУ оси Y1, Y2 работают независимо по обе стороны верхней части станка. Ось Y делает опускание ползуна очень плавным, равномерным и стабильным. Y1, Y2 управляются контроллером ЧПУ, что может обеспечить идеальную синхронность.
Ось X
Ось X используется для управления возвратно-поступательным движением заднего упора. Так какова же роль оси X и заднего упора?
Ось X управляет горизонтальным положением заднего упора, важнейшего элемента точности при гибке. Эта ось обеспечивает правильное размещение листового металла относительно пуансона и матрицы, что позволяет получать одинаковые углы гибки для нескольких деталей.
Когда нам нужно измерить длину фланца гибочной заготовки, полезна ось X листогибочного пресса. Нам нужно только коснуться металлической пластины упором, чтобы определить точную точку изгиба и выполнить операцию гибки.
Как и ось Y листогибочного пресса, ось X гибочного станка с ЧПУ также включает в себя ось X1 и ось X2, которые являются осями переднего и заднего перемещения левого и правого заднего упора соответственно.
R-ось
Ось R листогибочного пресса похожа на ось X и может управлять движением заднего упора вверх и вниз. Она идеально подходит для гибки наклонных и нестандартных заготовок. Если вы хотите поместить уже обработанную заготовку в листогибочный пресс для повторной гибки, и заготовка имеет разницу в высоте, ось R будет особенно важна. Регулировка оси R помогает поддерживать желаемое качество гибки даже при работе с нестандартными заготовками.
Ось R1 и ось R2 представляют собой оси перемещения вверх и вниз левого и правого пальцев заднего датчика соответственно.
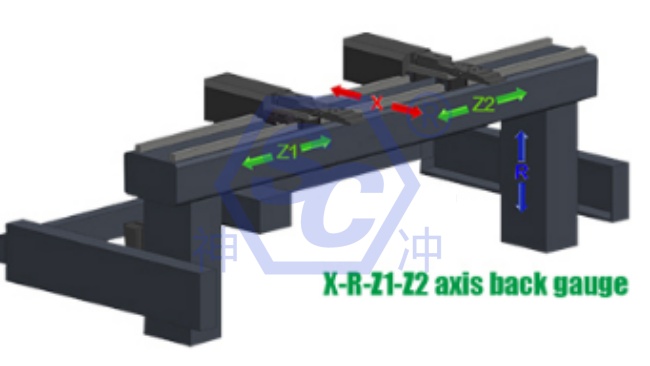
Ось Z
Ось Z гибочного станка с ЧПУ управляет движением заднего упора влево и вправо. Ось Z также включает ось Z1 и ось Z2, которые являются осями левого и правого перемещения левой и правой задней шестерни соответственно, и обе могут быть запрограммированы независимо.
Если вам нужно часто сгибать небольшую заготовку или регулировать ширину пальца заднего упора, независимо программируемая ось Z станет вашим помощником, экономящим время и силы. Ось Z особенно полезна для создания изгибов с различными положениями или для работы с асимметричными заготовками.
V-ось
Ось V гибочного пресса — это компенсация прогиба рабочего стола. Если заготовка, которую вам нужно согнуть, тяжелая, прогиб стола станет серьезной проблемой. Ось V гибочного пресса может помочь вам снизить этот риск, симметрично регулируя луч света. Она изменяет весь световой вал, но больше фокусируется на сопротивлении изгибу в середине.
Для достижения максимальной точности большинство производителей листогибочных прессов с ЧПУ устанавливают компенсацию прогиба рабочего стола непосредственно в процессе производства листогибочного пресса.
Как понять номер оси листогибочного пресса с ЧПУ?
Что такое 2-осевой листогибочный пресс с ЧПУ? Синхронный листогибочный пресс с моментной планкой и системой числового программного управления обычно имеет две оси, а именно: ось X и ось Y. Электрогидравлический листогибочный пресс с сервоприводом с ЧПУ имеет больше осей, включая 6+1 оси, 8+1 оси и даже до 18 осей.
В конфигурации гибочного станка с ЧПУ мы часто видим 3 + 1, 4 + 1, 6 + 1 и 8 + 1… Что они означают?
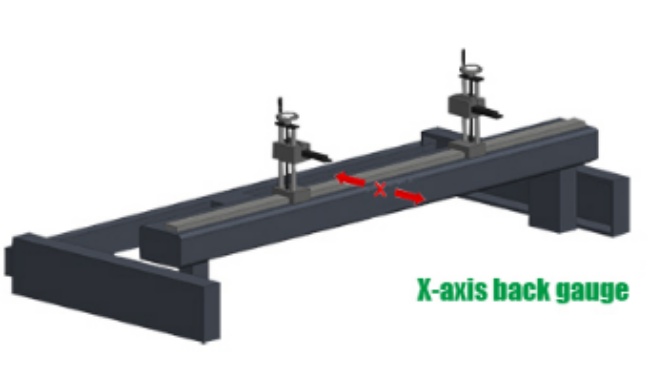
- 3+1 оси: Y1, Y2, X, + V;
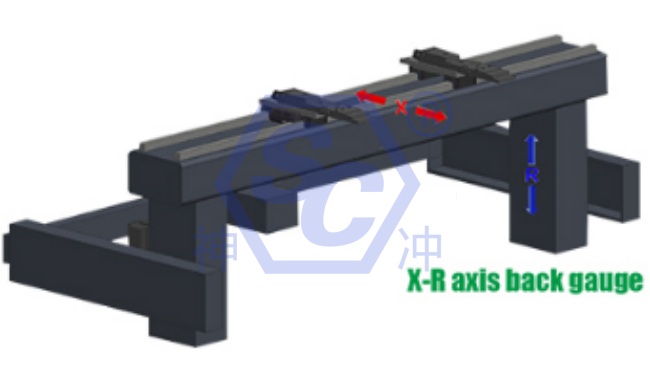
- 4+1 оси: Y1, Y2, X, R, +V;
- 6+1 осей: Y1, Y2, X, R, Z1, Z2, +V;
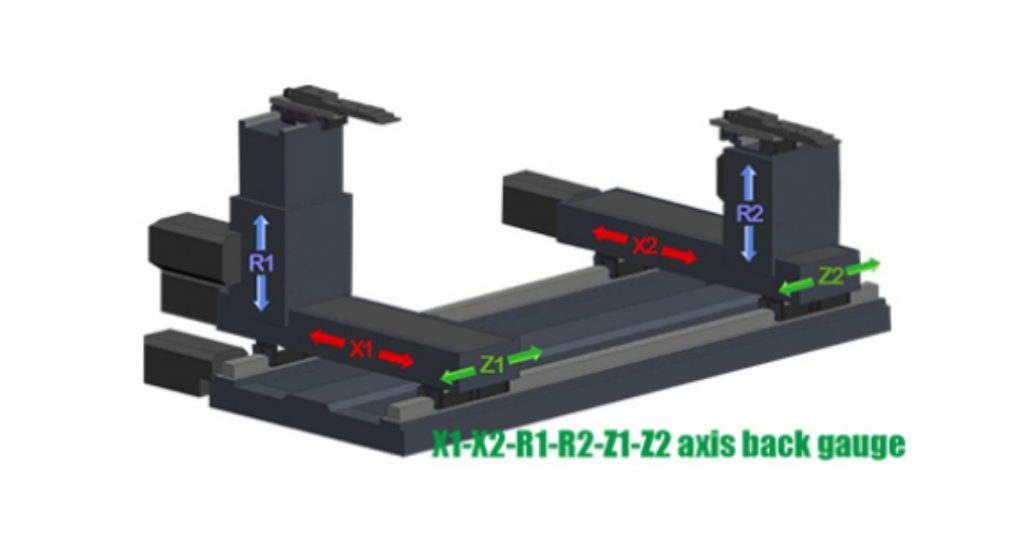
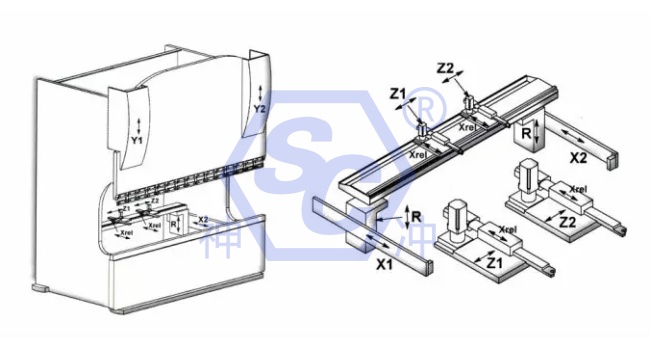
- 8+1 осей: Y1, Y2, X1, X2, R1, R2, Z1, Z2, +V;
Обычный стандартный листогибочный пресс с ЧПУ — это листогибочный пресс с 4 + 1 осями. Листогибочный пресс с 3 + 1 осями обычно является низкопрофильным листогибочным прессом. Листогибочные прессы с 6 + 1 осями и 8 + 1 осями, также известные как многоосевые листогибочные прессы с ЧПУ, имеют более высокую производительность. Более высококлассный многоосевой листогибочный пресс с числовым программным управлением обычно имеет больше осей.
Конфигурации общих осей и их значения
Понимание конфигураций осей является ключом к выбору правильного листогибочного пресса для ваших нужд. Каждая конфигурация адаптирована к конкретным задачам гибки, обеспечивая различную степень точности и гибкости.
2 оси: оси Y и X: эта базовая конфигурация включает ось Y для вертикального перемещения ползуна и ось X для горизонтальной регулировки заднего упора. Идеально подходит для простых операций гибки и небольших заготовок.
3+1 оси: Y1, Y2, X и V: эта настройка добавляет независимое управление осями Y1 и Y2 для точного перемещения ползуна, а также осью V для компенсации прогиба. Подходит для приложений, требующих постоянных углов гибки по всей длине листа.
4+1 оси: Y1, Y2, X, R и V: ось R позволяет вертикально регулировать пальцы заднего упора, что делает эту конфигурацию более универсальной. Она хорошо подходит для обработки материалов с различной длиной или толщиной фланца.
6+1 осей: Y1, Y2, X, R, Z1, Z2 и V: с добавлением осей Z1 и Z2 эта установка обеспечивает боковое перемещение пальцев заднего упора. Идеально подходит для производства сложных деталей с несколькими изгибами или асимметричными конструкциями.
8+1 осей: Y1, Y2, X1, X2, R1, R2, Z1, Z2 и V: эта расширенная конфигурация включает независимое управление дополнительными осями X и R, обеспечивая непревзойденную гибкость и точность. Она разработана для высокотехнологичных производственных процессов, требующих сложных задач гибки и крупномасштабного производства.
Как выбрать количество осей гибочного станка с ЧПУ?
Когда большинство клиентов купить листогибочные прессы, количество осей имеет решающее значение при обсуждении конфигурации. Поскольку количество осей листогибочного пресса определяет производительность обработки станка, короче говоря, чем больше осей листогибочного пресса, тем более сложную заготовку можно обработать.
В то же время, чем больше осей у листогибочных прессов, тем выше цена машины. Поэтому нам нужно делать разумные покупки в соответствии со спросом и бюджетом.
Сколько осей должно быть у листогибочного пресса?
Количество осей, которое должен иметь листогибочный пресс, зависит от ваших конкретных операционных потребностей, включая сложность деталей, типы материалов и объемы производства. В то время как 2-осевой станок подходит для базовых задач, более продвинутые конфигурации с несколькими осями часто требуются для точного производства и сложных геометрий.
Гибочный пресс с 3+1 осями, включающий оси Y1, Y2, X и V, обеспечивает повышенную точность и последовательность. Независимое управление осями Y1 и Y2 обеспечивает точное движение ползуна, а ось V компенсирует прогиб станины во время гибки. Такая установка идеально подходит для применений, требующих одинаковых углов по всей длине листа.
Для операций, включающих сложные изгибы или переменную длину фланцев, рекомендуется использовать 4+1-осевой листогибочный пресс. Включение оси R позволяет выполнять вертикальную регулировку пальцев заднего упора, обеспечивая большую гибкость. Добавление осей Z1 и Z2 для создания конфигурации 6+1 еще больше улучшает способность машины обрабатывать асимметричные детали или заготовки со сложными размерами.
Высокотехнологичные производственные процессы могут потребовать 8+1-осевой листогибочный пресс, который включает дополнительный контроль над позиционированием заднего упора и размещением листа под углом. Эта конфигурация поддерживает сложные операции, включая многоступенчатую гибку и обработку больших заготовок с жесткими допусками.
Определение требований к оси вашего листогибочного пресса
Несколько факторов влияют на то, сколько осей нужно вашему листогибочному прессу. Оценка этих факторов гарантирует, что вы выберете машину, подходящую для ваших производственных целей.
- Сложность гибки: Сложность ваших гибочных операций — это первое, что следует учитывать. Простые гибы на 90 градусов требуют меньшего количества осей, в то время как сложные конструкции с несколькими углами или жесткими допусками требуют расширенных конфигураций.
- Требования к точности и аккуратности: более высокая точность требует большего количества осей для независимого управления, например, Y1 и Y2 для движения ползуна. Они обеспечивают равномерные изгибы и минимизируют ошибки по всей длине листа.
- Характеристики материала: Тип материала, толщина и длина влияют на требуемые оси. Более толстые материалы могут нуждаться в прогибе (ось V) для противодействия прогибу, в то время как более длинные листы выигрывают от осей Z1 и Z2 для боковых регулировок.
- Требования к заднему упору: Гибкость системы заднего упора определяет диапазон обрабатываемых деталей. Дополнительные оси, такие как R, Z1 и Z2, расширяют возможности заднего упора по адаптации к различным длинам и положениям фланцев.
- Рекомендации по выбору инструмента: если на вашем предприятии используются специализированные или многоступенчатые инструменты, большее количество осей может помочь в управлении выравниванием инструмента и его совместимостью с различными процессами гибки.
- Автоматизация и интеграция программного обеспечения: Листогибочные прессы с ЧПУ с усовершенствованным управлением осями позволяют автоматизировать и программировать, сокращая ручное вмешательство и повышая эффективность производства. Интеграция программного обеспечения поддерживает лучшую синхронизацию осей.
- Ограничения по пространству и компоновке: Физическая компоновка вашей мастерской может ограничивать размер или сложность гибочного пресса. Компактные машины с меньшим количеством осей все еще могут выполнять множество задач, но им может не хватать универсальности более крупных моделей.
Что такое двухосный листогибочный пресс?
2-осевой листогибочный пресс — это самая простая конфигурация, оснащенная осью Y и осью X. 2-осевой листогибочный пресс — это синхронный листогибочный пресс с торсионным стержнем. Ось Y управляет вертикальным перемещением ползуна, который оказывает давление для гибки листового металла, в то время как ось X управляет горизонтальным положением заднего упора для точного выравнивания заготовки.
Эта конфигурация идеально подходит для простых задач гибки, таких как создание одинаковых углов на меньших заготовках. Это экономически эффективное решение для операций, включающих базовые детали и минимальные корректировки. Однако отсутствие дополнительных осей ограничивает гибкость, делая ее непригодной для проектов, требующих сложных изгибов, различной длины фланцев или сложной геометрии.
Что такое 3-осевой листогибочный пресс?
3-осевой листогибочный пресс добавляет больше функциональности, включая ось V наряду с осью Y и осью X. Ось V отвечает за прогиб, который компенсирует любые прогибы в станине машины во время процесса гибки. Эта функция обеспечивает постоянные углы гибки по всему листу, повышая точность и надежность.
Эта настройка хорошо подходит для производителей, которым нужна повышенная точность без перехода к сложностям станков с более высокой осью. Она поддерживает операции, включающие немного более толстые материалы или более крупные заготовки, где поддержание одинаковых углов становится критическим.
Что такое 4-осевой листогибочный пресс?
4-осевой листогибочный пресс создан на основе 3-осевой конфигурации путем включения оси R, которая управляет вертикальным движением пальцев заднего упора. Этот дополнительный контроль позволяет выполнять регулировки для адаптации к различным высотам фланцев и толщинам материала. С осью R задний упор можно позиционировать более гибко, что позволяет машине выполнять более широкий спектр задач по гибке.
Эта конфигурация идеально подходит для операций, требующих универсальности. Например, если вы работаете с деталями сложной формы или требуете множественных изгибов с различной глубиной, 4-осевой станок обеспечивает точное выравнивание и позиционирование. Он также подходит для сред среднего производства, где гибкость и точность одинаково важны.
Что такое 6-осевой листогибочный пресс?
6-осевой листогибочный пресс включает оси Y1 и Y2 для управления независимым движением ползуна, ось X для позиционирования заднего упора, ось R для вертикальной регулировки пальцев заднего упора и оси Z1 и Z2 для бокового движения пальцев заднего упора. Эти оси работают вместе, обеспечивая точный контроль над процессом гибки.
Эта конфигурация идеально подходит для отраслей, где требуются сложные операции гибки, например, автомобильная, аэрокосмическая и изготовление металла на заказ. С 6-осевым листогибочным прессом вы можете выполнять такие задачи, как многократная гибка деталей со сложными углами и различной длиной фланца. Независимое перемещение осей Z1 и Z2 обеспечивает гибкость позиционирования деталей, что упрощает изготовление асимметричных компонентов или заготовок с нестандартной геометрией.
Что такое 8-осевой листогибочный пресс?
8-осевой листогибочный пресс представляет собой вершину гибочной технологии, объединяя все функции 6-осевого станка с дополнительными функциями для непревзойденной точности. Наряду с осями Y1, Y2, X, R, Z1 и Z2, он включает оси X1 и X2, которые управляют независимым горизонтальным движением пальцев заднего упора. Это позволяет выполнять угловые гибки и позиционирование со смещением, что еще больше расширяет возможности станка.
Эта конфигурация специально разработана для высокоточных приложений в таких отраслях, как аэрокосмическая, где последовательность, повторяемость и минимальные погрешности имеют решающее значение. Независимое управление каждой осью позволяет операторам изготавливать детали высокой сложности с минимальным ручным вмешательством. Это снижает вероятность ошибок и повышает производительность.
Заключение
Ось гибочного пресса — одна из самых важных конфигураций машины. Мы знаем, что выбор правильной машины может показаться непреодолимым, но все дело в том, чтобы сосредоточиться на том, что вам нужно прямо сейчас, и на том, что вам может понадобиться в будущем. Подумайте о материалах, которые вы используете, размере ваших деталей и о том, сколько вам нужно произвести. Речь идет о поиске баланса между производительностью и бюджетом, чтобы ваши инвестиции окупились и сегодня, и в будущем.
В СК Машиностроение, мы здесь, чтобы сделать этот выбор проще для вас. Наши листогибочные прессы, от 2 до 11 осей, созданы для того, чтобы справиться с любой задачей, которую вы им подбросите, с точностью и надежностью, на которые вы можете рассчитывать. Когда вы будете готовы вывести свою металлообработку на новый уровень, у нас есть инструменты, которые помогут вам это осуществить.




