SC SHENCHONG отгружает один комплект WDK 200 тонн 3200 мм Гибридный серволистогибочный пресс в Саудовскую Аравию.
Из-за жаркой погоды клиенты в Саудовской Аравии всегда предпочитают выбирать наш гибридный серволистогибочный пресс серии WDK. Преимущество этой серии заключается в том, что температура масла в машине не будет повышаться во время работы машины, что обеспечивает стабильную работу машины.
Подробная информация о машине — Гибридный серволистогибочный пресс в Саудовскую Аравию
ТИП | ВДК-200/3200(ЕСА С640) | ||
СР.НО. | ЭЛЕМЕНТ | ЕДИНИЦА | СПЕЦИФИКАЦИЯ |
1 | Номинальное давление | кН | 2000 |
2 | Длина стола | мм | 3200 |
3 | Расстояние между корпусами | мм | 2660 |
4 | Глубина горла | мм | 400 |
5 | Гладить | мм | 200 |
6 | Скорость подхода | мм/с | 180 |
7 | Скорость возврата | мм/с | 180 |
8 | Рабочая скорость | мм/с | 10 |
9 | Ось (6+1) |
| Y1, Y2, X, R, Z1, Z2+V |
10 | Y1, Y2 допуск параллельности | мм | ±0,01 |
11 | Точность произвольного позиционирования по оси X | мм | ±0,025 |
12 | Точность повторного позиционирования по оси X | мм | ±0,015 |
13 | Скорость оси X | мм/с | 0-500 |
14 | Расстояние позиционирования по оси X | мм | 5-1000 |
15 | Точность повторного позиционирования по оси R | мм | ±0,02 |
16 | Скорость оси R | мм/с | 0-500 |
17 | Расстояние позиционирования по оси R | мм | 200 |
18 | Точность повторного позиционирования по осям Z1, Z2 | мм | ±0,05 |
19 | Скорость оси Z1, Z2 | мм/с | 0-500 |
20 | Расстояние перемещения по осям Z1, Z2 | мм | 2000 |
21 | Открытая высота | мм | 470 |
22 | Серводвигатель оси X | кВт | 0.75 |
23 | Серводвигатель оси R, (Z1,Z2) | кВт | 1, (0.4×2) |
24 | Главный мотор | кВт | 8×2 |
25 | Емкость масляного бака | л | 80*2 |
26 | Габаритные размеры (Д*Ш*В) | мм | 3760x1880x2670 |
27 | Масса | Т | 10.7 |
СР.НО. | ЭЛЕМЕНТ | КОНФИГУРАЦИЯ |
1 | Система контроля | ESA s640 (Италия) |
2 | Гидравлическая система управления | РЕКСРОТ (Германия) |
3 | Ферруле | ЭМБ (Германия) |
4 | Шестеренчатый насос высокого давления | ЭКЕРЛЕ (Германия) |
5 | Магнитная линейка для перил | ЭЛГО (Германия) |
6 | Уплотнительное кольцо | СКФ (Швеция) |
7 | Верхний пуансон и нижняя матрица | ШЕНЧУН |
8 | Система заднего упора | ШЕНЧУН |
9 | Масляный цилиндр | ШЕНЧУН |
10 | Направляющая для тяжелых грузов | ШАНХАЙ |
11 | Первичный двигатель | ЗВЕЗДЫ Серводвигатель |
12 | Однополюсный/биполярный воздушный переключатель | Шнайдер |
13 | Контактор переменного тока, тепловое реле | Шнайдер |
14 | Автоматический выключатель, кнопка | Шнайдер |
15 | Миниатюрное реле | Шнайдер |
16 | Линейная направляющая, ШВП | SHAC (Тайвань) |
17 | Серводвигатель заднего упора | ДЕТАЛЬ (Тайвань) |
18 | Защитная защита (боковая и задняя защита) | ШЕНЧУН |
Чтобы удовлетворить запросы клиентов на гибку, SHENCHONG представляет гибридный листогибочный пресс с ЧПУ серии WDK с сервоприводом, который обеспечивает больше преимуществ в скорости гибки, энергосбережении и рабочей среде.
Листогибочный пресс серии WDK оснащен графическим контроллером ЧПУ с сенсорным экраном и доступен в общей сложности с 6 осями и 4 осями заднего упора. Серия WDK предназначена и разработана для клиентов, которым необходимы лучшие условия эксплуатации и экологически чистые производственные цели.
Предложение по гибке заготовок клиента
У этого клиента из Саудовской Аравии есть специальные заготовки для гибки, которые необходимо сгибать на специальном гибочном прессе.
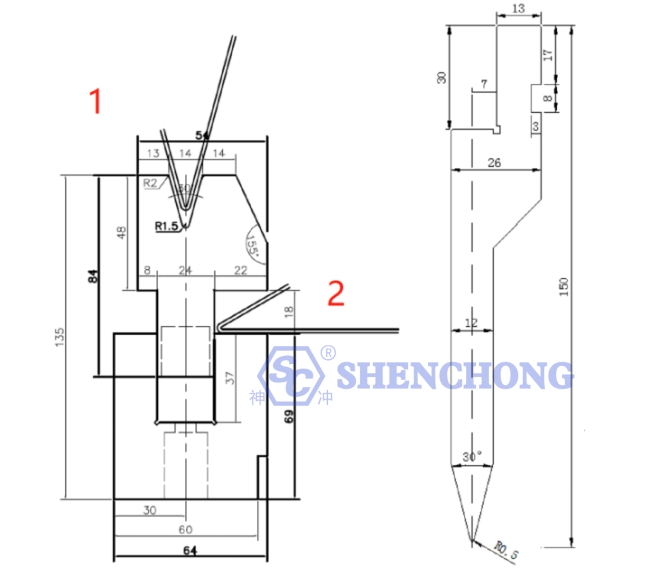
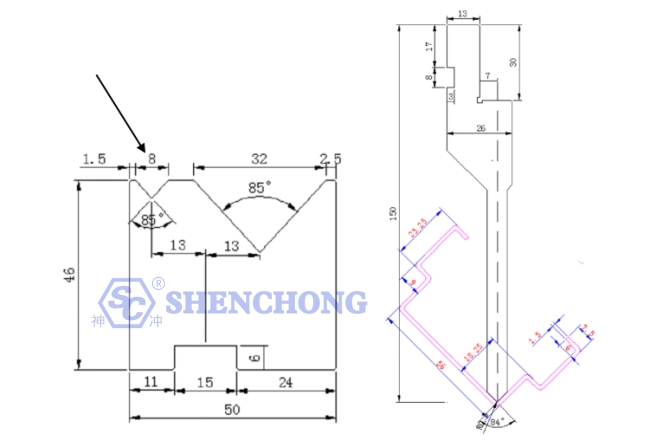
Станки — верхний пуансон и нижние штампы
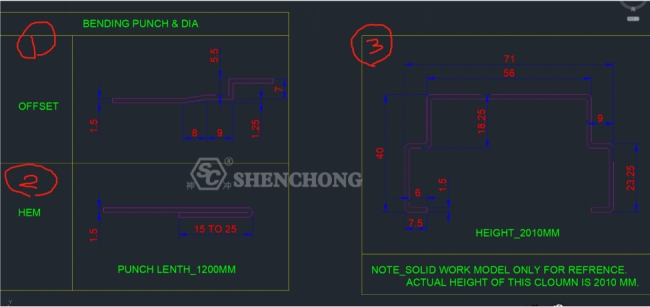
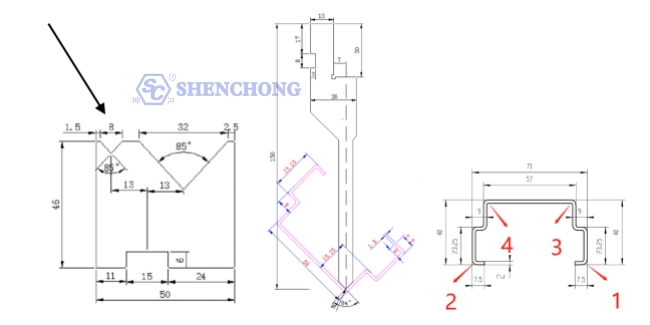
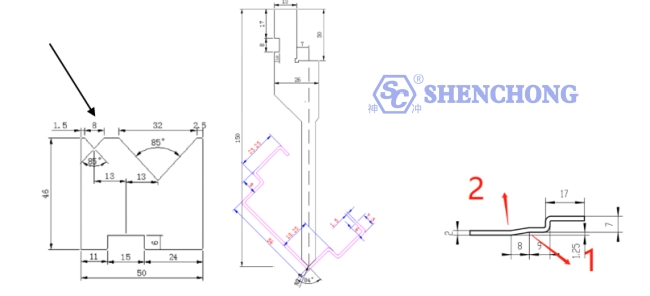
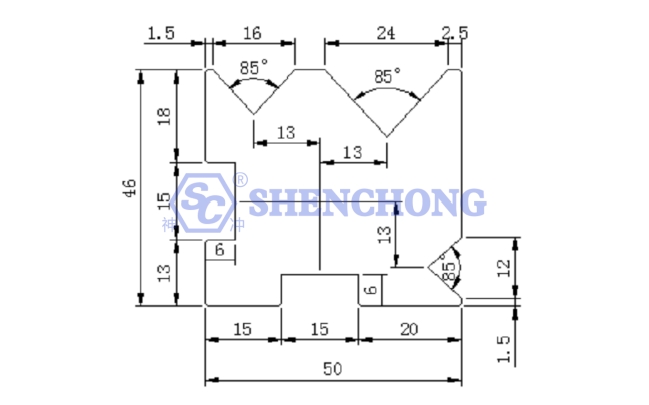
а) Чтобы согнуть заготовку № 2: выберите нижний пуансон и нижнюю матрицу (1200 мм, 42CrMo), внизу листогибочный пресс может сгибать толщину 1,2–2 мм. Шаг 1: используйте паз V14, чтобы согнуть лист, как показано ниже «1», затем подшейте угол, как показано ниже «2».
б) Чтобы согнуть заготовку № 1 и № 3 (толщина от 1,2 до 1,5 мм), выберите верхний пуансон и нижнюю матрицу (2500 мм, 42CrMo), используйте паз V8.
в) Чтобы согнуть заготовку № 3 (толщина 2 мм), шаг 1. Выберите ниже формовочный инструмент (2200 мм, 55SiCr), чтобы согнуть деталь, как показано ниже:

Шаг 2: замените инструмент листогибочного пресса b), используйте канавку V8 для изгиба под другими углами.
г) Чтобы согнуть заготовку № 1 на 2 мм, шаг 1, выберите формовочный инструмент (1200 мм, 55SiCr), указанный ниже, чтобы согнуть деталь, как я показываю:
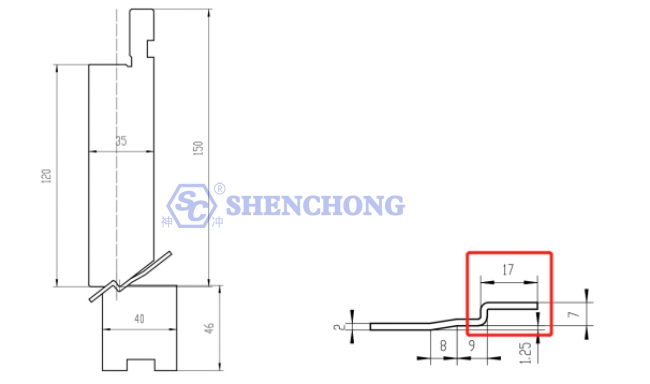
Шаг 2:
Замените б) инструмент листогибочного тормоза, чтобы согнуть другие детали:
д) Чтобы согнуть лист нормальной формы толщиной 1,5 мм, 2 мм, 3 мм, вы можете использовать нижнюю матрицу и верхний пуансон, показанные на b) (3200 мм, 42CrMo).
f) Все вышеуказанные нижние матрицы необходимо установить на опору нижней нижней матрицы, как показано на схеме ниже.