Оглавление
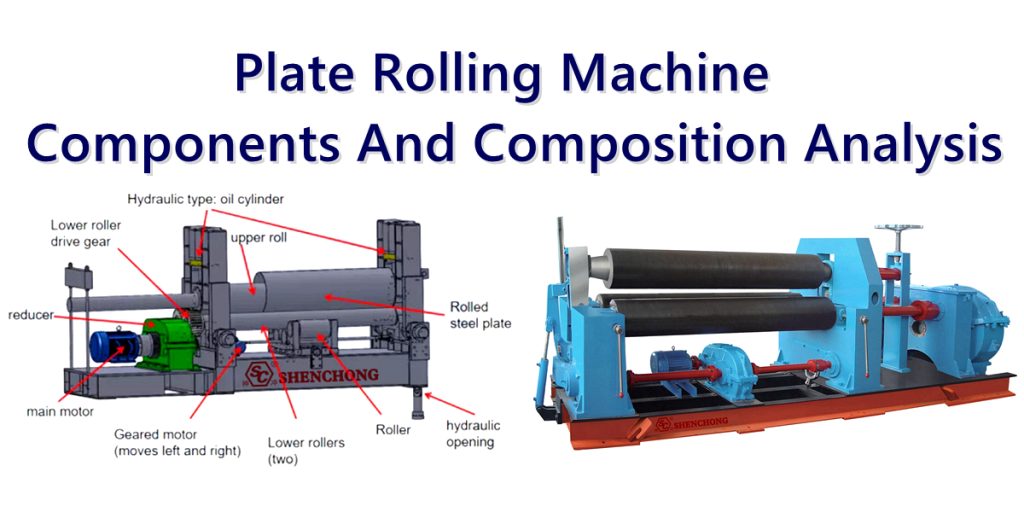
Состав листопрокатного станка в основном состоит из нескольких основных компонентов, которые работают вместе для достижения процесса гибки металлических пластин. Ниже приведены основные компоненты листопрокатного станка и их функциональные описания.
1. Роликовая система
Роликовая система листопрокатный станок является важным компонентом листопрокатной машины, отвечающим за перенос и передачу различных крутящих моментов и давлений. Листопрокатная машина обычно используется для деформации металлических пластин (например, стальных пластин, алюминиевых пластин и т. д.) в требуемую криволинейную поверхность или круглую структуру посредством прокатки. Функция и структура ее роликовой системы имеют решающее значение для производительности и эффективности машины.
Состав роликовой системы листопрокатного станка
Роликовая система листопрокатного станка в основном включает в себя следующие части:
- Валик (или ролик): обычно изготавливается из высокопрочного материала, играет роль непосредственного зажима и изгиба пластины. Размер и форма валика должны быть спроектированы в соответствии с толщиной и шириной пластины.
- Опорный подшипник: подшипники обычно устанавливаются на обоих концах ролика для поддержки вращения ролика и обеспечения точной стыковки ролика с рамой.
- Приводное устройство: включает двигатели, редукторы и т. д., которые передают мощность на валок через ременную или зубчатую передачу для управления скоростью и направлением его вращения.
- Система давления: Обеспечьте давление ролика с помощью гидравлических или механических средств, чтобы гарантировать, что лист может плавно входить в ролик и проходить соответствующую прокатку.
- Регулировочное устройство: Для адаптации к листам различной толщины роликовая система часто должна иметь регулировочное устройство для регулировки зазора и угла между роликами.
- Защитное устройство: Для предотвращения возникновения ненормальных условий во время работы роликовая система обычно оснащается защитными устройствами, такими как защита от перегрузки, система контроля температуры и т. д.
Основные технические параметры
- Материал и твердость роликов: должны соответствовать определенным требованиям прочности и износостойкости для обеспечения долговременной стабильной работы роликов.
- Точность регулировки: Точность регулировки роликовой системы напрямую влияет на эффективность прокатки листа и качество продукции.
- Режим привода и силовая передача: выберите соответствующее приводное устройство и систему трансмиссии, чтобы обеспечить стабильность и регулируемость во время работы.
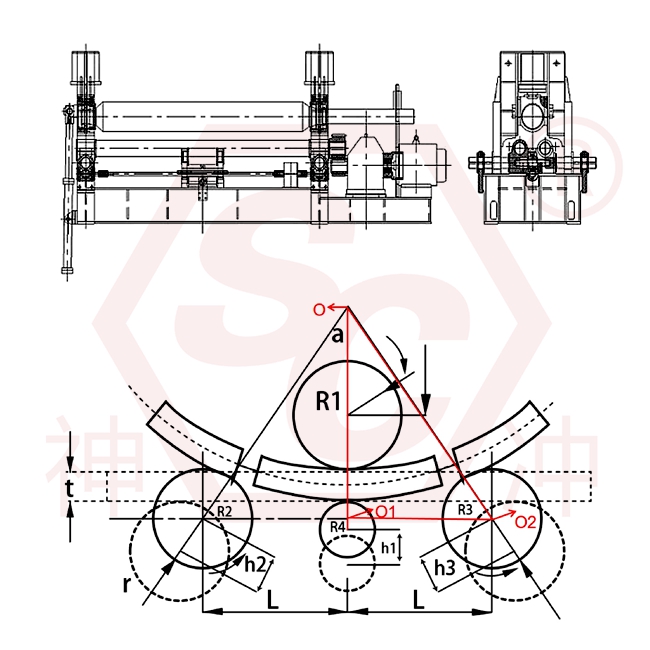
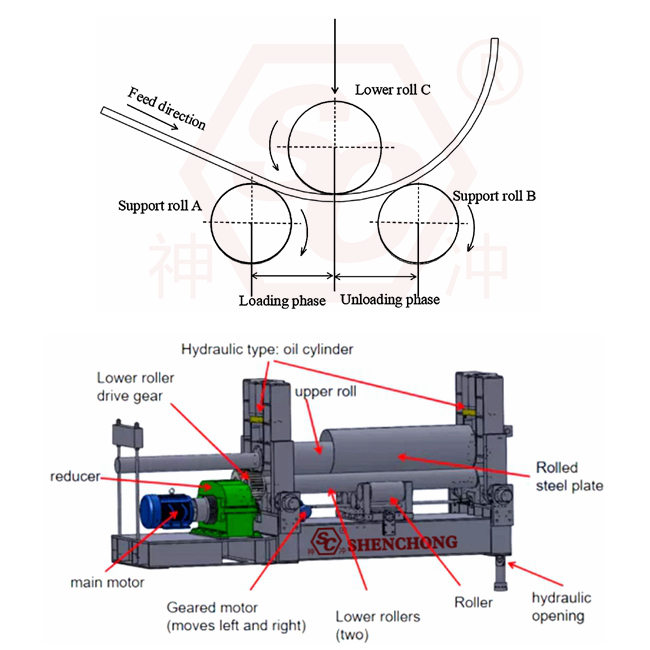
Распространенные типы листопрокатных машин
Трехвалковые, четырехвалковые и т. д. Различные типы валковых систем имеют несколько отличающуюся конструкцию для удовлетворения различных производственных потребностей.
2. Система привода
Система привода листопрокатного станка является ключевым компонентом, обеспечивающим плавную и стабильную работу станка. Ее основная задача — обеспечить мощность, управлять движением вала ролика и обеспечить синхронизацию, точность и регулируемость давления между валами ролика. Система привода листопрокатного станка включает в себя множество частей, обычно включающих двигатели, редукторы, передаточные устройства, муфты, системы управления и т. д.
Состав приводной системы листопрокатного станка
Основные компоненты приводной системы листопрокатного станка:
1) Мотор
Двигатель является основной частью приводной системы и обеспечивает основной источник энергии.
Распространенные типы двигателей:
- Двигатель переменного тока (AC): обладает хорошей стабильностью и экономичностью, подходит для большинства обычных листопрокатных машин.
- Двигатель постоянного тока (DC): благодаря своей высокой регулируемости скорости он чаще используется в приложениях, требующих точного контроля скорости.
- Двигатель с переменной частотой: при использовании с преобразователем частоты скорость двигателя можно регулировать по мере необходимости, обеспечивая более точное управление скоростью.
2) Редуктор
Функция редуктора заключается в снижении скорости двигателя и увеличении выходного крутящего момента, чтобы вал ролика вращался с подходящей скоростью. Обычно он соединен с электродвигателем.
К распространенным редукторам относятся:
- Редуктор: обеспечивает большой выходной крутящий момент и подходит для работы в условиях высоких нагрузок.
- Червячный редуктор: подходит для случаев, требующих большого передаточного числа, и имеет относительно компактную конструкцию.
- Планетарный редуктор: обеспечивает высокую эффективность и точное управление, подходит для систем с высокими требованиями к скорости и крутящему моменту.
3) Передающее устройство
Передаточное устройство отвечает за передачу выходной мощности редуктора на вал ролика.
Распространенные методы передачи включают в себя:
- Зубчатая передача: Зубчатая передача широко используется во многих крупных листопрокатных машинах и отличается высокой эффективностью и грузоподъемностью.
- Цепная передача: подходит для небольших и средних листопрокатных машин и обладает определенной ударопрочностью.
- Ременная передача: обычно используется в маломощных машинах, обладает хорошей гибкостью и эффектом амортизации.
4) Муфта
Муфта служит для соединения приводного устройства с трансмиссионным валом роликовой системы для обеспечения стабильности вращения.
Распространенные типы муфт включают в себя:
- Эластичная муфта: обладает хорошими амортизирующими и демпфирующими свойствами, а также может снижать вибрацию системы.
- Жесткая муфта: подходит для применений с высокими требованиями к точности, может обеспечить синхронизацию системы передачи.
- Универсальная муфта: подходит для систем, которым необходимо передавать мощность под большим углом.
5) Система управления
Система управления играет важную роль в системе привода листопрокатного станка. Она определяет параметры управления, такие как скорость, направление и давление ролика.
К распространенным методам контроля относятся:
- Система управления ПЛК: система на основе программируемого логического контроллера (ПЛК), которая имеет высокий уровень автоматизации и может реализовывать сложную логику управления.
- Инвертор: совместно с двигателем он может регулировать скорость двигателя путем регулировки частоты, тем самым управляя скоростью ролика.
- Гидравлическая система управления: используется для регулировки давления между роликами для обеспечения качества обработки материала.
6) Система безопасности
Для обеспечения безопасности листопрокатного станка во время эксплуатации обычно оснащаются некоторыми защитными устройствами, такими как:
- Устройство защиты от перегрузки: когда нагрузка превышает допустимый диапазон нагрузки оборудования, оно автоматически прекращает работу, чтобы избежать повреждения оборудования.
- Датчик температуры: контролирует температуру двигателя и редуктора, чтобы избежать перегрева.
- Устройство аварийной остановки: в случае неисправности или опасной ситуации подача питания может быть немедленно отключена для обеспечения безопасности оператора.
Принцип работы приводной системы
Двигатель снижает скорость с помощью редуктора и обеспечивает достаточный крутящий момент.
Трансмиссионные устройства (такие как шестерни, цепи, ремни) передают мощность на ролики.
Муфта эффективно соединяет мощность, обеспечивая плавную работу роликов.
Система управления контролирует и регулирует различные параметры, такие как скорость роликов, давление и т. д., для обеспечения точности работы и эффективности листопрокатного станка.
Распространенные типы систем привода
Привод с одним двигателем: подходит для небольших листопрокатных машин или применений с низкой нагрузкой.
Привод с двумя двигателями: используется для средних и больших листопрокатных машин, которым требуется большая мощность и устойчивость, а лучшее распределение мощности достигается за счет двух двигателей.
Гидравлический привод: гидравлическая система, обычно используемая в листопрокатных станках, может обеспечивать высокую выходную мощность.
Основные технические требования
- требования к листопрокатному станку, чтобы избежать недостаточной мощности или перегрузки.
- Диапазон скоростей: Диапазон скоростей приводной системы должен быть в состоянии покрыть потребности листопрокатного станка в различных рабочих условиях.
- Синхронность: особенно в многороликовых системах синхронизация между роликами особенно важна для обеспечения плавного и эффективного рабочего процесса.
Проектирование и выбор системы привода листопрокатного станка напрямую влияет на эффективность работы, производительность и срок службы листопрокатного станка. Поэтому при выборе системы следует всесторонне учитывать конкретные требования к применению, обрабатываемые материалы и производственную среду.
3. Гидравлическая система
Гидравлическая система листопрокатного станка является важной частью листопрокатного станка, которая в основном отвечает за регулировку и контроль давления роликов, зазора между роликами и точную регулировку во время работы. Гидравлическая система может обеспечить мощную мощность для поддержки листопрокатного станка для завершения операций формовки и гибки листового металла под высоким давлением.
Роль гидравлической системы
Основная роль гидравлической системы в листопрокатном станке заключается в следующем:
- Регулировка давления между роликами: обеспечение плавного прохождения листа через ролики и выполнение точной гибки.
- Регулировка зазора между роликами: пластины разной толщины необходимо регулировать, регулируя зазор между роликами, чтобы соответствовать требованиям обработки. Гидравлическая система может точно контролировать в соответствии с различной толщиной.
- Точный контроль давления и крутящего момента: Гидравлическая система может обеспечивать более высокое давление и может быть очень точно отрегулирована для удовлетворения различных требований обработки различных материалов.
Состав гидравлической системы листопрокатного станка
Основные узлы гидравлической системы листопрокатного станка:
1) Гидравлический насос
- Функция:
Гидравлический насос является основной частью гидравлической системы, отвечающей за обеспечение подачи энергии для потока гидравлического масла и обеспечение эффективной передачи давления гидравлическим маслом в системе.
- Тип:
К распространенным гидравлическим насосам относятся шестеренные насосы, лопастные насосы, плунжерные насосы и т. д. Различные типы насосов адаптированы к различным рабочим давлениям и требованиям к расходу.
2) Гидравлический цилиндр
- Функция:
Гидравлический цилиндр — это исполнительный механизм в гидравлической системе, который используется для преобразования гидравлической энергии в механическую и выполняет такие задачи, как регулировка давления роликов и регулировка зазора роликов.
- Структура:
Гидравлический цилиндр состоит из корпуса цилиндра, поршня, штока поршня, уплотнения и т. д. Когда гидравлическое масло поступает в гидравлический цилиндр, оно заставляет поршень двигаться линейно, тем самым приводя в движение ролик или другие компоненты.
3) Гидравлический клапан
- Функция:
Гидравлический клапан используется для управления направлением потока, расходом и давлением гидравлического масла. Это важный элемент управления в гидравлической системе, гарантирующий, что система может обеспечить правильное давление и расход по мере необходимости.
- Тип:
К распространенным гидравлическим клапанам относятся односторонние клапаны, перепускные клапаны, дроссельные клапаны, клапаны регулирования давления, реверсивные клапаны и т. д. Эти клапаны помогают регулировать поток гидравлического масла и обеспечивают стабильную работу системы.
4) Бак гидравлического масла
- Функция:
Гидравлический масляный бак используется для хранения гидравлического масла и обеспечивает охлаждение и фильтрацию масла. Масляный бак обычно проектируется с вентиляционными устройствами, устройствами определения уровня масла, системами фильтрации и т. д. для обеспечения чистоты и нормальной работы гидравлической системы.
- Гидравлическое масло:
Выбор гидравлического масла имеет решающее значение и должен обладать хорошей смазывающей способностью, коррозионной стойкостью, стойкостью к высоким температурам и другими характеристиками.
5) Гидравлическая трубопроводная система
- Функция:
Гидравлический трубопровод соединяет различные компоненты, такие как гидравлические насосы, гидравлические цилиндры, гидравлические клапаны и т. д., обеспечивая бесперебойную подачу гидравлического масла.
- Проектирование трубопровода:
При проектировании следует учитывать такие факторы, как сопротивление потоку гидравлического масла, сопротивление давлению трубопроводов и риск утечки.
6) Гидравлическая система управления
- Функция:
Гидравлическая система управления отвечает за управление работой гидравлических компонентов. Обычно она используется совместно с ПЛК (программируемый логический контроллер) или специализированным гидравлическим контроллером для точной регулировки гидравлических параметров через систему автоматизации.
- Функции:
Современные листопрокатные машины, как правило, оснащены цифровыми системами управления, которые позволяют осуществлять точное управление и регулировку гидравлических систем, а также обеспечивать эффективную и точную работу.
Принцип работы гидравлической системы листопрокатного станка
Гидравлическое масло всасывается и нагнетается гидравлическим насосом, а насос подает гидравлическое масло в различные компоненты системы, такие как гидравлические цилиндры и гидравлические клапаны.
Гидравлический клапан регулирует поток, направление и давление гидравлического масла в соответствии с потребностями системы, гарантируя эффективную передачу гидравлического масла в привод (например, гидравлический цилиндр) для точной работы.
Гидравлический цилиндр производит линейное движение под действием гидравлического масла, например, регулируя давление между роликами или регулируя зазор между роликами. Гидравлическая система может точно регулировать давление и положение в соответствии с толщиной пластины и требованиями обработки.
После завершения задачи гидравлическое масло возвращается в бак, а температура и уровень масла в системе контролируются для обеспечения стабильности работы гидравлической системы.
Распространенные типы гидравлических систем
Система гидроцилиндров одностороннего действия:
Подходит для случаев, когда для создания усилия требуется только одно направление, что часто встречается при простой регулировке роликов и контроле давления.
Система гидроцилиндров двойного действия:
Может генерировать усилие в обоих направлениях, подходит для случаев, когда требуется точная регулировка и двустороннее управление, широко используется для регулировки роликов и регулировки давления листопрокатных машин.
Преимущества гидравлической системы листопрокатного станка
- Высокая эффективность: Гидравлическая система может обеспечить более высокую плотность мощности и достаточную мощность в меньшем пространстве.
- Точное управление: Гидравлическая система может очень точно контролировать давление, скорость и положение, а также адаптироваться к пластинам различной толщины и из разных материалов.
- Быстрое реагирование: Гидравлическая система имеет высокую скорость реагирования и может быстро регулировать давление и зазор роликов для повышения эффективности производства.
- Высокая надежность: Гидравлическая система имеет простую конструкцию, стабильную работу и обычно обладает большой грузоподъемностью.
Техническое обслуживание и меры предосторожности гидравлической системы
- Выбор гидравлического масла: Обязательно используйте подходящее гидравлическое масло и регулярно проверяйте качество масла, чтобы избежать его загрязнения или ухудшения характеристик.
- Регулярно проверяйте масляный контур: проверяйте трубопровод, клапаны и соединители, чтобы избежать утечек и засоров, а также обеспечить эффективную работу системы.
- Проверьте рабочее состояние гидроцилиндра и насоса: регулярно проверяйте герметичность гидроцилиндра и рабочее состояние гидронасоса, своевременно ремонтируйте или заменяйте неисправные детали.
Роль гидравлической системы в листопрокатном станке имеет решающее значение. Она не только влияет на производительность станка, но и напрямую влияет на эффективность производства и качество продукции.
4. Система управления
Система управления является ядром листопрокатного станка и используется для регулировки движения и рабочего состояния каждого компонента.
По степени автоматизации системы управления подразделяются на:
- Ручное управление: регулировка положения и давления ролика напрямую с помощью механической ручки или кнопки.
- Полуавтоматическое управление: оснащено простым электронным устройством управления, которое может предварительно задавать некоторые параметры.
- Система ЧПУ (ЧПУ): программируемое управление, автоматическая работа достигается путем ввода параметров (таких как толщина пластины, радиус гибки), подходит для обработки сложных форм.
5. Рама и основание
Рама и основание являются основной несущей конструкцией листопрокатного станка, обеспечивающей устойчивость и точность оборудования. Его особенности включают:
- Высокопрочная конструкция: обычно литая стальная или сварная стальная конструкция, способная выдерживать высокие нагрузки.
- Хорошая жесткость: снижает вибрацию и деформацию во время работы оборудования.
- Устойчивое основание: обеспечивает установку и крепление оборудования.
6. Устройство подачи и выгрузки
Устройство загрузки и выгрузки используется для облегчения загрузки пластин и извлечения готовой продукции, сокращения ручных операций и повышения эффективности.
- Устройство подачи: включает в себя конвейерную ленту или ролик для облегчения подачи листов в листопрокатную машину.
- Разгрузочное устройство: Некоторые листопрокатные машины оснащены автоматические системы разгрузки для облегчения выгрузки готовой продукции.
7. Ограничивающие и корректирующие устройства
- Ограничительное устройство: используется для контроля положения пластины с целью предотвращения ее смещения во время обработки.
- Корректирующее устройство: отрегулируйте начальное положение пластины, чтобы обеспечить точность гибки.
8. Система смазки и охлаждения
Система смазки и охлаждения используется для защиты движущихся частей оборудования и продления срока его службы.
- Система смазки: регулярно подавайте смазочное масло на ключевые компоненты, такие как ролики и шестерни, для снижения трения.
- Система охлаждения: отвод тепла с помощью охлаждающей жидкости или вентилятора для предотвращения перегрева гидравлической системы и двигателя.
9. Защитное устройство
Для обеспечения безопасности операторов и оборудования листопрокатный станок оснащен различными защитными устройствами, в том числе:
- Кнопка аварийной остановки: быстрая остановка оборудования в экстренной ситуации.
- Защитный кожух: закрывает опасные части, предотвращая контакт операторов с ними.
- Защита от перегрузки: автоматически отключается, когда нагрузка на оборудование превышает расчетный диапазон.
10. Дополнительные функциональные устройства
В зависимости от конкретных потребностей листопрокатный станок может быть оснащен дополнительными устройствами, такими как:
- Коническое прокатное устройство: специально используется для обработки конических деталей.
- Измерительная система: мониторинг радиуса изгиба и формы пластины в режиме реального времени.
- Автоматическая система центрирования: обеспечивает постоянное центрирование пластины во время обработки.

11. Резюме
Компоненты листопрокатного станка в основном включают в себя роликовую систему, приводную систему, гидравлическую систему, систему управления, раму и основание, устройство подачи и разгрузки, а также систему безопасности, смазки и охлаждения.
Все части работают вместе, чтобы гарантировать, что оборудование может эффективно и точно завершить процесс гибки металлических пластин. Различные типы листопрокатных машин могут отличаться по конкретной конструкции, но основные принципы и функции остаются теми же.




