Оглавление
Гибка листового металла (иногда называемая отбортовкой листового металла) является одним из наиболее важных и широко используемых методов в производстве листового металла.
Гибка листового металла позволяет производителям превращать прямую деталь из листового металла в угловую деталь, что более рентабельно, чем сварка или соединение двух отдельных деталей вместе.
Гибка листового металла обычно происходит путем приложения силы к листовому металлу, вызывающей необратимую деформацию. Однако существует множество различных методов гибки и гибочных машин, которые можно использовать для достижения наилучших результатов.
Эта статья представляет собой введение в гибку листового металла, знакомит с базовыми знаниями о гибке, типичным гибочным оборудованием, типами гибки листового металла, а также техническими мерами предосторожности, такими как припуск на изгиб и отскок.
Что такое гибка листового металла?
Гибка листового металла — это метод обработки металла, используемый для преобразования плоских деталей из листового металла в V-образную, U-образную или рифленую форму.
Это важный и удобный производственный процесс, поскольку изгиб плоской металлической пластины в новую форму обходится гораздо дешевле, чем обработка V-образных, U-образных или швеллерных форм из цельных заготовок или отливка их в литейном производстве. Кроме того, детали, изготовленные методом гибки, более прочны, чем детали, изготовленные путем сварки двух плоских металлических листов в V-образную форму.
Многие виды гибки листового металла предполагают использование машин, называемых тормозами, иногда называемых гибочными машинами или фальцевальными машинами для листового металла. Усилие можно прикладывать вручную или с помощью гидравлических устройств.
Методы гибки листового металла
Существует несколько методов гибки листового металла, все из которых схожи по функциям, но различаются по принципу действия. Поэтому знание того, какой идеальный метод выбрать, — это первый шаг, который вам нужно сделать для достижения успеха в вашем проекте формовки листового металла. Существует несколько методов гибки листового металла, каждый из которых схож по функциям, но различается по принципу работы. Поэтому знание того, какой идеальный метод выбрать, — это первый шаг, который вам нужно сделать для достижения успеха в проекте формовки листового металла.
V-изгиб
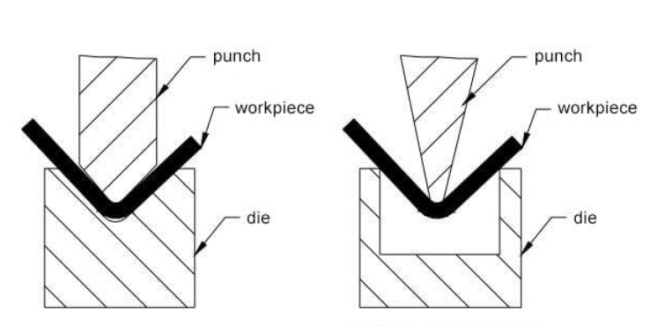
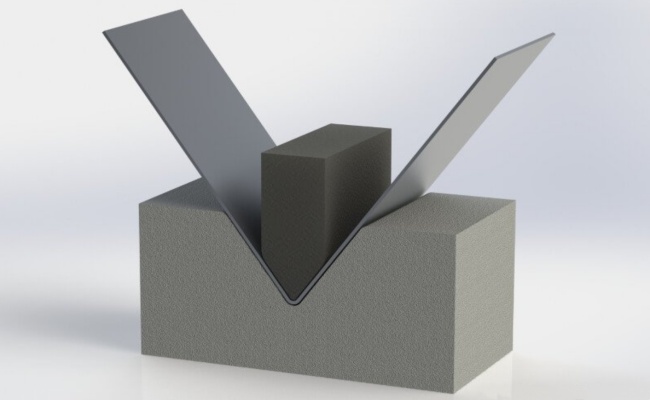
V-образная гибка является наиболее распространенным методом гибки листового металла. В процессе используются V-образный пуансон и матрица. V-образный пуансон вдавливает заготовку из листового металла в «v-образный» паз матрицы, образуя листы с разными углами изгиба. Операторы могут добиться острых, тупых или 90° углов изгиба в зависимости от V-образного угла пуансона и матрицы.
Воздушная гибка
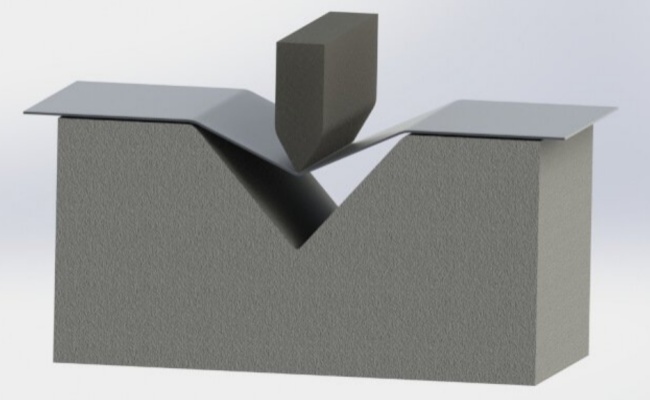
Воздушная гибка очень похожа на метод V-образной гибки: для гибки листового металла используется v-образный пуансон и матрица. Этот метод не такой точный, как другие методы, но он очень гибкий: его можно использовать для создания V-образных, U-образных и других изгибов. Однако, в отличие от обычного процесса V-образной гибки, пуансон при методе воздушной гибки не продавливает лист на дно полости. Вместо этого он оставляет пространство (или воздух) под листом, что позволяет лучше контролировать угол изгиба, чем обычный V-образный изгиб.
Нижний изгиб
Нижний изгиб (или нижний изгиб) — это тип V-образного изгиба, который также решает проблему пружинения. Он включает в себя деформацию листового металла в области изгиба путем приложения дополнительной силы через кончик пуансона после завершения изгиба. В процессе заливки пуансон полностью вдавливает металлическую пластину в форму, образуя изгиб, соответствующий геометрической форме внутри формы.
Как и метод воздушной гибки, метод нижней части обеспечивает точный контроль угла изгиба. Однако для изгиба в воздухе требуется более высокая сила нажатия, чем для изгиба снизу.
Гибка кромок
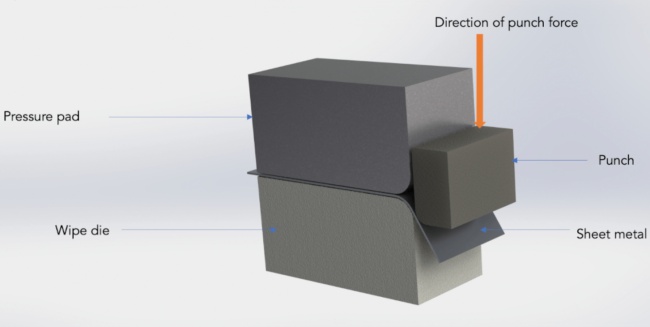
Этот метод используется в изгиб панелиэээ и предполагает использование верхних и нижних форм, которые перемещаются вверх и вниз для изгиба. Обычно его используют для более коротких металлических листов, чтобы уменьшить остроту и предотвратить повреждение сгибаемой кромки.
При методе гибки кромок листовой металл прижимается к штампу с помощью прижимной подушки. Затем пуансон прижимается к краю листа, который выходит за пределы штампа и прижимной площадки, заставляя его изгибаться над концом штампа.
Этот метод предлагает хорошее механическое преимуществоㅡ что означает, что он позволяет прикладывать меньше усилий для создания желаемых изгибов (и углов изгиба).
Гибка рулонов
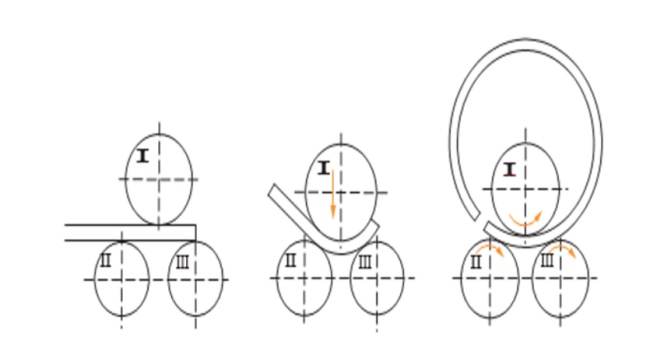
Метод валковой гибки позволяет сгибать листовой металл в рулоны, трубы, конусы или изогнутые формы. В этом уникальном процессе формовки листового металла используются наборы роликов, которые подают (и сгибают) металлическую заготовку до желаемой кривизны.
Этот процесс используется для гибки заготовок с крупными завитками и предполагает использование для гибки листа трех валков, приводимых в движение гидравлической системой.
Метод гибки валков может осуществляться на 4-х валковом листогибочном станке или 3-х валковом листогибочном станке.
Роторная гибка
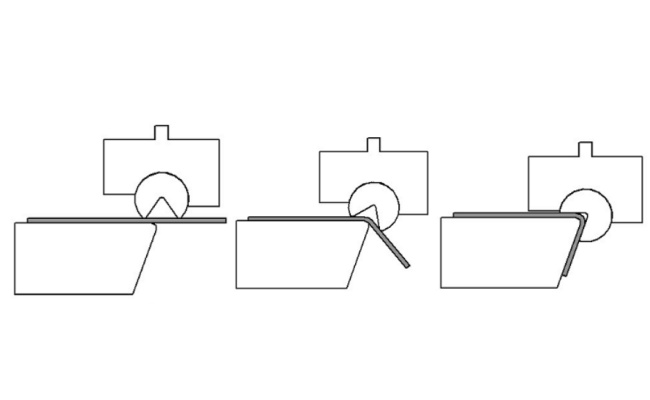
Вращательным изгибом можно сгибать листовой металл под углом более 90. Конечный профиль аналогичен V-образному изгибу, но поверхность профиля более гладкая. При ротационной гибке листовой металл прижимается к вращающейся матрице и растягивается вокруг матрицы, образуя геометрию, радиус которой соответствует желаемому радиусу изгиба. В этом методе часто используется внутренняя опорная оправка для предотвращения образования складок на стенке изогнутого листового металла.
Гибочные машины для листового металла

Гидравлический листогибочный станок является одним из наиболее важных устройств для гибки и формовки заготовок в промышленности листового металла. Его функция — сгибать стальные пластины в детали различной формы в соответствии с требованиями процесса.
Листогибочный пресс — это тип листогибочной машины, в которой используется подвижный верхний пуансон и соответствующая нижняя матрица. Во время процесса гибки металлическая пластина помещается на нижнюю матрицу, и пуансон с силой вводится в металл, вдавливая его в выемку нижней матрицы. В зависимости от формы нижней матрицы листогибочный пресс может использоваться для изготовления V-образных, U-образных и других форм гибов. Гидравлический листогибочный тормоз может удовлетворить потребности различных заготовок, заменяя инструменты листогибочного тормоза.
Гидравлические машины с гибочным тормозом можно разделить на синхронизацию по оси кручения и электрогидравлическую синхронизацию в соответствии с методами синхронизации. Самый высококачественный листогибочный пресс, представленный в настоящее время на рынке, — это гибридный листогибочный пресс с сервоприводом.
Панелегиб — это машина, используемая в обрабатывающей промышленности для сгибания или придания металлическим пластинам определенной формы. Принцип работы обычно заключается в зажиме и позиционировании металлической пластины, а затем использовании механической или гидравлической системы для изгиба металла вдоль заданной оси. Гибочные центры играют решающую роль в отраслях, где требуется точная и эффективная формовка металлических листов, снижая потребность в ручном труде и улучшая общее качество готовой продукции.
Устройство для гибки панелей может автоматически создавать несколько изгибов для каждой стороны, включая изгибы вверх/вниз, плоские или изогнутые изгибы. Интеллектуальная сервосистема центра гибки панелей использует чисто электрическую сервосистему с полностью замкнутым контуром, которая может поддерживать одновременное соединение по 16 осям на верхнем пределе системы. При фактическом использовании используются 9 осей (11 осей), что означает, что 9 осей (11 осей) в практическом смысле представляют собой одновременное соединение. Гибочное действие плавное, а координация механических операций высокая. Он может успешно выполнять различные сложные комбинации действий, а общая эффективность работы машины очень высока.
В интеллектуальном гибочном станке для гибких панелей используется универсальная гибочная форма, которая обеспечивает гибку различных форм за счет многоосного параллельного соединения и полного сервоуправления, а также может сгибать различные сложные формы. Сложные формы, которые можно складывать в различные комбинации, такие как прямые углы, непрямые углы, дуги, верхние складки и нижние складки.
Панельногибочный станок предназначен для решения различных сложных задач по гибке тонких листов. Его можно широко использовать в области стального корпуса шкафа (шкаф для документов, шкаф для инструментов, наружная крышка, электрический шкаф, шкаф связи, газовый шкаф, шкаф для счетчика воды и т. д.), кухонная утварь (холодильник, кондиционер, плита и т. д.). .), мебель, вентиляция, охлаждение, очистка, дверная промышленность, отделка, лифт и другие связанные области обработки металлов, подходящие для гибки различных типов заготовок.

Листопрокатный станок — это устройство, которое использует рабочие валки для гибки и придания формы листовому металлу и может формовать детали различной формы, такие как цилиндрические и конические детали. Это очень важное технологическое оборудование. Принцип работы листогибочной машины заключается в использовании внешних сил, таких как гидравлическое давление и механическая сила, для перемещения рабочих роликов, тем самым сгибая или формуя листовой металл. На основе вращательного движения и изменения положения рабочих валков различной формы можно обрабатывать эллиптические, дугообразные, цилиндрические и другие детали.
Типы прокатных машин различаются в зависимости от области использования. По количеству валков он подразделяется на трехвалковый листопрокатный станок и четырехвалковый листопрокатный станок. Трехвалковый прокатный станок разделен на симметричный трехвалковый прокатный станок, трехвалковый прокатный станок с горизонтальной регулировкой вниз, прокатный станок с изогнутой регулировкой вниз, универсальный трехвалковый прокатный станок с верхним валком и гидравлический прокатный станок с ЧПУ. С точки зрения трансмиссии ее можно разделить на механическую и гидравлическую.

Прессовая машина — это формовочная машина, используемая для формования промышленных изделий под давлением, обычно с использованием гидравлических цилиндров, поэтому также известная как гидравлические прессы. Пресс является основным оборудованием для компрессионного формования и формовки листового металла, которое в зависимости от формы рамной конструкции делится на рамную конструкцию и колонную конструкцию. В зависимости от положения главного масляного цилиндра прессы можно разделить на типы с восходящим и нисходящим давлением. Для прессования больших пластиковых ламинатов можно использовать пресс с давлением вниз с масляным цилиндром внизу, тогда как пресс с давлением вверх часто используется для прессования обычных пластиковых деталей. По типу рабочей жидкости также можно разделить на прессы гидравлические с приводом от гидравлического масла и прессы гидравлические с приводом от водомасляной эмульсии.

Ironworker Machine — это станочное оборудование, которое объединяет в себе множество функций, таких как резка металла, штамповка, резка, гибка и т. д. Он имеет такие преимущества, как простота в эксплуатации, низкое энергопотребление и низкие затраты на техническое обслуживание. Это предпочтительное оборудование для обработки металлов в современных обрабатывающих отраслях (таких как металлургия, мосты, связь, энергетика, военная промышленность и т. д.). Слесарные машины делятся на два типа: гидравлические слесарные машины и механические слесарные машины.
Проблемы при гибке листового металла
Отпрянуть
Когда листовому металлу придают новую форму, он естественным образом в определенной степени пружинит после снятия изгибающей силы. Это называется «спрингбэк».
Из-за прочности на сжатие изогнутых металлических пластин может возникнуть пружинение. При гибке листового металла одна сторона подвергается растяжению, а другая – сжатию. Однако из-за более высокой прочности на сжатие, чем прочность материала на растяжение, сжатая сторона успешно противостоит деформации и саморазжимается при снятии силы.
Упругость не является основной проблемой, но это означает, что производители должны компенсировать ожидаемый отскок за счет чрезмерного изгиба металлической пластины. Если металл намеренно слегка чрезмерно изгибается, небольшой естественный отскок приведет к получению правильного угла.
Конечно, расчет пружинения далеко не прост, и есть несколько переменных, которые могут повлиять на степень упругости листового металла, включая тип и характеристики материала. Кроме того, больший внутренний радиус приведет к большей упругости.
Упругость металлической пластины пропорциональна пределу текучести материала и обратно пропорциональна его модулю упругости. Низкоуглеродистая сталь обладает меньшей упругой отдачей и идеально подходит для высокоточных заготовок, тогда как высокоуглеродистая сталь и нержавеющая сталь обладают значительной упругой отдачей. Чем больше радиус изгиба, тем больше упругость. Меньшие радиусы изгиба обеспечивают более высокую точность.
Припуск на изгиб
При изгибе металлической пластины внешняя сторона пластины удлиняется, в результате чего изменяется ее длина. Это значит, например, что общая длина двух сторон, согнутых V-образно, будет больше исходной длины листовой пластины.
Итак, если размер изменится, как мы можем точно спроектировать деталь, чтобы она соответствовала другим компонентам? Как определить, какой длины должен быть металлический лист? Чтобы компенсировать разброс размеров, необходимо учитывать припуск на изгиб: разницу между длиной несогнутой пластины и суммой длин каждой стороны готовой согнутой пластины.
При расчете допуска на изгиб будут учитываться такие факторы, как толщина листового металла, радиус изгиба и угол изгиба. Калькулятор коэффициента изгиба можно использовать для расчета необходимого коэффициента изгиба деталей из листового металла.
Лучший материал и калибр для гибки листового металла
Некоторые материалы из листового металла более подходят для гибки, чем другие. Вообще говоря, лучший материал для изгиба — пластичный, а не хрупкий.
К наиболее часто используемым материалам для гибки листового металла относятся:
- Низкоуглеродистая сталь: можно сгибать при любой температуре.
- Пружинная сталь: может гнуться после отжига.
- Легированная сталь 4140: гибкая после отжига.
- Алюминий 5052: по сравнению с другими алюминиевыми сплавами он обладает высокой степенью изгибаемости.
- Медь: Очень гибкая.
К материалам, которые сложнее согнуть (хотя и не невозможно), относятся алюминий 6061, титан, латунь и бронза.
Заключение
В этой статье представлены базовые знания о гибке листового металла. Гибка листового металла может быть достигнута с использованием различных машин, в том числе листогибочных прессов, гидравлических прессов, панельногибочных станков и слесарных станков. SC Machinery — ведущий поставщик услуг по формовке листового металла в Азии. Мы предлагаем высококачественные услуги по гибке компаниям, обслуживающим широкий спектр отраслей промышленности.




