Лазерные сварочные аппараты используют одну из самых передовых сварочных технологий на сегодняшний день. Лазерная сварка использует высокоэнергетические лазерные импульсы для локального нагрева материалов на небольших участках. Энергия, излучаемая лазером, распространяется по внутренней части материала посредством теплопроводности, расплавляя материал и образуя определенную расплавленную ванну. Это новый тип метода сварки, в основном направленный на сварку тонкостенных материалов и прецизионных деталей, который позволяет выполнять точечную сварку, стыковую сварку, наплавку, герметизацию и т. д. Он имеет высокое соотношение сторон, малую ширину сварного шва, малую зону термического влияния, малую деформацию, высокую скорость сварки, гладкий и красивый сварной шов, отсутствие или только простую обработку после сварки, высокое качество сварки, отсутствие пористости, точный контроль, малую фокусную точку, высокую точность позиционирования и простую автоматизацию.
Волоконная лазерная сварка — это высокоразвитая и универсальная технология сварки, которая обеспечивает непревзойденную точность, скорость и чистоту. Благодаря возможности сварки широкого спектра материалов и непревзойденной скорости, это экономически эффективное решение для малых и крупных промышленных применений.
Лазерная сварка обеспечивает высокую степень контроля над процессом сварки, позволяя пользователям настраивать параметры сварки в соответствии со своими потребностями.
Хотя лазерный сварочный аппарат обойдется дороже, чем традиционные методы сварки, он обеспечивает высокую точность и постоянство, что со временем может сэкономить деньги.
Процесс лазерной сварки очень точен и часто используется в приложениях, где точность имеет решающее значение, например, в аэрокосмической, автомобильной и медицинской промышленности. Лазерные сварочные аппараты универсальны и могут сваривать различные металлы, включая сталь, алюминий, медь и титан. Он может сваривать разнородные материалы, что делает его отличным выбором для соединения разнородных металлов.
Ручной лазерный сварочный аппарат использует технологию сварки волоконным лазером, которая создает прочное соединение между несколькими металлическими компонентами с помощью волоконного лазера. Этот аппарат сваривает металлические пластины и металлические трубы. Волоконный лазер создает высокоинтенсивный луч, сконцентрированный в одной точке. Этот концентрированный источник тепла обеспечивает тонкую, глубокую сварку с высокой скоростью сварки.
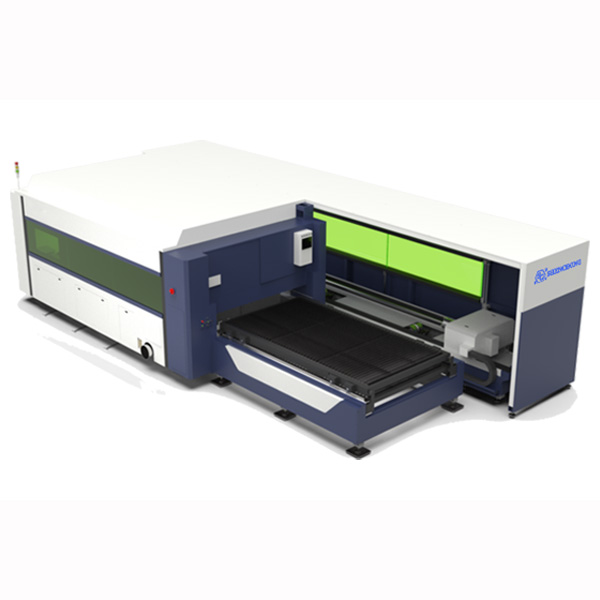
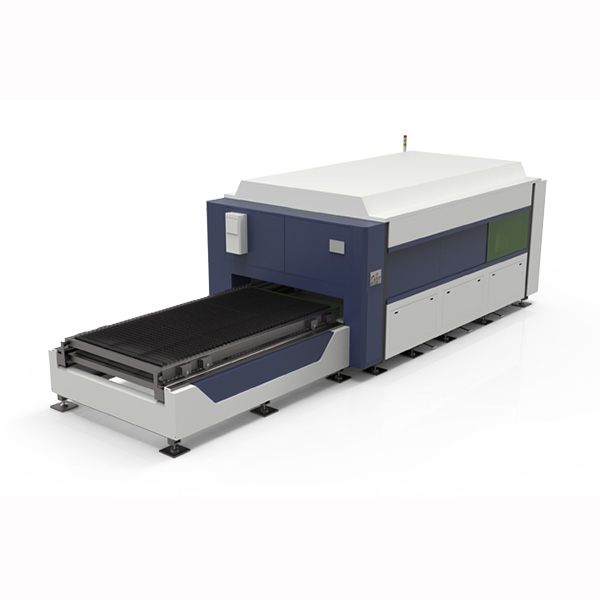
Лазерный сварочный аппарат SCHW — это высококонфигурируемый ручной волоконный лазерный сварочный аппарат, включающий режим непрерывной/импульсной сварки, который может использоваться для сварки нержавеющей стали, железа, оцинкованной стали и алюминия, и может полностью заменить стандартное оборудование для аргонодуговой сварки и электросварки. Преимуществами ручного лазерного сварочного аппарата являются простота процедур, красивые сварные швы, высокая скорость сварки и отсутствие расходных материалов.
Ручной лазерный сварочный аппарат мощностью 1 кВт может сваривать сталь толщиной 0,5-2 мм.
Ручной лазерный сварочный аппарат мощностью 5 кВт может сваривать сталь толщиной 0,5-3 мм.
Ручной лазерный сварочный аппарат мощностью 2 кВт может сваривать сталь толщиной 0,5–4 мм, алюминий толщиной 0,5–3 мм.
Приведенные выше данные основаны на треугольном световом пятне. Из-за разницы в пластине и трудозатратах, пожалуйста, обратитесь к фактической сварке.

Модель | SCHW-1000 | SCHW-1500 | ШВ-2000 | SCHW-3000 |
Мощность лазера | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт |
Диапазон регулируемой мощности | 1-100% | |||
Длина волны лазера | 1064 нм | |||
Способ работы | Непрерывный/Модуляция | |||
Диапазон скоростей | 0-120мм/с | |||
Повторить точность | ±0,01 мм | |||
Требования к сварочному зазору | ≤0,5 мм | |||
Охлаждающая вода | Промышленный термостатический резервуар для воды | |||
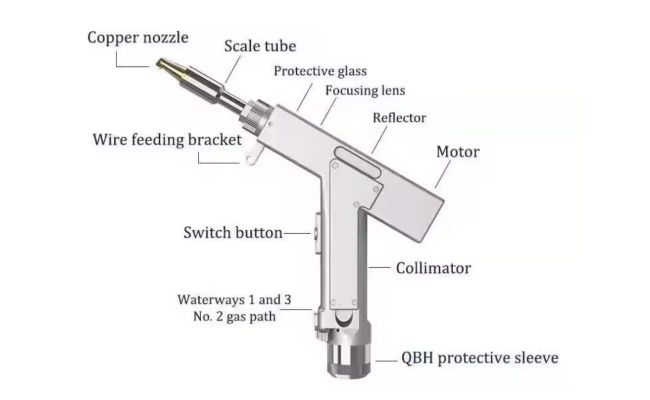
Лазерная сварочная головка имеет эргономичный дизайн, легка по форме, удобна для удержания, проста в управлении и эксплуатации. Ручная сварочная головка удобна для удержания и может работать под любым углом, что делает сварку более удобной и гибкой. Операторы могут мгновенно переключаться между предустановками для адаптации к различным комбинациям толщины материала.
SC Machinery предоставляет высокопроизводительные, интуитивно понятные и простые в использовании операционные системы. Она расширяет диапазон допусков и ширину сварного шва обрабатываемых деталей и обеспечивает лучшие результаты формирования сварного шва. Система управления имеет несколько режимов: модель CW и модель PWM, модель дуги. Экран управления напрямую в цифровом виде устанавливает параметры подачи проволоки. Система отслеживает рабочее состояние в режиме реального времени, а также отслеживает и собирает данные об активном качестве лазера, охладителя и платы управления. Поддержка систем на китайском, английском, корейском, японском, русском, французском, испанском и израильском языках.

SC Machinery оснащен полностью автоматическим устройством подачи проволоки и интегрирован с программным обеспечением для сварки. 1000 Вт и 1500 Вт поддерживают проволоку 0,8 мм, 1,0 мм и 1,2 мм, 2000 Вт поддерживают проволоку 0,8–1,6 мм. Скорость подачи и возврата проволоки регулируется с помощью сенсорной панели. Если два зазора между свариваемыми металлами больше 0,2 мм, требуется присадочная проволока.


3 функции в одном волоконно-лазерном сварочном аппарате-резаке-очистителе, стандартная машина может выполнять лазерную сварку и лазерную резку, после замены лазерной головки пользователь также может использовать ее для лазерной очистки металлических поверхностей. Одна машина решает все сварочные, резочные, сварочные работы.
С опциональной мощностью 1000 Вт, 1500 Вт, 2000 Вт, 3000 Вт на выбор. Лазерная очистительная машина, также называемая лазерной очистительной машиной для удаления ржавчины, лазерным очистителем, в основном используется для удаления ржавчины с металла, краски, масла с поверхности металла.
Устраняя физический контакт, волоконные лазеры предотвращают загрязнение и позволяют выполнять деликатные сварочные работы.
Гладкий сварной шов, не требующий последующей шлифовки.
Сварщик с гибким перемещением на 360 градусов, даже без опыта, может выполнить хорошую работу.
Быстро очищает поверхности, сокращая время простоя и увеличивая производительность. Увеличивается от 2 до 10 раз.
Сухой процесс без использования химикатов, что сводит к минимуму воздействие на окружающую среду и риски для здоровья.
Запасные части не менее 2 сварочных аппаратов 80% - 90% для экономии электроэнергии.
Вот сравнительная таблица между Волоконно-лазерная сварка и Аргонодуговая сварка (TIG-сварка) чтобы помочь вам понять различия с точки зрения таких ключевых аспектов, как точность, стоимость и эффективность:
Аспект | Волоконно-лазерная сварка | Аргонодуговая сварка (TIG-сварка) |
Тепловой поток | Низкий уровень тепловложения, минимизирующий деформацию и коробление | Более высокий уровень тепловложения, что приводит к большей деформации |
Скорость сварки | Очень высокая скорость сварки, более быстрое производство | Более низкая скорость сварки |
Точность | Чрезвычайно высокая точность, подходит для тонкой, деликатной работы | Средняя точность, подходит для металлов различной толщины. |
Толщина материала | Идеально подходит для тонких материалов, ограниченно для очень толстых материалов | Лучше подходит для более толстых материалов, можно использовать и для тонких материалов, но медленнее |
Глубина проникновения | Ограничено мощностью лазера, подходит для тонких материалов | Более глубокое проникновение, подходит для более толстых материалов |
Качество сварки | Чистые сварные швы с минимальным разбрызгиванием, не требуют последующей обработки | Высококачественные сварные швы, но может потребоваться очистка после сварки |
Энергоэффективность | Высокая энергоэффективность, особенно при использовании современных волоконных лазеров. | Менее энергоэффективны по сравнению с волоконными лазерами |
Расходные материалы | Минимальное количество расходных материалов, в основном оптика и вспомогательные газы. | Требуется регулярная замена электродов и присадочных стержней |
Защитный газ | Часто использует вспомогательный газ (например, аргон, гелий или азот) | В качестве защитного газа используется аргон или гелий. |
Автоматизация | Легко интегрируется в автоматизированные системы (ЧПУ, робототехника) | Менее пригоден для автоматизации, больше подходит для ручной сварки |
Требования к навыкам | Требуются высококвалифицированные операторы для настройки и обслуживания | Требуются квалифицированные сварщики для ручного выполнения работ. |
Первоначальная стоимость оборудования | Очень высокая первоначальная стоимость, особенно для систем большой мощности | Умеренная начальная стоимость, более доступная, чем лазерные системы |
Расходы на техническое обслуживание | Относительно низкие затраты на текущее обслуживание, но дорогостоящая замена компонентов | Требуется регулярное техническое обслуживание электродов и горелок, более низкая стоимость, чем у лазеров |
Скорость сварки | Более высокая скорость сварки за счет сфокусированной энергии | Медленнее по сравнению со сваркой волоконным лазером |
Приложения | Лучше всего подходит для высокоточных применений (например, электроника, медицинские приборы, тонкие металлы) | Универсальный, используется в самых разных отраслях промышленности (например, автомобилестроение, аэрокосмическая промышленность) |
Обработка после сварки | Требуется минимальная постобработка | Может потребоваться шлифовка, очистка или полировка. |
Безопасность | Требуются строгие меры безопасности при работе с лазером (например, защита глаз, ограждения) | Умеренные требования безопасности, обычные средства защиты при сварке |
Воздействие на окружающую среду | Низкий уровень выбросов, меньше шума и меньше дыма | Образует больше паров, брызг и отходов |
Краткое содержание:
Каждый метод имеет свои сильные стороны в зависимости от конкретного применения сварки.
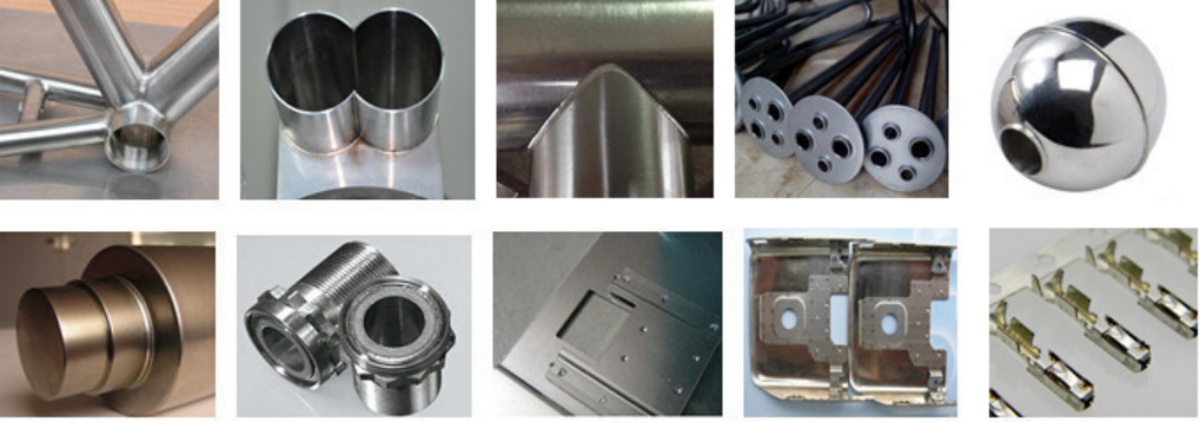
Лазерная сварка может применяться к различным материалам, таким как титан, никель, олово, цинк, медь, алюминий, хром, ниобий, золото, серебро и другие металлы и их сплавы, сталь, ковар и другие сплавы. Доступны различные разнородные металлы, такие как медь-никель, никель-титан, титан-молибден, латунь-медь и низкоуглеродистая сталь-медь.
Ручные аппараты для волоконной лазерной сварки SCHW широко используются в кухонных шкафах, лестничных подъемниках, полках, духовках, дверях из нержавеющей стали, оконных ограждениях, распределительных коробках, медицинском оборудовании, коммуникационном оборудовании, производстве аккумуляторов, сувениров ручной работы, товаров для дома и других отраслях.
А лазерный сварочный аппарат это устройство, которое использует концентрированный луч света (лазер) для соединения материалов, обычно металлов или термопластиков. Высокоэнергетический лазерный луч нагревает материал в точке сварки, заставляя его плавиться и сплавляться по мере охлаждения. Лазерная сварка известна своей точностью, скоростью и способностью создавать прочные сварные швы с минимальными искажениями, что делает ее популярным выбором в таких отраслях, как автомобилестроение, аэрокосмическая промышленность, производство медицинских приборов и электроника.
Основные характеристики лазерного сварочного аппарата:
Лазерная сварка широко используется в высокоточных приложениях, таких как производство медицинских приборов, электронных компонентов, а также в автомобильной промышленности для кузовных панелей и рам.
Хотя лазерные сварочные аппараты предлагают много преимуществ, они также имеют несколько недостатков. Вот некоторые из основных недостатков:
Эти недостатки делают лазерную сварку более подходящей для определенных отраслей и областей применения, где точность, скорость и автоматизация имеют решающее значение, несмотря на более высокую стоимость и техническую сложность.
The эксплуатационные расходы лазерной сварочной машины можно разбить на несколько ключевых компонентов. Хотя лазерная сварка известна своей эффективностью, первоначальная настройка и текущие эксплуатационные расходы могут быть значительными. Вот разбивка основных факторов, влияющих на эксплуатационные расходы:
1. Потребление энергии
2. Расходы на техническое обслуживание
3. Расходные материалы
4. Расходы на рабочую силу
5. Износ оборудования
6. Система охлаждения
7. Расходы на содержание объекта
8. Износ и амортизация
Примерная разбивка эксплуатационных расходов:
Заключение:
Хотя эксплуатационные расходы различаются в зависимости от конкретной машины, области применения и производственной среды, лазерная сварка может быть дорогим по сравнению с традиционными методами сварки. Однако его скорость, точность и эффективность могут привести к долгосрочной экономии, особенно в автоматизированных или высокопроизводительных средах.
Да, лазерная сварка часто требует использования газа, хотя потребность и тип газа могут зависеть от конкретного применения и свариваемого материала. Эти газы, известные как защитные газы или вспомогательные газы, выполняют несколько важных функций в процессе сварки:
Причины использования газа при лазерной сварке:
Распространенные типы газов, используемых при лазерной сварке:
Ситуации, когда газ может не понадобиться:
Однако для большинства практических применений использование газа имеет решающее значение для обеспечения высокого качества сварки, минимизации дефектов и защиты сварочной ванныВыбор газа зависит от свариваемого материала и конкретных требований процесса сварки.
Да, лазерная сварка в целом безопасна при соблюдении соответствующих мер безопасности и мер предосторожности. Однако это сопряжено с несколькими потенциальными рисками, которые необходимо тщательно контролировать, чтобы обеспечить безопасную рабочую среду. Эти риски в первую очередь связаны с мощным лазером, теплом и сопутствующими материалами, используемыми в процессе сварки. Вот основные соображения по безопасности и меры предосторожности при лазерной сварке:
1. Опасности лазерного излучения
Травмы глаз: Лазерный луч имеет высокую концентрацию и может нанести серьезный вред глазам, потенциально приводя к слепоте. Прямое воздействие лазерного света, даже отраженного, может быть вредным.
Ожоги кожи: Мощные лазеры могут вызвать ожоги кожи при контакте, что может привести к травмам.
2. Опасности, связанные с жарой и пожаром
Высокие температуры: Лазер генерирует сильное тепло, которое может вызвать ожоги или стать причиной пожара в рабочей зоне.
3. Пары и газы
Вредные выбросы: Лазерная сварка может производить пары и газы, в зависимости от свариваемого материала. Такие металлы, как нержавеющая сталь, цинк или алюминий, могут генерировать опасные пары, которые могут представлять опасность для здоровья при вдыхании.
4. Материальные опасности
Светоотражающие материалы: Некоторые отражающие материалы, такие как алюминий или медь, могут отражать лазерный луч, что может представлять опасность для находящегося поблизости персонала или оборудования.
5. Опасности поражения электрическим током
Высокое напряжение: Лазерные сварочные аппараты требуют значительной электрической мощности и часто работают при высоком напряжении. Это представляет риск поражения электрическим током или неисправности оборудования.
6. Механические опасности
Автоматизированные системы: Многие системы лазерной сварки интегрированы с ЧПУ или роботизированными руками, что может представлять опасность механических травм, если не соблюдать надлежащие протоколы безопасности.
7. Шум
Высокий уровень шума: Некоторые процессы лазерной сварки, особенно в сочетании с высокоскоростной автоматизацией, могут создавать значительный шум.
8. Экологическая безопасность
9. Обучение операторов
Краткое изложение мер предосторожности:
Заключение:
Лазерная сварка может быть безопасной когда соблюдаются правильные процедуры безопасности и меры предосторожности. Основные риски — лазерное излучение, тепло, пары и электрические опасности — хорошо изучены, и для снижения этих опасностей разработано множество протоколов безопасности. Правильное обучение, защитное оборудование и соблюдение стандартов безопасности являются ключом к обеспечению безопасной среды лазерной сварки.
Техническое обслуживание лазерного сварочного аппарата имеет решающее значение для обеспечения оптимальной производительности, долговечности и безопасности. Регулярное техническое обслуживание может предотвратить дорогостоящие поломки и продлить срок службы аппарата. Ниже приведен список основных задач по техническому обслуживанию, необходимых для лазерного сварочного аппарата:
1. Техническое обслуживание лазерного источника
Чистка оптики (линз и зеркал): Линзы, зеркала и другие оптические компоненты лазера необходимы для направления и фокусировки лазерного луча. Со временем они могут накапливать пыль, мусор или остатки материала, что снижает эффективность машины.
Лазерная центровка: Со временем выравнивание лазерного луча может сместиться, что приведет к нестабильному качеству сварки. Проверка и регулировка выравнивания луча гарантирует, что лазер попадет на материал в правильной точке.
Замена лазерного источника: Различные типы лазерных источников (например, волоконные, CO2, Nd) имеют разный срок службы и со временем изнашиваются, что приводит к снижению выходной мощности.
2. Обслуживание системы охлаждения
Проверка и заправка охлаждающей жидкости: Лазерные сварочные аппараты часто используют систему охлаждения (водяное или воздушное охлаждение) для поддержания оптимальной температуры во время работы. Низкий уровень охлаждающей жидкости или загрязненная охлаждающая жидкость могут привести к перегреву.
Очистка фильтров и теплообменников: Системы охлаждения часто имеют фильтры или теплообменники, которые отводят тепло от лазерной системы. Эти компоненты могут засоряться грязью или мусором, что снижает эффективность охлаждения.
3. Помощь в обслуживании газовой системы
Проверка газопроводов: Лазерная сварка часто использует вспомогательные газы (например, аргон, гелий, азот) для защиты сварного шва и улучшения его качества. Утечки в газовых линиях могут повлиять на производительность сварки.
Проверить давление подачи газа: Непостоянное давление газа может привести к плохим результатам сварки.
4. Техническое обслуживание электрической системы
Проверка электрических компонентов: Со временем электрические соединения, кабели и компоненты могут изнашиваться, что приводит к неисправностям или снижению производительности.
Проверка источника питания: Лазерные сварочные аппараты требуют стабильного источника питания. Колебания напряжения могут повлиять на производительность и повредить компоненты.
5. Техническое обслуживание механической системы
Смазка движущихся частей: Если в станке имеются движущиеся части (например, ЧПУ или роботизированные руки), их необходимо регулярно смазывать, чтобы предотвратить износ и обеспечить бесперебойную работу.
Проверка систем управления движением: Машины с роботизированными или автоматизированными функциями требуют регулярной проверки зубчатых передач, двигателей и систем управления во избежание сбоев.
6. Техническое обслуживание системы безопасности
Проверка защитных блокировок: Лазерные сварочные аппараты часто оснащаются защитными блокировками для предотвращения случайного воздействия лазерного луча. Эти системы должны функционировать должным образом, чтобы обеспечить безопасность оператора.
Проверка защитных барьеров и щитов: Любые ограждения или щиты, предназначенные для защиты операторов от лазерного луча, следует проверять на предмет износа или повреждений.
7. Обновления программного обеспечения и прошивки
Обновление программного обеспечения управления: Многие современные лазерные сварочные аппараты используют программное обеспечение или прошивку для точного управления. Производители часто выпускают обновления для улучшения производительности или добавления функций.
Резервное копирование системных настроек: Регулярное резервное копирование настроек машины гарантирует возможность восстановления конфигураций в случае сбоя.
8. Генеральная уборка
Протирание машины: Регулярная очистка внешних поверхностей и рабочего пространства машины помогает предотвратить влияние пыли, мусора и загрязнений на ее производительность.
9. Профилактические проверки технического обслуживания
Плановые проверки: Регулярные проверки квалифицированными специалистами важны для выявления потенциальных проблем до того, как они перерастут в серьезные проблемы.
Краткое описание задач и периодичности технического обслуживания:
Заключение:
Регулярное техническое обслуживание лазерного сварочного аппарата гарантирует его эффективную, безопасную работу и высокое качество сварки. Профилактическое обслуживание может минимизировать время простоя и продлить срок службы оборудования, что делает его важнейшей частью работы машины.
Можете ли вы сообщить нам толщину и длину вашей пластины? Наши продавцы порекомендуют вам модель машины.