В настоящее время интеллектуальные и гибкие технологии обработки стали стремлением и стремлением производителей высококачественной обработки листового металла. Поэтому на этом рынке появились роботы-гибочные агрегаты.
Оглавление
Анализ современного состояния технологии гибки листового металла
В отрасли листового металла большинство компаний в настоящее время занимаются традиционными процессами гибки. В производственном процессе из-за разнообразия, технических характеристик и небольшой партии продукции возникает множество гидравлический листогибочный пресс машины и для выполнения гибки заготовок по-прежнему требуется большое количество квалифицированных и опытных операторов гибки листового металла.
Однако в практической работе возникают следующие проблемы:
- Во-первых, из-за того, что оператор работает в течение длительного времени, выносливость не сохраняется, что приводит к непоследовательному высокому и низкому положению заготовки каждый раз.
- Во-вторых, операторы не сохраняют устойчивость, как роботы, поэтому невозможно гарантировать размер и точность изгиба изогнутой заготовки из-за ручного воздействия, что приводит к ухудшению качества готового изделия.
- В-третьих, при работе с крупными заготовками для обработки и эксплуатации обычно требуется 3-4 оператора, а трудности с набором рабочих и высокие затраты - это трудности, с которыми сталкиваются предприятия.
- В-четвертых, операторам небезопасно работать по традиционному процессу гибки. При подъеме заготовок возникают серьезные угрозы безопасности, которые могут легко привести к несчастным случаям на производстве.
В настоящее время, хотя производство и точность листогибочного пресса значительно улучшились по сравнению с прошлым, все еще существует значительный разрыв между текущими требованиями и интеллектуальным производством.
Что касается интеллектуального производства, персонализированной настройки, сервисно-ориентированного расширения и сетевого сотрудничества, все еще существует потребность в совместных инновациях и разработках в подобласти производства оборудования для обработки листового металла и спроса. Эти инновации и продвижение приложений являются еще одним улучшением и повышением производительности.
Проблемы, которые необходимо решить в традиционной отрасли гибки листового металла
Традиционная гибка листового металла требует решения следующих задач:
- Традиционный процесс гибки заключается в невозможности обеспечения разнообразия, небольших партий и быстрого переключения.
- Высокоточная гибка заготовок в листовой промышленности имеет низкую точность и нестабильное качество.
- Операторов гибки листового металла мало, а трудоемкость рабочих высока.
- Затраты на персонал, угрозы безопасности, схема процесса, управление и эксплуатация.
Вышеуказанные проблемы можно решить, выбрав интеллектуальные роботизированные гибочные агрегаты, которые включают в себя: ЧПУ Нажми на тормоз машина, 6-осевой робот и 7-осевая направляющая, станция подачи, устройство магнитного разделения пластин, верстак для предварительного выравнивания, механизм переворота пластин, захват подачи, укладка готовой продукции, библиотека пресс-форм, программное обеспечение для автономного программирования, программное обеспечение для параметрического программирования, гибка вторичной разработки. программное обеспечение и дополнительные услуги.
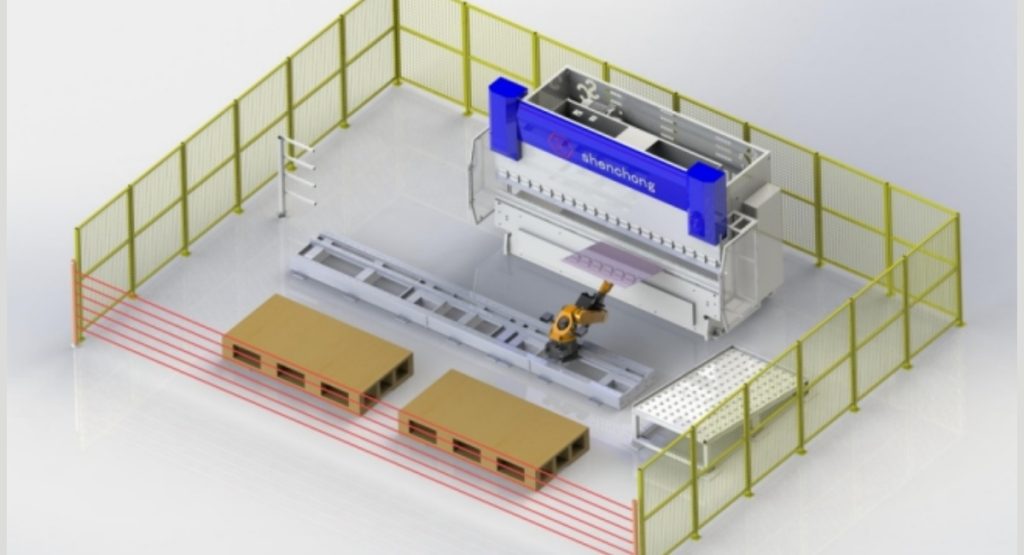
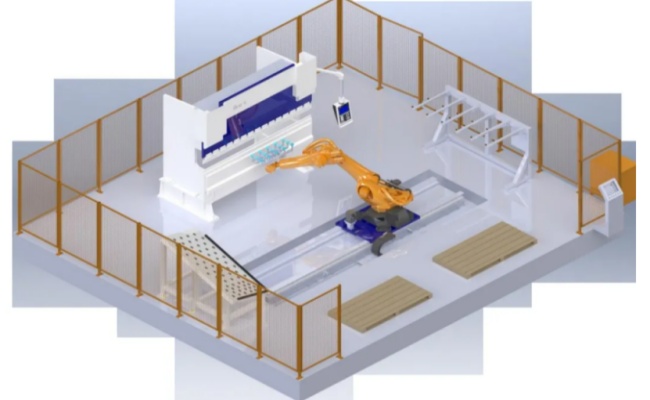
Состав роботов-гибочных агрегатов
Гидравлический листогибочный пресс с ЧПУ и роботами в качестве основного исполнительного компонента представляет собой высокоавтоматизированную комбинацию оборудования, которая обладает преимуществами высокой эффективности, высокого качества и высокой гибкости.
В гибочных машинах выбор соответствующих комбинаций компонентов может обеспечить лучшую поддержку эффективности и гибкости гибки. Точность гибки зависит от точности самой машины с гибочным тормозом, точности позиционирования гибочного робота и совместного управления между роботом и машиной с гибочным тормозом.
Сложность совместного управления заключается в согласовании скоростей робота и листогибочного станка, а также траектории движения робота, поддерживающего заготовку. Плохой последующий эффект серьезно повлияет на результат формирования угла изгиба и плоскостность поверхности плиты, тем самым влияя на качество готового продукта.
Как показано на рисунке ниже, стандартный блок обработки гибки состоит из робота и гидравлического листогибочного тормоза с ЧПУ в качестве ядра, а также захвата, загрузочного стола, разгрузочного стола, рабочего стола позиционирования, переворачивающейся рамы, устройства смены захватов и различных датчиков обнаружения в качестве вспомогательных устройств. компоненты.
Основные части роботизированного листогибочного пресса
Захваты — это «руки», используемые роботами для замены ручного труда, а также для захвата и размещения заготовок. Захват гибочного робота обычно состоит из нескольких присосок, установленных на металлическом каркасе.
На погрузочно-разгрузочных платформах обычно используются штабелированные поддоны, а также существуют агрегаты, использующие ленточные конвейеры или ролики для транспортировки сырья и готовой продукции. Доски на масляной основе склонны к слипанию, из-за чего может возникнуть необходимость захвата нескольких досок одновременно. Рядом с подающим столом могут быть установлены различные устройства раскалывания (например, устройства магнитного раскалывания) и датчики обнаружения, чтобы гарантировать, что захваченные доски представляют собой отдельные листы.
Верстак для позиционирования представляет собой наклонную платформу с блокирующей кромкой, на поверхности стола которой расположены слегка приподнятые шарики. Робот переносит стальную пластину на позиционирующий стол, и пластина свободно скользит к краю под действием силы тяжести. Благодаря фиксированному положению и краю позиционирующего стола, когда робот снова захватывает доску, положение доски и захвата фиксируются относительно точно, обеспечивая ориентир для следующего этапа гибки.
Откидная рама представляет собой фиксированную рамку для захватного устройства. Когда роботу необходимо взять заготовку из другого положения, он может поместить заготовку на поворотную рамку, чтобы зафиксировать ее, а затем робот снова может захватить заготовку в новом положении. В некоторых особых случаях пресс-форму гибочной машины также можно использовать для зажима заготовки и изменения положения захвата.
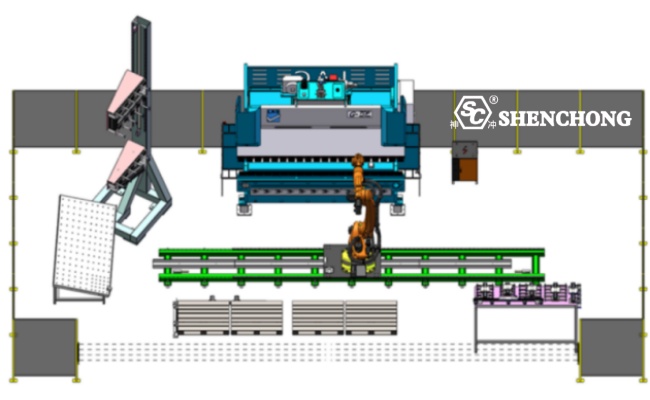
Рабочий процесс роботизированного блока обработки гибки
Работа блока обработки гибки в основном разделена на шесть процессов: загрузка, комплектование, центрирование, переворачивание, гибка и укладка.
- Загрузка: вручную поместите всю стопку пластин, которые необходимо обработать, на загрузочную платформу и установите переключатель обнаружения пластин на загрузочной платформе, чтобы робот не мог схватить лоток после обработки всех пластин.
- Сбор: робот подбегает к подающему столу и определяет высоту доски с помощью ультразвукового датчика, установленного на захвате. На основании данных обнаружения он автоматически перемещается в подходящую позицию для захвата доски. После захвата доски ее толщина измеряется с помощью устройства для измерения толщины, чтобы избежать ошибок обработки, вызванных одновременным захватом нескольких листов доски. После прохождения замера толщины он готов к центровке.
- Центрирование: робот приближается к положению стола позиционирования, помещает листовой металл на стол позиционирования для точного позиционирования, а после завершения позиционирования снова захватывает листовой металл и готовится к гибке.

- Переворот: Определите, следует ли использовать переворачивающийся кадр, в зависимости от требований процесса. При необходимости переведите робота в положение поворотной рамы, поместите листовой металл на поворотную рамку, отпустите листовой металл и избегайте его. После завершения переворачивания возьмите листовой металл.
- Гибка: робот подъезжает к позиции гибочной машины, выравнивает листовой металл на нижней форме гибочной машины и точно определяет его местоположение с помощью датчика заднего пальца гибочной машины. После завершения позиционирования робот отправляет сигнал гибки на гибочный пресс с ЧПУ и взаимодействует с гибочной машиной, чтобы завершить операцию гибки, чтобы определить, нужно ли сгибать ее снова, и решить, продолжать ли гибку. Гибка является ключевым звеном, а техническая сложность гибки заключается в согласованном действии робота и гибочной машины, то есть следовании за гибкой. Когда робот зажимает или поддерживает изгиб листового металла, листовой металл деформируется, и роботу необходимо следовать за листовым металлом по дуге окружности в соответствии с определенным алгоритмом траектории и всегда сохранять относительно фиксированное положение с листовым металлом. .
- Укладка: когда робот приближается к разгрузочному столу, происходят различные действия в процессе укладки из-за различий в формировании заготовок, такие как обычная матричная укладка, одно- и двухслойная поперечная укладка, а также укладка с блокировкой вперед и назад.
Технические характеристики роботизированных гибочных агрегатов
Дизайн и развитие
Исследования и разработки в области гибки роботов ориентированы на персонализированные потребности и настройку пользователей, при этом потребности и цели клиентов являются главным приоритетом. Прежде чем выбирать решение для гибочного робота, производители роботов-гибщиков должны обеспечить следующее:
- Проводить подробный технический обмен с клиентами при разработке каждого технического решения.
- Выполнение компьютерного моделирования по чертежам обработки деталей, предоставленным заказчиком.
- Проведение выборочных испытаний на месте типичных заготовок клиентов.
- Классифицируйте и анализируйте заготовки клиентов и обрабатывайте данные.
После подтверждения завершения вышеуказанных процедурных работ будет сформулирован технический план. После утверждения технического плана и планировочных чертежей заказчиком будет выполнено комплексное проектирование.
Роботизированная гибочная установка SC использует передовой 3D-дизайн с точки зрения материалов, конструкции, датчиков, компенсации в реальном времени, отслеживания, лазерного измерения угла, автоматической смены формы, автоматической смены захватов, программного обеспечения и управления, параметрического программирования, автономного программирования, управления производством. программное обеспечение и технологии управления шинами, все из которых используют программное и аппаратное обеспечение первоклассных международных брендов. При проектировании корпуса гибочной машины использовались самые передовые в мире программы и методы проектирования для анализа структурной механики. Благодаря многолетнему опыту проектирования и пониманию структурных характеристик рамы гибочной машины, анализ методом конечных элементов был проведен в каждой точке силы, чтобы полностью выполнить механический анализ бокового плеча, верхней поперечины, нижней поперечины и нижней поперечины гибочной машины. обеспечение рациональности, надежности и устойчивости конструкции станка.
Конструкция робота-гибочного агрегата направлена на создание интеллектуальных концепций продукта с использованием новейших технологий (программного и аппаратного обеспечения) для обмена данными в реальном времени, компенсации и отслеживания изгибов в ходе производственного процесса. Основные решенные задачи и достигнутые результаты:
(1) Решены технологические трудности производства листового металла по индивидуальному заказу, а также решена проблема быстрого переключения производства нескольких продуктов, небольших партий (5-10 штук) и различных деталей в лифтовой промышленности.
(2) Решены проблемы нестабильного качества продукции, низкой точности деталей и плохой консистенции продукции.
(3) Решены проблемы низкой эффективности производства, необоснованной схемы производства и технологического маршрута.
(4) Решены проблемы сложного набора персонала, высоких затрат на рабочую силу и высокой трудоемкости при ручной гибке.
(5) Повышенная точность гибки и автоматизации, расширенные интеллектуальные производственные возможности предприятия и улучшенный визуальный эффект от посещений клиентов.
Технология отслеживания изгиба
В процессе гибки роботизированные гибочные агрегаты SC могут автоматически отслеживать и регулировать заготовки разных размеров и толщины листов в соответствии со скоростью движения ползунка гибочного станка с тормозом. Эта технология реализована с помощью специализированного программного обеспечения для гибки роботов SC SHENCHONG.
Технология лазерного измерения угла
Система измерения угла AMS использует систему онлайн-измерения угла с помощью лазера с замкнутым контуром. Во время автоматического процесса гибки робота автоматическая прикладная программа AMS и автоматическая система измерения угла со встроенным лазерным устройством измерения угла работают вместе с системой SHENCHONG, чтобы обеспечить точность угла гибки. Его основными характеристиками являются:
(1) Определение угла изгиба заготовки после отскока с помощью лазера онлайн.
(2) Система определения силы автоматически рассчитывает величину отскока при изгибе.
(3) Глубина детали может автоматически регулироваться в зависимости от ширины нижней формы.
(4) Благодаря системе онлайн-измерения угла лазером с замкнутым контуром предел текучести гибки может достигать более 99,5%.
Замена роботизированного автоматического захвата (ATC) и инструмента для листогибочного пресса
Роботизированный автоматический захват (ATC) и листогибочный пресс Change — это полностью интеллектуальный и автоматизированный метод работы в области обработки листового металла, который состоит из программного обеспечения для автоматической смены форм, роботов и библиотек пресс-форм. Оснащенный автоматической системой смены форм, прецизионный гибочный центр может автоматически и произвольно сгибать небольшие партии различных изделий. Благодаря использованию функции автоматической замены формы форма в гибочной машине больше не является ограничивающим фактором и может обрабатываться беспилотным персоналом на протяжении всего процесса. Захват автоматического механического устройства робота позволяет очень быстро заменить форму и в любой момент согнуть следующую партию компонентов.
Программное обеспечение для автоматической смены оснастки листогибочного пресса
Основные характеристики программного обеспечения для автоматической смены пресс-форм:
(1) Через графический интерфейс вложения пользователи могут сразу увидеть текущее состояние всей системы. В правой части интерфейса находится графическое изображение, отображающее состояние форм, которое разделяет текущие положения этих форм.
(2) Весь интерфейс включает в себя область изгиба верхнего пуансона, область изгиба нижней матрицы и библиотеку пресс-форм. Отображение формы соответствует размеру самой формы и положению закрепленной рабочей станции.
(3) Выделите верхнюю и нижнюю формы разными цветами. В левом верхнем углу интерфейса находится подробное описание формы, установленной на гибочном станке. Две части: одна объясняет верхнюю форму, а другая — нижнюю форму, описывая зажатую форму через идентификационные коды и существующие позиции.
Технология последовательной гибки с ЧПУ
Технология последовательной гибки с ЧПУ — это высокоточная система управления гибкой, подходящая для обработки заготовок с требованиями к допускам по форме и положению. Устройство состоит из комплекта из двух комплектов передних толкающих устройств с ЧПУ и гусеницами. Смещение передается и возвращается датчиками, а вся операция контролируется системой ЧПУ. Ось управления состоит из X3\X4 и Z3\Z4. Настроив переднее толкающее устройство с ЧПУ и задний стопор для гибки, даже если размер заготовки достигает ± 1 мм, можно легко гарантировать, что ключевые размеры находятся в пределах контролируемых погрешностей, повышая точность и эффективность заготовки.
Программное обеспечение и управление
В роботизированных гибочных агрегатах мы использовали программное обеспечение параметрического программирования, программное обеспечение автономного программирования и программное обеспечение для управления производством. В то же время мы разработали отслеживание вторичной гибки, автоматическую смену пресс-форм, автоматическую смену захватов, гибкую укладку, компенсацию в реальном времени, поиск кромки листа, гибкую технологию переворота и технологию управления шиной. Он может в значительной степени удовлетворить технические и программные потребности различных клиентов в области гибки листового металла.
Проблемы и решения роботизированной гибки
Когда мы используем роботизированный листогибочный пресс При гибке листового металла мы можем столкнуться с небольшими проблемами, которые не знаем, как решить или избежать. Ниже компания SC SHENCHONG собрала пять проблем, которым подвержены роботы, и предложила соответствующие решения.
После выравнивания длинного края происходит подъем.
Анализ причин: из-за более длинного края, который необходимо сплющить, он не плотно прижимается во время сплющивания, в результате чего конец сплющивается, а затем деформируется. Эта ситуация тесно связана с расправленным положением, поэтому при выравнивании важно обращать внимание на расплющенное положение.
- Прежде чем сгибать, сначала согните угол, а затем разгладьте его.
- Пошаговое сплющивание: сначала нажмите на конец, чтобы согнуть плоский край вниз. Выровняйте основу.
При замене инструмента листогибочного пресса размеры обработки изменятся.
Анализ причин: Из-за сжимающей вперед силы, действующей на заготовку во время обработки, заготовка перемещается вперед, что приводит к увеличению небольшого размера переднего угла L спереди.
Решение:
- Сошлифуйте заштрихованные участки на картинке. Обычно мы придумываем столько, сколько есть разница.
- Отшлифуйте все самопозиционирующиеся части простой формы и используйте фиксированный шаблон для позиционирования.
Общий размер режущего материала (относительно разворачивания) слишком мал или слишком велик, что не соответствует круглой поверхности.
Анализ причин:
- Ошибка инженерного развертывания.
- Неправильный размер обрезки.
Решение:
На основе направления отклонения, общей величины отклонения вверх и количества гибочных инструментов рассчитайте распределение для каждого изгиба. Если рассчитанный допуск распределения находится в пределах диапазона допуска, заготовка приемлема.
Если размер слишком велик, для обработки можно использовать небольшие V-образные пазы.
Если размер слишком мал, для обработки можно использовать большой V-образный паз.
После того, как гибочный робот прорисует отверстия и зацепит паз и шип, он расширяется или трескается, либо паз и шип не плотно прилегают друг к другу, что приводит к деформации.
Анализ причин:
- Причина, по которой паз не герметичен, заключается в недостаточном расширении отверстия.
- Деформация вызвана несовпадением отверстий или неправильным методом соединения пазов и шипов.
Решение:
- Выбирайте пуансон с большим углом R и обращайте внимание на заусенцы вокруг отверстия при вытягивании и переворачивании.
- Увеличьте давление на отверстие для салата, углубите его и вместо этого используйте большой пробойник под углом R.
- Изменение способа врезного соединения и причины несоосности отверстий.
Заключение
С общим улучшением машиностроительной промышленности у отрасли производства листового металла возникнет новый уровень требований к производственному оборудованию. В конечном итоге пользователи будут отдавать предпочтение устройствам, которые могут помочь пользователям решать проблемы. Роботизированная гибочная установка SC имеет метод производства, подходящий для клиентов, лучшее сочетание аппаратного и программного обеспечения и подходит для клиентов с несколькими вариантами, небольшими партиями, быстрым переключением и отсутствием необходимости в пробном производстве первой детали.




