
Оглавление
Листогибочный станок с ЧПУ — это высокоточное механическое оборудование, используемое для гибки, формовки и других операций обработки металлических листов. Его эксплуатация требует определенных навыков и опыта. Эта машина может показаться сложной и мощной, но на самом деле, если вы освоите правильные методы работы, вы сможете легко ею управлять. Целью этой статьи является предоставление вам подробного руководства по эксплуатации листогибочного пресса с ЧПУ, которое поможет вам быстро приступить к работе и повысить эффективность работы.
Общее введение в эксплуатацию листогибочного пресса с ЧПУ
Листогибочный пресс с ЧПУ Метод работы в основном включает в себя следующие шаги.
- Подготовка к запуску: перед началом операции сначала уточните цель сгибания, включая толщину, материал и угол изгиба листа, который необходимо согнуть. Эта информация определит, как вы устанавливаете параметры гибочного тормоза с ЧПУ. Проверьте производительность оборудования, программу и настройки пресс-формы машины, чтобы убедиться, что она находится в хорошем состоянии. Включите основной источник питания станка, активируйте гидравлический двигатель и выполните операцию обнуления станка.
- Настройка и программирование формы: выберите подходящие верхнюю и нижнюю формы в зависимости от длины, толщины пластины и манометра изгиба заготовки и убедитесь, что давление изгиба меньше, чем сопротивление пресс-формы. Программируйте на ЖК-панели с ЧПУ, учитывая режим прямого программирования или режим программирования угла, чтобы избежать помех между заготовкой, верхней и нижней формами и датчиком. Обязательно обеспечьте точные настройки параметров, чтобы избежать влияния на эффект изгиба.
- Регулировка и подготовка: Отрегулируйте ход гидравлического листогибочного станка так, чтобы при опускании верхней формы на нижнюю был зазор по толщине листа, избегая повреждения формы и машины. Выберите подходящую ширину прорези и отрегулируйте блокирующий материал после регулировки.
- Начало гибки: Чтобы начать гибку, нажмите педальный переключатель, который можно отпустить в любой момент, и гибочная машина остановится. Продолжайте нажимать переключатель, чтобы согнуть его при необходимости.
- Программирование и запуск: используйте систему управления для записи программ гибки, ввода параметров, таких как угол гибки и начальное положение. Загрузите написанную программу в систему управления листогибочного станка с ЧПУ, выберите автоматический режим для запуска, и станок автоматически выполнит операцию гибки в соответствии с заданными параметрами и этапами.
- Проверьте и завершите работу: После завершения гибки проверьте, соответствуют ли размер, угол и форма заготовки требованиям. Произведите необходимые регулировки и доводки, чтобы обеспечить качество заготовки. Уберите рабочую зону, запишите рабочие параметры и программы.
Выполнив вышеуказанные шаги, гидравлический изгиб тормоз машина может эффективно использоваться для сгибания различных металлических листов.
Меры предосторожности при эксплуатации
Во время работы гибочного пресса с ЧПУ операторы должны уделять внимание безопасности и избегать несчастных случаев.
При выполнении операций гибки следует уделять внимание контролю силы и скорости изгиба, чтобы избежать таких проблем, как поломка и деформация.
При регулировке формы следует обратить внимание на обеспечение параллельности и зазора между верхней и нижней формами для обеспечения качества и точности гибки.
Во время работы важно наблюдать за рабочим состоянием станка и изгибом доски, своевременно производить регулировку и контроль.
После завершения операции следует провести работы по очистке и техническому обслуживанию, чтобы обеспечить нормальную работу машины.
Техническое обслуживание листогибочного станка
Перед выполнением технического обслуживания или чистки машины верхний пуансон следует выровнять с нижними штампами, а машину опустить и выключить до завершения работы. Если требуется запуск или другие операции, следует выбрать ручной режим и обеспечить безопасность. Содержание технического обслуживания следующее:
Гидравлический контур масла
- Проверяйте уровень масла в топливном баке каждую неделю, а также проверяйте его после обслуживания гидросистемы. Если уровень масла ниже масляного окна, долейте гидравлическое масло.
- В этой машине используется гидравлическое масло ISO HM46 или MOBIL DTE25.
- Масло в новой машине следует заменять через 2000 часов работы, а затем каждые 4000-6000 часов работы. После каждой замены масла необходимо очищать масляный бак.
- Температура масла в системе должна находиться в пределах от 35 ℃ до 60 ℃ и не превышать 70 ℃. Если оно слишком высокое, это может привести к ухудшению качества масла и принадлежностей.
Фильтр
- Фильтр следует заменять или тщательно очищать при каждой замене масла.
- Если на станке имеются соответствующие сигналы тревоги или другие неисправности фильтра, например плохое качество масла, его следует заменить.
- Воздушный фильтр топливного бака следует проверять и очищать каждые 3 месяца, желательно заменять каждый год.
Гидравлические компоненты
- Ежемесячно очищайте гидравлические компоненты (основания, клапаны, двигатели, насосы, масляные трубы и т. д.), чтобы предотвратить попадание грязи в систему, и избегайте использования чистящих средств.
- После использования нового листогибочного станка в течение одного месяца проверьте, нет ли деформации на изогнутых частях масляных трубок. Если есть какие-либо отклонения, их следует заменить. После двух месяцев использования затяните все соединения аксессуаров и выключите машину при выполнении этой работы.
Выбор и отладка инструментов листогибочного пресса
Верхний пуансон
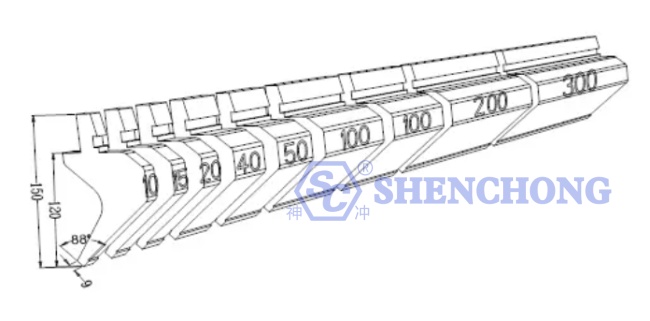
Верхний пуансон листогибочного пресса, также известный как складной нож, делится на два типа: цельный и сегментный. Длина цельной верхней формы составляет 415 мм и 835 мм соответственно.
Длина шпагата: 10, 15, 20, 40, 50, 100 (левое ухо), 100 (правое ухо), 200, 300 (мм). Модуль сегментации можно использовать для объединения длин гибки разной длины. Верхняя форма разделена на четыре типа: прямой верхний пуансон, изогнутый верхний пуансон, изогнутый верхний пуансон и специальный верхний пуансон.
Типы и характеристики обработки прямого верхнего пуансона
Прямой верхний пуансон подходит для гибки симметричных изделий, можно избежать направления как вперед, так и назад, а толщина инструмента составляет 6 мм, поэтому отверстие для гибки может быть всего 6 мм.
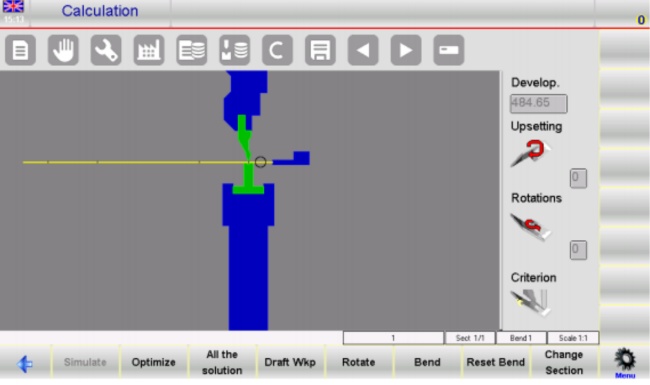
Анализ инструмента: Из диаграммы моделирования изгиба инструмента видно, что инструмента можно избежать как в переднем, так и в заднем положениях, но длина Z и W меньше, чем длина X и Y. Угол кончика инструмента в этом случае Тип инструмента составляет 88 градусов, а угол вершины инструмента R составляет 0,2. Кроме того, обычно используются инструменты с углом вершины инструмента 30 градусов и 45 градусов. Угол режущей кромки составляет 30 градусов, а угол R режущей кромки составляет 0,67, поэтому ее можно согнуть под углом 30 градусов. градусов до 180 градусов. Используя небольшой угол кончика инструмента, можно избежать образования отверстий или гаек. Кроме того, его также можно использовать в качестве формы для глубокой вставки, при этом инструмент можно не использовать как в переднем, так и в заднем положении.
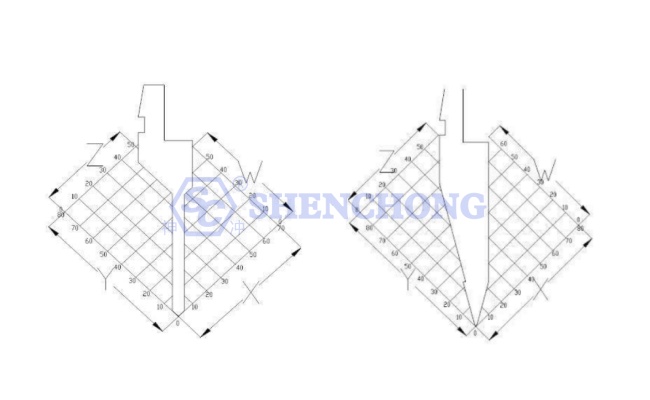
Типы и характеристики обработки изогнутого верхнего пуансона
Анализ инструмента: Инструмент в основном использует уклонение в направлении W во время процесса гибки. Когда X>15MM, эффект избегания становится все хуже и хуже. Он соответствует условиям изгиба только при Y>30, в противном случае он ударится о заднюю часть инструмента. Этот тип инструмента широко известен как небольшой изогнутый верхний пуансон. Когда X>25MM, его эффект избегания становится все хуже и хуже. При Y>75 условие изгиба соблюдено, иначе он ударится о заднюю часть верхнего пуансона. Этот тип инструмента широко известен как большой изогнутый верхний пуансон.
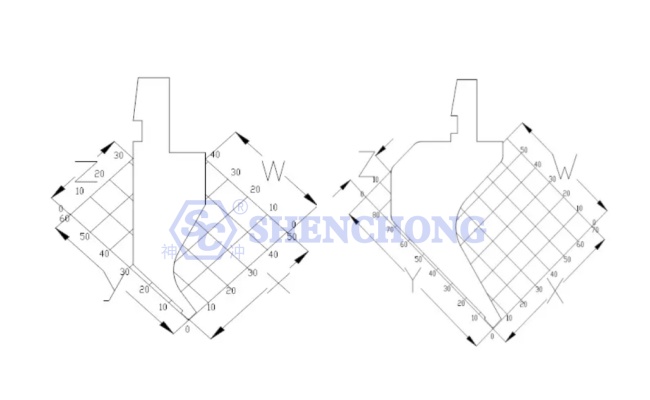
Типы и характеристики обработки верхнего пуансона с круговой дугой
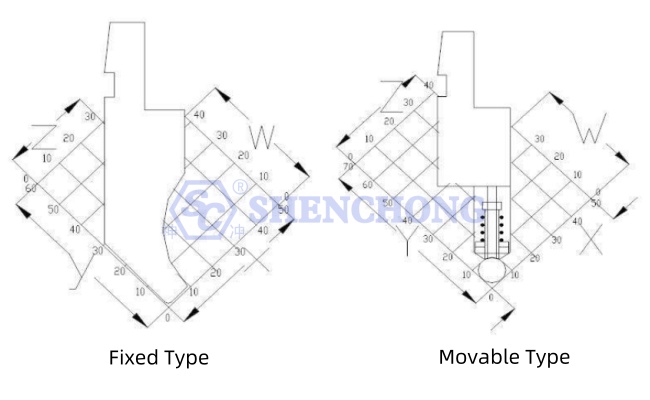
Анализ инструмента: Дуговые верхние пуансоны делятся на фиксированные и подвижные. Верхний пуансон дуги соответствует условиям обработки различных дуговых изгибов за счет замены круглого стержня. Верхний пуансон с фиксированной дугой имеет тот же эффект предотвращения, что и небольшие гибочные инструменты, когда размер X превышает 10 мм. Обычными критериями выбора V-образного паза нижней формы являются диаметр дуги плюс две толщины пластины.
Типы и характеристики обработки специального верхнего пуансона
Специальный верхний пуансон для листогибочного пресса включают в себя пресс-формы для разности стадий, пресс-формы для выравнивания и некоторые формы для гибки специальной формы.
Ответ: Существует два типа существующих дифференциальных форм: 415 мм и 835 мм. Характеристики размеров разделительной формы соответствуют характеристикам режущего инструмента, а форма изгиба показана на диаграмме формования. Однако, когда толщина листа большая, например Т=2,0, учитывая сильные вмятины и ограничения самой формы, его будет трудно формовать.
B: Верхняя форма сплющивающей формы представляет собой плоскую форму, а нижнюю форму можно заменить обычной изогнутой нижней формой, но следует избегать V-образных канавок. Он в основном используется для выравнивания мертвых кромок, клепки гаек и других методов обработки.
Нижняя матрица гибочного пресса
Нижняя матрица гибочного пресса включает в себя изгиб нижней формы, вставку глубокой нижней формы и т. д.
Выбор нижней матрицы для листогибочного пресса в основном зависит от толщины обрабатываемого продукта. Когда необходимо выбрать большие или маленькие V-образные надрезы для обработки из-за ограничений обработки, коэффициент изгиба необходимо соответствующим образом отрегулировать. Анализ пресс-формы: типы V-образных надрезов в основном включают 4 В, 6 В, 7 В, 8 В, 10 В, 12,16 В, 25 В, а также некоторые специальные гибочные инструменты с большими V-образными надрезами.
Основные принципы организации процесса гибки
- Изгибание изнутри наружу.
- Согните от малого к большому.
- Сначала согните общую форму, затем согните сложную форму.
- Принцип заключается в том, что изгиб предыдущего процесса не влияет на последующий процесс.
Метод контроля размера изгиба
- Чтобы избежать совокупных ошибок, измеряйте размер каждой складки в развернутом виде во время обработки.
- Не прислоняйтесь к изогнутым краям и не опирайтесь на большие углы.
- Изделие необходимо располагать загнутым краем, а угол предыдущего сгиба должен быть чуть меньше 90 градусов.
- Перед обработкой определите точность измерительных инструментов.
- Выполняйте первоначальную проверку перед официальной обработкой и проводите регулярные проверки во время обработки.
- Выберите подходящую машину в соответствии с требованиями точности обрабатываемого продукта.
- Избегайте выбора инструментов, которые не являются концентрическими, и перед обработкой убедитесь, что кончик инструмента верхней формы находится на одной прямой линии.
- Выбор хороших методов обработки и организация методов, упрощающих обработку.
- Точное позиционирование. Любое ненормальное позиционирование должно быть немедленно обнаружено.
В настоящее время контроллер листогибочного пресса с ЧПУ может автоматически оптимизировать этапы гибки для пользователей, что означает, что операторам не нужно вручную проектировать этапы гибки с помощью гидравлического листогибочного пресса с ЧПУ.
Заключение
Дополнительная информация о работе листогибочного пресса с ЧПУ помогает операторам улучшить результаты гибки и лучше обслуживать машину. СК Машиностроение является одним из самых известных производителей гидравлических гибочных прессов в Китае. Для получения дополнительной информации о листогибочном прессе, пожалуйста, свяжитесь с нами.




