Оглавление
Введение
Расчет правильного коэффициента К, припуска на изгиб и вычета изгиба имеет решающее значение для получения готовой детали хорошего качества. гидравлический Нажми на тормоз. Знания и техника работы листогибочного пресса являются его основами, которые имеют первостепенное значение для использования его в производстве.
Вычислить длину развертки по 3D-детали на самом деле не так уж и сложно. Хотя вы можете найти несколько разных формул, которые утверждают, что рассчитывают допуск на изгиб, обычно это одна и та же формула, только упрощенная путем заполнения угла или К-фактора. Эта статья покажет вам эту информацию, включая коэффициент К, допуск на изгиб и вычет за изгиб.
Что такое допуск на изгиб?
Металлы действительно можно гнуть. При изготовлении листового металла металл необходимо сгибать не только для придания определенной формы, но и для соблюдения правил техники безопасности при воздействии на металл ударов, заставляющих его сгибаться, а не ломаться. Независимо от типа металла, а также формы и толщины металла, каждый кусок металла имеет определенную степень припуска на изгиб.
Определение допуска на изгиб
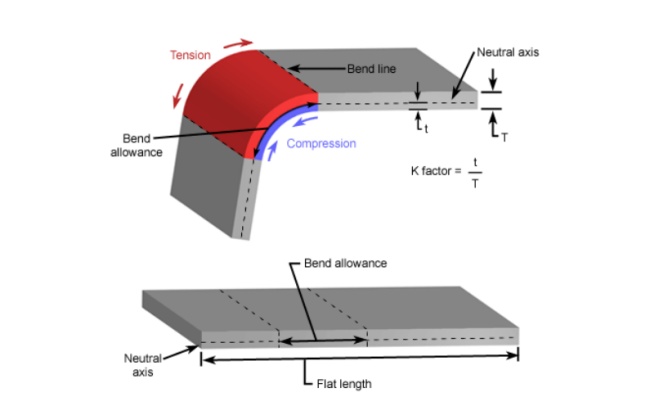
Допуск на изгиб (BA) — это длина дуги изгиба, измеренная вдоль нейтральной оси металлической пластины, поскольку длина нейтральной оси не изменяется после изгиба.
После расчета припуска на изгиб его следует прибавить к длине плоского листа, чтобы определить требуемую длину листового металла, необходимую для формирования желаемой заготовки.
Как рассчитать допуск на изгиб
Как показано на рисунке ниже:
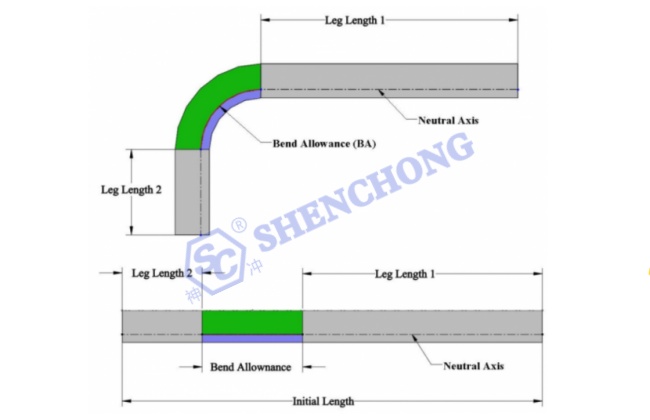
Для расчета длины квартиры используется следующая формула:
Длина листового металла = Длина ноги 1 +BA + Длина ноги 2
Формула расчета допуска на изгиб
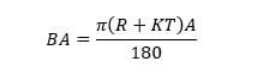
А – Угол изгиба
R – Внутренний радиус
К – К фактор
Т – Толщина материала
Начнем с простой L-образной скобки. На рисунке видно, что ножки кронштейна имеют размеры 2 дюйма и 3 дюйма. Толщина материала 0,125 дюйма, внутренний радиус 0,250 дюйма, угол изгиба 90 градусов. Плоская длина представляет собой сумму плоской части обоих фланцев плюс длину дуги области изгиба. Но вы рассчитываете это внутри материала или снаружи? Ни один! Здесь в игру вступает К-фактор. К-фактор — это процент толщины материала, при котором нет растяжения или сжатия материала, например, нейтральной оси. Для этой простой L-образной скобки я буду использовать К-фактор 0,42.
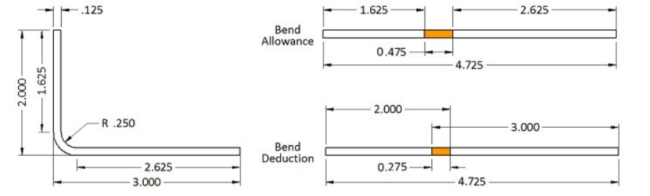
Используя приведенную выше формулу, мы имеем: Припуск на изгиб = 90 * (π / 180) * (0,250 + 0,42 * 0,125) = 0,475 дюйма.
Таким образом, длина развертки равна 1,625 дюйма + 2,625 дюйма + 0,475 дюйма, что соответствует 4,725 дюймам. Таким образом, если вы суммируете длину всех фланцев и добавляете по одному припуску на изгиб для каждой области изгиба, вы получаете правильную длину детали в плоском положении.
Но посмотрите на рисунок. Обычно мы измеряем детали из листового металла не так. Размеры обычно указаны до пересечения фланцев или линии пресс-формы. Это означает, что нам нужно вычесть двойную толщину материала плюс радиус изгиба (также известный как отступ) для каждой области изгиба. Для этого набора размеров было бы проще рассчитать значение компенсации изгиба. Значение «Компенсация изгиба» позволяет сложить длину каждого фланца, используя размеры «Линия пресс-формы», а затем добавить к общей сумме одну компенсацию изгиба на каждую область сгиба. Это -0,275, отрицательное число, что означает, что вы вычтете эту сумму из общей длины фланцев, 5 дюймов, и получите 4,725 дюйма.
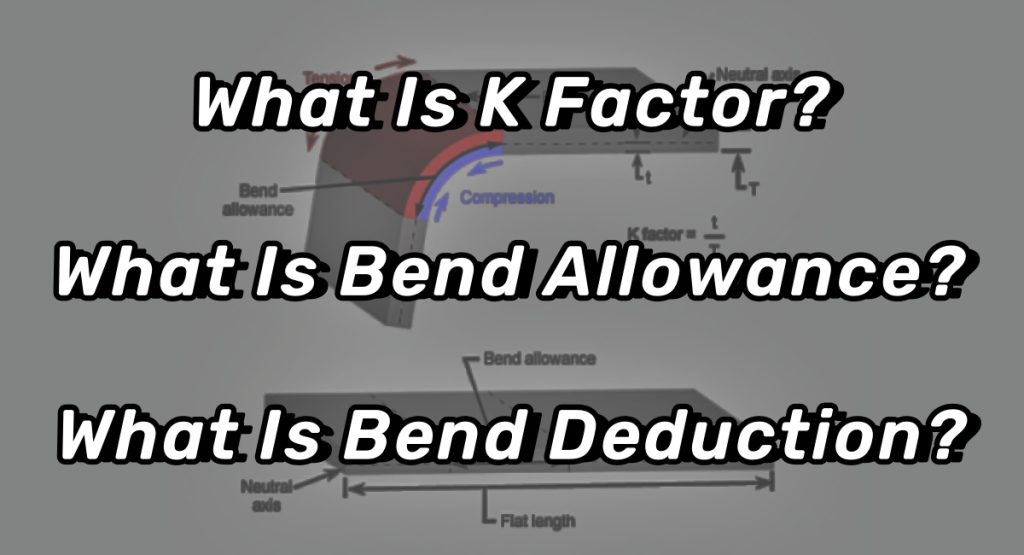
Что такое К-фактор?
К-фактор — это процент толщины материала, при котором в области изгиба нет растяжения или сжатия материала.
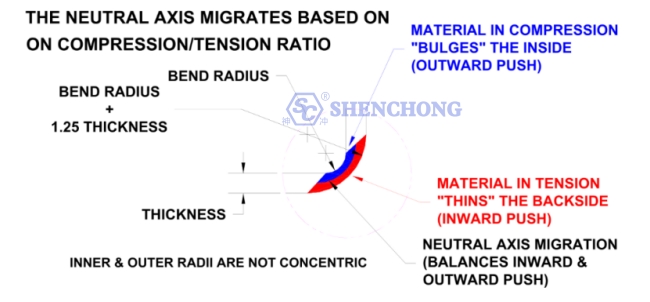
Чем тверже материал, тем меньше сжатие на внутренней стороне изгиба. Следовательно, растяжение сильнее снаружи, и нейтральная ось перемещается внутрь изгиба. Более мягкие материалы обеспечивают большее сжатие внутри, а нейтральная ось остается ближе к центру толщины материала.
Радиус изгиба имеет аналогичный эффект. Чем меньше радиус изгиба, тем больше потребность в сжатии, и нейтральная ось перемещается внутрь изгиба. На большем радиусе. нейтральная ось остается вблизи центра толщины материала.
Чтобы понять фактор К, нам нужно сначала понять нейтральную ось.
При изгибе листового металла нижняя поверхность сжимается, а верхняя растягивается. Нейтральная ось расположена внутри металла, где он не будет ни сжиматься, ни расширяться, что позволяет ему сохранять постоянную длину.
Нейтральная ось
Нейтральная ось не меняется. При разработке длины плоской заготовки существует длина детали, которая не меняется. Эта длина называется нейтральной осью. Материал внутри нейтральной оси сжимается, а материал снаружи растягивается. В зависимости от толщины материала, радиуса формы и методов формования соотношение сжатия и растяжения в детали будет меняться.
Деталь, согнутая по очень острому радиусу, по сравнению с толщиной, будет больше растягиваться снаружи, а это означает, что нейтральная ось будет лежать ближе к внутренней части изгиба. Деталь, которая постепенно изгибается, будет иметь меньшее внешнее растяжение, а это означает, что нейтральная ось будет располагаться ближе к центру детали.
В плоском листовом металле нейтральная ось расположена равномерно на половине толщины листового металла, но при изгибе она будет перемещаться.
Изменение положения нейтральной оси определяется различными факторами, такими как свойства материала, толщина, угол изгиба, внутренний радиус и метод изгиба пластины.
Как рассчитать коэффициенты К
Математически К-фактор представляет собой соотношение между положением нейтральной оси (t) и толщиной пластины (Т).
Формула K-фактора
Где t — расстояние от внутренней поверхности до нейтральной оси, а T — толщина металла.
К-фактор определяется физическими свойствами материала, методом изгиба, углом изгиба и другими факторами.
Значение коэффициента К всегда будет между 0 и 1. Если коэффициент ak равен 0,25, это означает, что нейтральная ось расположена на отметке 25% толщины листового материала детали. Аналогично, если оно равно 0,5, это означает, что нейтральная ось расположена на 501ТР3Т всей толщины.
Свойства материала: обычно оно находится в диапазоне от 0,30 до 0,50. В общем, К-фактор мягкой меди или мягких медных материалов составляет 0,35, К-фактор таких материалов, как полутвердая медь или латунь, мягкая сталь и алюминий, составляет 0,41, а К-фактор таких материалов, как бронза, твердая медь, холоднокатаная сталь и пружинная сталь - 0,45.
Радиус изгиба: чем меньше радиус изгиба, тем больше К-фактор.
Толщина материала: чем больше толщина материала, тем больше К-фактор.
Предел текучести материала: чем выше предел текучести, тем меньше К-фактор.
Модуль упругости (также известный как модуль Юнга): чем больше толщина материала, тем больше К-фактор.
В прецизионном производстве листового металла с использованием Листогибочный пресс с ЧПУ, К-фактор является решающим фактором. К-фактор используется для расчета развертки гибки, которая напрямую связана с длиной листового металла, растянутого при гибке.
Это фундаментальное значение для определения припуска на изгиб и вычета за изгиб.
Поскольку отношение расстояния до нейтральной оси к толщине пластины определяет положение нейтральной оси в металлической пластине, знание К-фактора помогает определить положение нейтральной оси после изгиба.
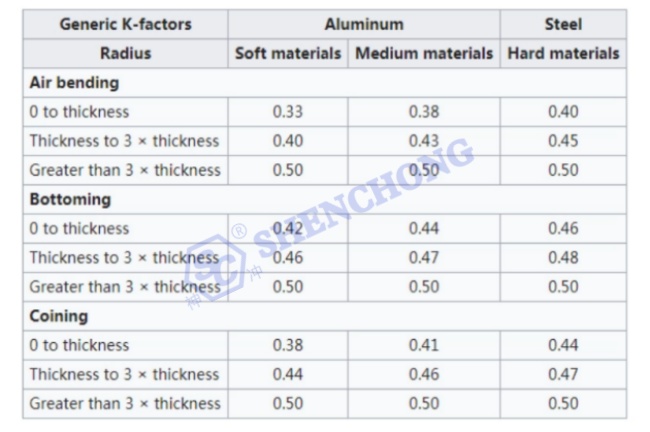
K-факторы для алюминия и стали
Вы также можете определить К-фактор, воспользовавшись таблицей ниже:
K-факторы для меди, латуни и бронзы
После тщательного изучения было установлено, что система SolidWorks также предоставляет алгоритмы компенсации изгиба для следующих конкретных материалов при угле изгиба 90 градусов. Конкретная формула расчета выглядит следующим образом:
Материал из мягкой латуни или мягкой меди: BA=(0,55 * T)+(1,57 * R)
Такие материалы, как полутвердая медь или латунь, мягкая сталь и алюминий: BA=(0,64 * T)+(1,57 * R). Такие материалы, как бронза, твердая медь, холоднокатаная сталь и пружинная сталь: BA=(0,71 * T)+(1,57 * R) Собственно, если упростить уравнение (7), установить угол изгиба равным 90 градусам и вычислить константу, то уравнение можно преобразовать к:
БА=(1,57 * К * Т)+(1,57 * Р)
Так, для материалов из мягкой латуни или мягкой меди, сравнивая приведенную выше формулу расчета, можно получить 1,57xK=0,55K=0,55/1,57=0,35. Значения k-фактора нескольких типов материалов, перечисленных в книге, легко рассчитать одним и тем же методом.
Материал из мягкой латуни или мягкой меди: K=0,35.
Такие материалы, как полутвердая медь или латунь, мягкая сталь и алюминий: K=0,41.
Такие материалы, как бронза, твердая медь, холоднокатаная сталь и пружинная сталь: K=0,45.
Что такое вычет за изгиб?
При гибке листового металла из-за неполной пластической деформации материала и конструктивных ограничений самого станка угол и длина сгибаемой заготовки могут отклоняться от проектных размеров. Чтобы точность гибки и размер заготовки соответствовали предъявляемым требованиям, необходимо при изготовлении чертежа учитывать удержание гибки, то есть уменьшать размер изгиба, который необходимо сделать.
Определение удержания изгиба
Учет изгиба – это длина материала, которую нам необходимо убрать из общей длины пластины, чтобы получить правильный развертку.
Принцип удержания изгиба
Принцип удержания изгиба заключается в использовании упругой деформации материала, чтобы длина и угол после изгиба могли соответствовать проектным требованиям. При гибке листовой металл помещается на гибочную машину, которая прикладывает силу изгиба, вызывая упругую деформацию листового металла, что приводит к изменению формы и угла и, в конечном итоге, к получению желаемой формы. В этом процессе уменьшение изгиба можно точно контролировать, регулируя размер чертежа, достигая точности и размера, требуемых конструкцией.
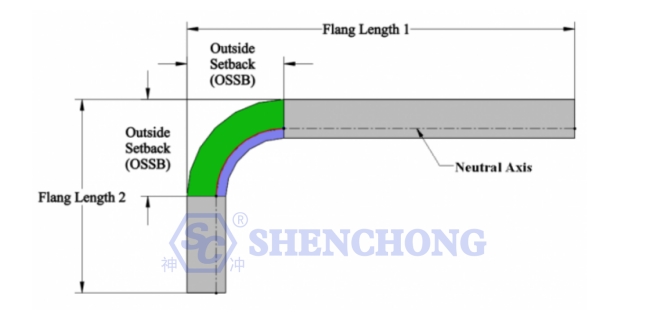
Согласно рисунку выше, вычет за изгиб представляет собой разницу между припуском на изгиб и удвоенным внешним отклонением.
Формула расчета удержания изгиба

Где:
OSSB – Внешний отступ (длина детали, выходящая за пределы угла изгиба).
R – Радиус изгиба
K – К-фактор (определяется свойствами материала и толщиной)
Т – Толщина материала
A – Желаемый угол изгиба в градусах
Предположим, мы хотим согнуть лист нержавеющей стали толщиной 2 мм под углом 90° с внутренним радиусом изгиба 3 мм. Известно, что К-фактор этого материала равен 0,44. Давайте посчитаем вычет на изгиб пошагово:
- Рассчитайте допуск на изгиб (BA):
БА = π*(R+К*Т)*(А/180)
Где R — внутренний радиус изгиба, K — коэффициент К, T — толщина листа, а A — угол изгиба.
Подставляем значения:
ВА = π * (3 + 0,44 * 2) * (90/180) = 4,39 мм
- Рассчитайте внешнюю неудачу (OSSB):
ОССБ = Р + Т = 3 + 2 = 5мм
- Рассчитайте вычет за изгиб (BD):
БД = 2 * ОССБ – БА
Подставляем значения:
БД = 2*5 – 4,39 = 5,61 мм
Следовательно, чтобы добиться изгиба на 90° с внутренним радиусом изгиба 3 мм на листе нержавеющей стали толщиной 2 мм, нам необходимо установить величину уменьшения изгиба на 5,61 мм в процессе гибки.
Это означает, что нам нужно согнуть лист на 5,61 мм, чтобы компенсировать пружинение после изгиба, в конечном итоге достигнув желаемого угла изгиба 90 °.
Расчет вычета изгиба может помочь определить размеры детали перед гибкой, что позволяет лучше планировать производство и сокращать отходы материала.
Основные функции удержания изгиба
- Обеспечьте точность гибки. Учет гибки позволяет контролировать длину и угол сгибаемого листового металла, тем самым гарантируя, что изготовленные детали из листового металла соответствуют требованиям конструкции по размеру и точности.
- Повышение эффективности обработки. Конструкция удержания гибки не только уменьшает объемы производства, но и позволяет избежать повторных экспериментов и корректировок, тем самым повышая эффективность изготовления деталей из листового металла.
- Сокращение материальных отходов. Используя вычет гибки для контроля размеров, можно избежать чрезмерной обработки или отходов материала, тем самым снижая затраты и повышая эффективность производства.
Одним словом, удержание гибки – это очень важное звено в процессе обработки листового металла, а также залог обеспечения качества и точности готового изделия. При фактической обработке значение уменьшения изгиба должно быть разумно скорректировано в соответствии с конкретной ситуацией для достижения наилучшего эффекта обработки.
Материалы с различным допуском на изгиб
Какой металл хорошо гнётся?
Все металлы обладают определенной степенью эластичности. Некоторые металлы более эластичны, чем другие, и могут иметь больший допуск на изгиб по сравнению с другими материалами. Металлы ранжируются в соответствии с их модулем упругости, который представляет собой соотношение между напряжением и деформацией при деформации металла. Модуль упругости также является средством измерения жесткости материала или упругого сопротивления. Другие материалы, такие как резина и стекло, также можно рассчитать таким же образом.
Удивительно, но одним из самых эластичных металлов является никель-титан, также известный как никель-титан, с давлением 28 ГПа. Его можно затягивать много раз в значительной степени, не считая его деформированным. Среди распространенных типов металлов вторые по величине упругие металлы включают олово, магний, кадмий (45 ГПа) и алюминий (69 ГПа). Конечно, алюминий известен своим легким весом и способностью к изгибу, но среди чистых металлов, включая сплавы, есть металлы, которые могут его в этом отношении превзойти.
Какие металлы не могут хорошо гнуться или ломаются при слишком сильном изгибе?
Как известно, большинство металлов очень тверды, и если материал не сгибать, то при сгибании он обязательно сломается. Среди всех сплавов вольфрам — самый твердый металл, его твердость достигает 411 ГПа. Даже в самой тонкой форме вольфрам трудно согнуть, поэтому он, скорее всего, разобьется, как стекло. Второй по твердости металл — бериллиевая медь плотностью 304 ГПа. Хром — это материал, содержащийся в алмазах и других драгоценных камнях, занимающий третье место с показателем 279 ГПа. Кованое железо и кобальт имеют давление 211 ГПа. При давлении 210 ГПа у вас есть гораздо более распространенные металлические листы, такие как сталь, нержавеющая сталь, кобальт и никель. Как вы знаете, большинство металлов считаются очень твердыми, но, как упоминалось ранее, некоторые металлы не такие твердые, как другие.
Заключение
K-фактор, также известный как коэффициент радиуса изгиба, учитывает склонность материала растягиваться на внешней поверхности и сжиматься на внутренней поверхности во время изгиба.
Правильный расчет К-фактора важен для определения положения нейтральной оси и минимизации потенциальных дефектов, таких как растрескивание или образование складок.
Припуск на изгиб относится к дополнительному материалу, необходимому для обеспечения радиуса изгиба, предотвращающего чрезмерное растяжение или сжатие материала.
Точный расчет допуска на изгиб имеет жизненно важное значение для обеспечения соответствия окончательных размеров детали проектным спецификациям.
Уменьшение изгиба, с другой стороны, компенсирует эффект пружинения материала, когда изогнутая часть имеет тенденцию частично разгибаться после устранения изгибающей силы.
Учет вычета изгиба необходим для достижения желаемого угла изгиба и сохранения точности размеров.
Понимая и правильно применяя эти важные факторы, вы можете оптимизировать процессы гибки, минимизировать отходы материала и стабильно производить высококачественные гнутые компоненты, отвечающие самым строгим требованиям.




