Оглавление
Инструменты для листогибочного пресса представляют собой форму, используемую гидравлический Нажми на тормоз машина для формования и обработки листовых материалов. Этот инструмент состоит из разных частей, а разные формы состоят из разных частей. В основном достигается обработка формы объекта за счет изменения физического состояния формируемого материала. Инструмент, используемый для превращения заготовки в заготовку определенной формы и размера под давлением гибочного тормоза.
Материал, толщина, длина и ширина листового металла, а также различные формы и углы требуют использования различных гибочных инструментов для гибки. Вообще говоря, гибка требует использования верхнего пуансона и нижних штампов листогибочного пресса различной высоты, формы и размера V-образной ширины, и, более того, необходимы специальные формы специальной формы. В этой статье представлены различные типы инструментов для листогибочного пресса и показано, как выбирать, использовать и обслуживать верхний пуансон и нижние матрицы листогибочного тормоза.
Общие сведения о листогибочном прессе
Структура пресс-форм для пресс-тормоза
По конструкции пресс-форму для листогибочного пресса можно разделить на две категории: верхний пуансон для листогибочного пресса и нижний штамп для листогибочного пресса. При гибке большая часть верхнего пуансона представляет собой активную форму, а нижняя матрица — пассивную форму. Если нижняя матрица зафиксирована и не перемещается, верхний пуансон перемещается силой. Вообще говоря, за исключением специальных наборов инструментов для листогибочного пресса, нижняя матрица листогибочного пресса может соответствовать нескольким верхним пуансонам, и операторы могут выбирать в соответствии с потребностями конструкции продукта.
Типы инструментов для листогибочного пресса
Существуют различные типы пресс-форм для листогибочных машин, в том числе V-образные, U-образные, многоугольные, полукруглые и т. д. Каждый тип пресс-форм подходит для конкретных потребностей обработки и типов материалов. Например, для гибки металлических листов обычно используются V-образные и U-образные формы, а для гибки определенных форм и углов подходят многоугольные и полукруглые формы. Конкретная форма и размер этих форм выбираются в зависимости от требований к конструкции и обработке заготовки.
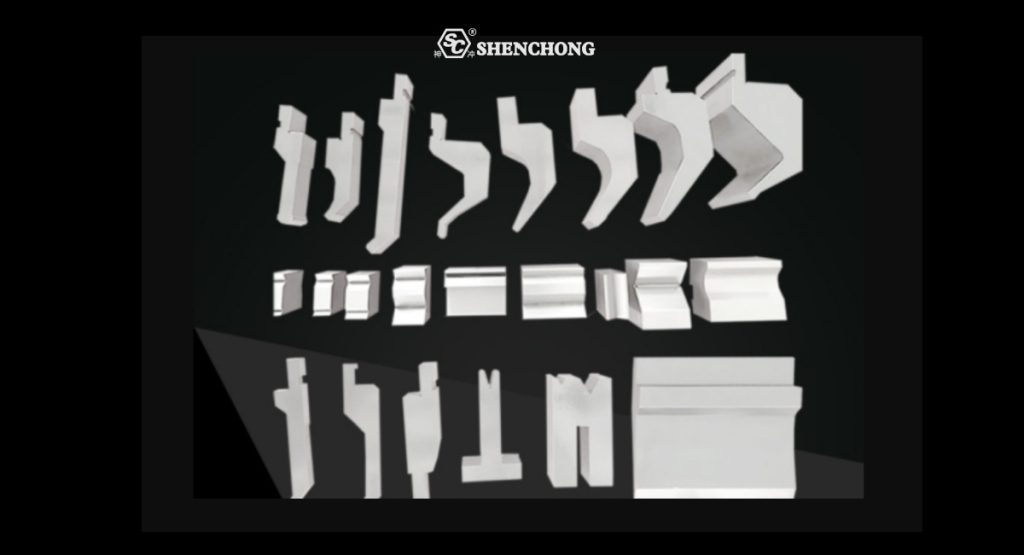
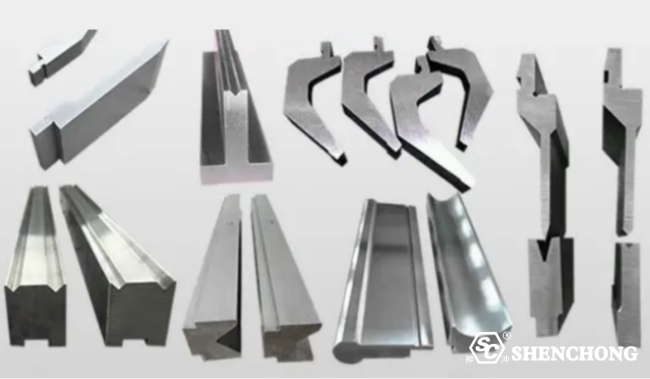
Существует множество типов режущих инструментов для гибочных станков с ЧПУ, как правило, включая стандартные верхние формы для гибки под прямым углом, заостренные верхние формы, формы для сплющивания ножей, формы для R-образных ножей, смещенный верхний пуансон, нижние матрицы 1 В, нижние матрицы 2 В, 3U, Нижние штампы 4 В, нижние штампы Yuli с резиновым пресс-тормозом, нижние штампы из твердой резины, нижние направляющие пресс-формы, нижняя опора штампа, пресс-формы для гибки с разницей сегментов, формовочные пресс-формы, комбинированные гибочные формы, гибочные формы без царапин и т. д. Различные нестандартные формы могут быть разработаны в соответствии с различными ситуациями.
С точки зрения использования формы для гибочных тормозных машин обычно делятся на стандартные и специальные формы. Вообще говоря, верхний угол кончика пуансона листогибочного тормоза составляет 30 градусов (фактический угол составляет 26-28 градусов), угол нижнего выреза штампа составляет 30 градусов, 45 градусов, 60 градусов, 80-90 градусов и т. д. и 60 градусов. 78-88 градусов и т.д.
С точки зрения формы верхний пуансон гибочной машины можно разделить на форму с острым лезвием, форму с круговой дугой, форму с гибочным лезвием и формовочную форму. Вообще говоря, формы для острых ножей в основном имеют угол 30 и 60 градусов, иногда со специальными углами, такими как 45 градусов и 55 градусов. Дуговые формы в основном проектируются с дугами разного диаметра и длины. Гибочная матрица в основном используется для предотвращения U-образных заготовок или множественных изгибов. Наиболее сложной является формовочная матрица. Формующая матрица может быть интегрированной или комбинированной. Вообще говоря, комбинированная матрица проектируется, изготавливается и объединяется из верхней и нижней форм. С точки зрения производственных затрат, стоимость изготовления комплексной формовочной матрицы будет намного выше (особенно для больших форм), а точность трудно контролировать. Комбинированная матрица имеет большие преимущества при работе с большими формами и формами со сложной графикой.
Инструменты для листогибочного пресса можно разделить на одну форму и многофункциональную форму в зависимости от ее функции. Одна форма может изготавливать только один тип заготовки, тогда как многофункциональная форма может обрабатывать разные типы заготовок. Некоторые из них можно разобрать и собрать, что также называется составной формой, например, пресс-форма для разности сегментов и формовочная пресс-форма.
В зависимости от количества вырезов в пресс-форме нижнюю матрицу листогибочного станка можно условно разделить на матрицу с одинарным V-образным днищем, матрицу с двойным V-образным днищем и матрицу с несколькими V-образным днищем. Как следует из названия, на поверхности матриц с одинарным и двойным V-образным дном имеется только одна или две выемки формы, что является обычным явлением в пресс-форме. Листогибочные станки с ЧПУ и имеет высокую точность. Поскольку у него есть фиксированный эталон, также известный как концентрическая форма, его можно легко заменить. Многоканальная нижняя матрица представляет собой в основном квадратную форму с множеством вырезов на четырех поверхностях и разных размеров. Преимущество заключается в том, что форма имеет несколько канавок, которые могут адаптироваться к изгибу пластин различной толщины.
В настоящее время, с непрерывным прогрессом общества, требования к продукции также постоянно растут, а также постоянно возрастают различные требования к гнутым изделиям и материалам. Нижняя форма гибочных станков также постоянно совершенствуется. Формы со встроенным дном, формы без углублений и формы с регулируемым открывающимся дном широко используются в различных отраслях промышленности.
Распространенные типы листогибочного пресса, верхний пуансон и нижние штампы на продажу
1. Обычный стандартный верхний пуансон и нижние штампы
Стандартный верхний пуансон и нижние матрицы используются для гибки под углами 90°-180°. Преимущества: универсален для толстых и тонких пластин, долговечен и широко используется.
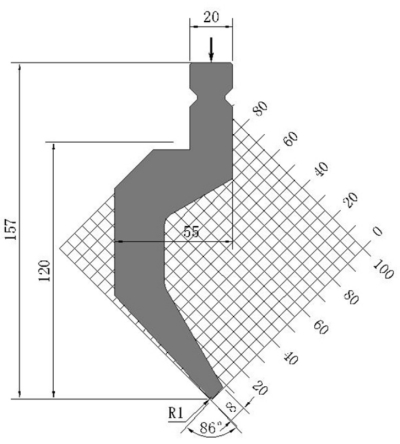
2. Верхний пуансон с острым лезвием
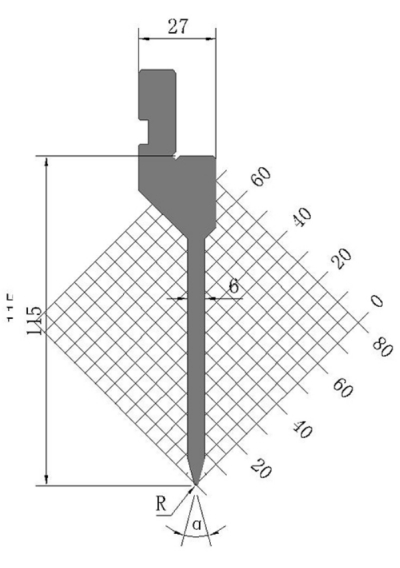
Верхний пуансон с острым лезвием используется для гибки под углами 20° – 180°. Преимущества: возможность изгиба под меньшими углами и размерами, с меньшей R-образной кривой после изгиба, красивый внешний вид и четкие края.
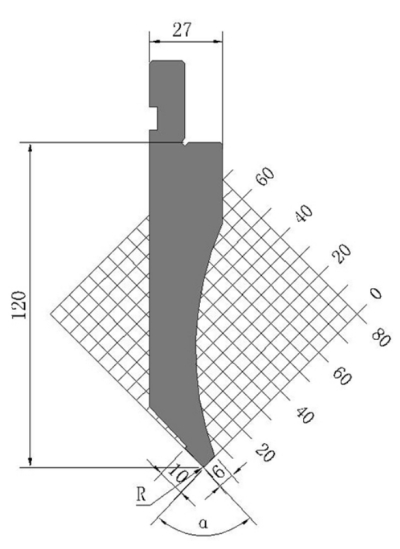
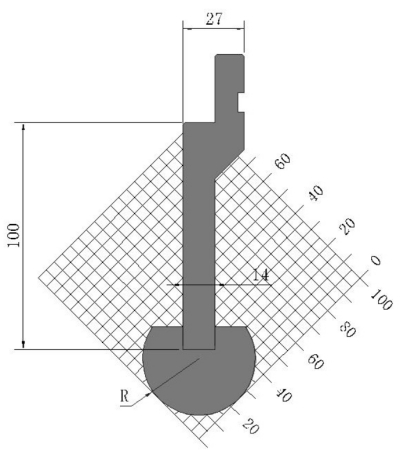
3. Верхний пуансон с большим изгибом (Верхний пуансон «гусиная шея»)
Верхний пуансон гибочного пресса «гусиная шея» используется для гибки под углами 30°-180°. Преимущества: применяется для П-образных изделий, которые невозможно выполнить стандартными и остроконечными формами, с широким спектром применения.
4. Инструмент для гибочного пресса
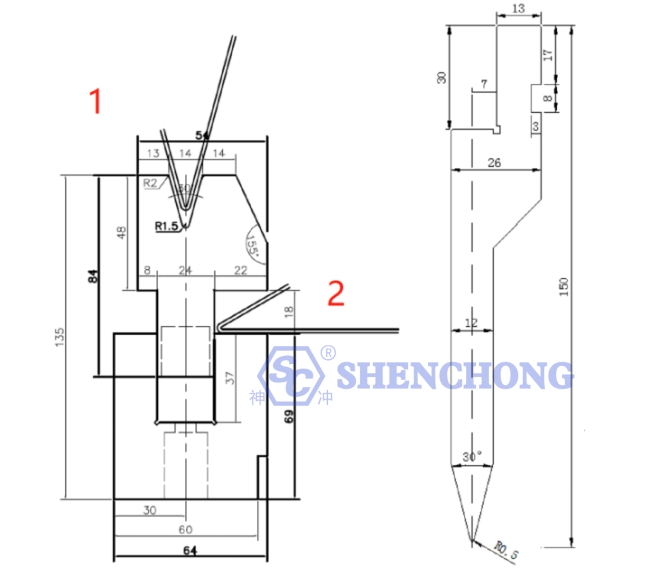
Для подшивки кромок используются инструменты для гибочного пресса, подходящие для соответствия заостренным штампам. Сначала заостренной матрицей согнуть заготовку на угол менее 45°, а затем с помощью плющилки прижать мертвую кромку, в основном используемую для армирования рамы.
5. Инструмент для листогибочного пресса «Z»
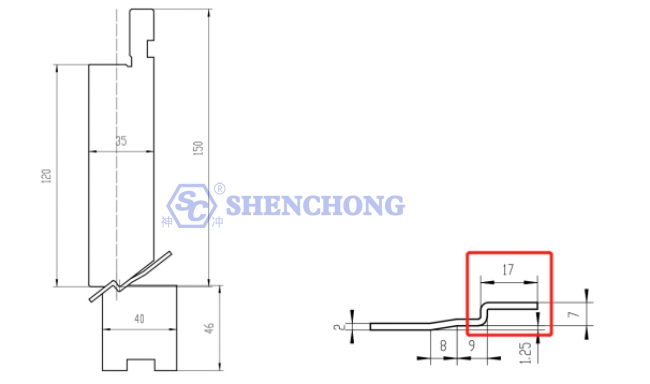
Матрица «Z» в основном используется для однократной гибки небольших Z-образных заготовок, разделенных на фиксированные и регулируемые.
6. Пресс-форма для формования пресс-тормоза
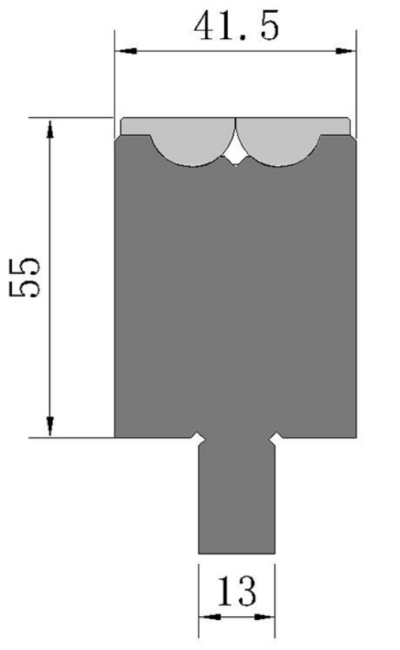
Формовочная форма (включая дуговую форму, форму для одноразового формования дверной рамы, U-образную форму, форму для фонарного столба и т. д.) обычно используется для гибки сложных изделий и включает в себя несколько углов и стилей гибки. Таким образом, форма для одноразовой гибки предназначена для повышения точности и эффективности гибки.
7. Нижняя матрица с тем же сердечником
Нижняя матрица с одинаковым сердечником обычно относится к нижней форме, используемой совместно с гибочным станком с ЧПУ и состоящей из держателя формы и сегментированных нижних форм. Тот же сердечник означает использование любой канавки, которую нужно только заменить на указанную канавку без необходимости повторного центрирования верхнего и нижнего положения формы. Смена формы очень удобна, а точность обработки высока.
8. Нижняя матрица без отступов
Конструкция вращающейся откидной пластины без вдавливания. В процессе вдавливания заготовки в нижний корпус матрицы верхним пуансоном за счет контакта заготовки с плоскостью вращающейся откидной пластины вращающаяся откидная пластина вращается в нижнем корпусе пресс-формы, а заготовка не скользит относительно вращающаяся откидная пластина в течение всего процесса гибки. В то же время заготовка контактирует с вращающейся откидной пластиной, что устраняет следы давления и царапины, вызванные сжатием на поверхности заготовки, эффективно улучшая внешний вид и точность заготовки. В дополнение к двум типам конструкций пресс-форм без вмятин, упомянутым выше, которые могут устранить вмятины на поверхности заготовки во время изгиба, использование резиновых прокладок, предотвращающих вдавливание, одиночных V-образных вогнутых резиновых втулок, предотвращающих вдавливание формы, превосходного клея в форме блока + Для устранения вмятин на поверхности заготовки во время гибки также можно использовать футеровку AT-подушки, вогнутые формы из твердой резины и другие методы, обеспечивая достижение требований к качеству продукции. Однако резиновые прокладки, резиновые втулки, блоки из высококачественной резины и твердой резины склонны к деформации и имеют небольшой срок службы в процессе гибки, что влияет на точность размеров гнутой заготовки. Они подходят только для гибки заготовок с низкими требованиями к точности размеров.
Нижний штамп без вдавливаний включает в себя нижний штамп без вдавливаний шарикового типа, нижний штамп без вдавливаний с переворачивающейся пластиной и нижний штамп без вдавливаний с улучшенной адгезией. Основное назначение нижней матрицы без вдавливаний – избежать царапин, царапин и вмятин на поверхности материала.
Материал инструментов для листогибочного пресса
Как правило, инструменты для гибочного пресса изготавливаются из материалов T8, T10, T10A и 42CrMo, которые в основном требуют высокой прочности, ударной вязкости и хорошей износостойкости. Выбрана сталь для форм для холодной обработки Cr12MoV — очень хороший материал. Его производительность может соответствовать требованиям, а производительность процесса также хороша. Цена будет выше. 42CrMo — это высокопрочный сплав закаленной и отпущенной стали, обладающий высокой прочностью и хорошей вязкостью. Он может работать при температуре ниже 500 градусов
При выборе материала для листогибочного станка заводы и пользователи должны учитывать несколько характеристик: твердость, термостойкость и износостойкость. Мы обычно выбираем углеродистую сталь T8-T12 для инструментов листогибочного пресса, среди которых чаще используется T10, с умеренной прочностью и хорошей износостойкостью. После термообработки максимальная твердость может достигать 60HRC и выше, а себестоимость производства относительно низкая. Однако он имеет плохую прокаливаемость и термостойкость (250 ℃).
Если вам нужны более качественные материалы для форм, выберите конструкционную сталь из высокопрочного сплава 42CrMo. 42CrMo относится к сверхвысокопрочным сталям, которые обладают высокой прочностью и ударной вязкостью, хорошими закалочными свойствами, высоким пределом выносливости и устойчивостью к многократным ударам после закалки и отпуска. Он может работать при температуре ниже 500 ℃. Твердость после термообработки составляет около 45-48HRC, что является более подходящим.
Выбор инструментов для листогибочного пресса
Использование различных комбинаций листогибочного инструмента позволяет получить разную высоту комбинации пресс-форм для обработки разных деталей. Расстояние между кончиками инструментов различных комбинаций пресс-форм не может превышать половину их хода минус ширина V-образного выреза.
При обработке разных деталей необходимо использовать разные формы. Неправильный выбор формы не только усложняет обработку, но и может привести к бракованию продукции. Прежде чем выбирать форму, необходимо понять параметры обработки гибочного пресса и формы, чтобы избежать ситуаций, когда они не могут соответствовать друг другу.
Параметры станка включают в себя: ход, допустимое давление, высоту открытия и тип быстрого зажима.
Параметры листогибочного инструмента: (тип держателя пуансона), тоннаж сопротивления давлению (максимальное давление изгиба).
Выбор верхнего пуансона листогибочного пресса
Существует три типа верхнего держателя пуансона.
- Угол верхнего пуансона должен быть меньше угла обработки. Например, обработка 90 градусов с использованием верхнего пуансона 88 градусов.
- При выборе подходящего наконечника R обычно используется диаметр R0,6 менее 3 мм, но если есть особые требования к обработке, можно использовать другие формы R, например, R0,2.
- Убедитесь, что диапазон сопротивления давлению верхнего пуансона превышает диапазон обработки.
- Для разных форм изгиба требуются разные формы верхнего пуансона.
Выбор нижних матриц листогибочного пресса
- Убедитесь, что вы выбрали правильную ширину V для нижней матрицы.
- Угол между V-образным вырезом нижней формы должен соответствовать углу верхней формы, например, верхняя форма 88 градусов и нижняя форма 88 градусов.
- Убедитесь, что диапазон сопротивления давлению нижней матрицы превышает диапазон обработки.
- Нижняя матрица включает одинарную V и двойную V. Среди этих двух типов также есть разные типы форм для сегментации и целых сегментов, которые подходят для различных потребностей обработки. Вообще говоря, одинарные V-образные формы имеют более широкий спектр применения, чем двойные V-образные формы, а сегментированные формы имеют более широкий спектр применения, чем цельносегментные формы. Однако первый вариант относительно дорогой.
Выбор нижней опоры матрицы
Выберите нижнее основание штампа в соответствии с выбранным нижним штампом и используйте разные основания нижнего штампа для нижнего штампа с одинарной и двойной V-образной буквой.
При выборе нижней опоры матрицы также важно учитывать, что существует несколько вариантов высоты опор пресс-формы, соответствующих различным методам обработки.
Введение в метод установки инструментов листогибочного пресса

Выберите пресс-форму для пресс-тормоза
Выбор пресс-формы для листогибочного пресса, соответствующей вашим рабочим потребностям, является обязательным условием для использования машины с гибочным тормозом. При выборе гибочной формы обратите внимание на следующие моменты:
- Определить необходимый диапазон давления и толщину рабочего материала.
- Выберите тип инструмента листогибочного пресса в зависимости от требуемого угла изгиба и радиуса изгиба.
Регулировка формы
Перед установкой инструмента листогибочного тормоза нам необходимо сначала отрегулировать его.
- Отрегулируйте силу зажима инструмента листогибочного тормоза, чтобы обеспечить хорошее прилегание к заготовке.
- Отрегулируйте угол изгиба и радиус формы в соответствии с требованиями заготовки.
Установка форм
- Сначала вставьте нижнюю опору штампа листогибочного пресса на рабочий стол в соответствии с позиционирующим штифтом.
- Затем установите подвижную форму в основание формы.
- Наконец, установите каркас сиденья верхней формы (положение теоретической кривой изгиба) и завершите установку формы.
При установке формы следует соблюдать меры безопасности:
- Перед установкой формы отключите питание и подождите, пока машина остановится.
- Во время установки следует обратить внимание на опорную силу, чтобы обеспечить стабильную установку.
- Строго следуйте инструкции по эксплуатации, чтобы не допустить возникновения аварийных ситуаций.
Использование форм
После установки гибочного пресса необходимо провести пробный эксперимент по изгибу, чтобы определить, устойчивы ли форма и машина и соответствует ли форма требованиям, предъявляемым к заготовке.
Таким образом, правильная установка формы гибочного станка является залогом нормальной работы станка. Поэтому при установке формы необходимо серьезно отнестись к этапам регулировки и установки, чтобы обеспечить правильную установку, эксплуатационную безопасность и эффективность производства.
Использование инструментов листогибочного пресса
Существует несколько типов форм для гибки, в том числе L-образная, R-образная, U-образная, Z-образная и т. д. Верхняя форма в основном используется под разными углами, например 90°, 88°, 45°, 30°, 20° и 15°. Нижняя форма имеет двойную и одинарную выемку с различной шириной выемки от 4 до 18 В, а также нижние формы R, нижние формы с острыми углами и формы для выравнивания. Верхняя и нижняя формы разделены на сегменты и в целом: сегменты верхней формы обычно имеют размеры 300 мм, 200 мм, 100 мм, 100 мм, 50 мм, 40 мм, 20 мм, 15 мм, 10 мм, а вся форма составляет 835 мм. Нижняя форма обычно делится на 400 мм, 200 мм, 100 мм, 50 мм, 40 мм, 20 мм, 15 мм и 10 мм общим размером 835 мм.
- Инструменты листогибочного пресса изготовлены из высококачественной стали путем специальной термической обработки, которая обладает характеристиками высокой твердости, низкой износостойкости и устойчивости к высокому давлению. Однако каждый комплект форм имеет свою предельную устойчивость к давлению: тонны/метр. Поэтому при использовании формы важно правильно подобрать длину формы, то есть какое давление следует прикладывать на метр, и никогда не превышать давление, указанное на форме. Это очень важно, и мы надеемся, что все это запомнят.
- Во избежание повреждения инструментов листогибочного пресса мы предусмотрели, что при выравнивании начала координат необходимо использовать верхний пуансон и нижнюю матрицу длиной 300 мм и более. Только после выравнивания начала координат можно использовать одинаковую высоту верхней и нижней форм. Строго запрещено использовать разделительные формы для выравнивания исходной точки, а исходное давление должно основываться на исходном давлении гибочной машины. Он не может превышать 7 тонн для 80T, 10 тонн для 100T и 15 тонн для 200T.
- При использовании пресс-форм из-за разной высоты различных форм на одной машине можно использовать только формы одинаковой высоты, а формы разной высоты использовать нельзя.
- При использовании форм следует выбирать соответствующие верхнюю и нижнюю формы с учетом твердости изгибаемого материала, толщины и длины металлического листа. Если материал тверже и толще, для нижней матрицы следует использовать более широкую выемку.
- При сгибании острых углов или смятии углов следует выбирать угол в 30 градусов, при этом острые углы сначала сгибаются, а затем сминаются края. При изгибе угла R следует выбирать как верхнюю, так и нижнюю форму.
- При гибке более длинных заготовок лучше не использовать сегментированные формы, чтобы уменьшить вдавливание инструмента.
- При выборе верхней формы мы должны понимать параметры всех форм и решить, какую верхнюю форму использовать, исходя из формы формуемого изделия.
- После того, как машина выровняла исходную точку, верхнюю и нижнюю формы следует заблокировать, чтобы они не упали и не причинили травм людям или форме. Во время работы будьте осторожны, не нажимайте сразу слишком сильно, и обращайте внимание на изменения данных, отображаемых на экране.
- После использования инструмента листогибочного тормоза его следует сразу же положить обратно на стойку для форм и разместить в соответствии с этикеткой. Пыль на форме следует регулярно очищать и покрывать антикоррозионным маслом, чтобы избежать ржавчины и снижения точности формы.
Заключение
В последние годы обрабатывающая промышленность Китая быстро развивалась, что означает огромный рынок для индустрии прессовых станков с ЧПУ в Китае. В этом контексте низкий уровень производственных затрат в Китае также является признанным фактом. По данным, разница в цене между листогибочным инструментом в Китае и развитых странах Европы и Америки составляет примерно 3-5 раз. Клиенты могут приобрести более дешевые верхний пуансон и нижние матрицы листогибочного пресса в Китае.




