Índice
O ferramental para prensa dobradeira é um molde utilizado pela hidráulico pressione o freio máquina para moldar e processar materiais em folha. Esta ferramenta consiste em várias peças e diferentes moldes são feitos de diferentes peças. Alcança principalmente o processamento da forma do objeto, alterando o estado físico do material formado. Uma ferramenta usada para transformar uma peça bruta em uma peça de trabalho com formato e tamanho específicos sob a pressão de um freio de dobra.
O material, a espessura, as dimensões de comprimento e largura da chapa, bem como as diferentes formas e ângulos projetados, exigem o uso de diferentes ferramentas de dobradeira para dobra. De modo geral, a dobra requer o uso de punções superiores e matrizes inferiores com diferentes alturas, formatos e larguras em V e, mais ainda, são necessários moldes especiais com formatos especiais. Este artigo apresenta os diferentes tipos de ferramentas para prensa dobradeira e ensina os usuários como selecionar, usar e manter o punção superior e as matrizes inferiores da prensa dobradeira.
Introdução geral às ferramentas de freio de prensa
Estrutura de moldes de freio de imprensa
O molde da prensa dobradeira pode ser dividido em duas categorias em termos de estrutura: punção superior da prensa dobradeira e matrizes inferiores da prensa dobradeira. Nas operações de dobra, a grande maioria do punção superior é o molde ativo e a matriz inferior é o molde passivo. Se a matriz inferior estiver fixa e não movida, o punção superior será movido à força. De modo geral, exceto para conjuntos especiais de ferramentas para prensa dobradeira, uma matriz inferior para prensa dobradeira pode corresponder a vários punções superiores e os operadores podem escolher de acordo com as necessidades de projeto do produto.
Tipos de ferramentas de freio de prensa
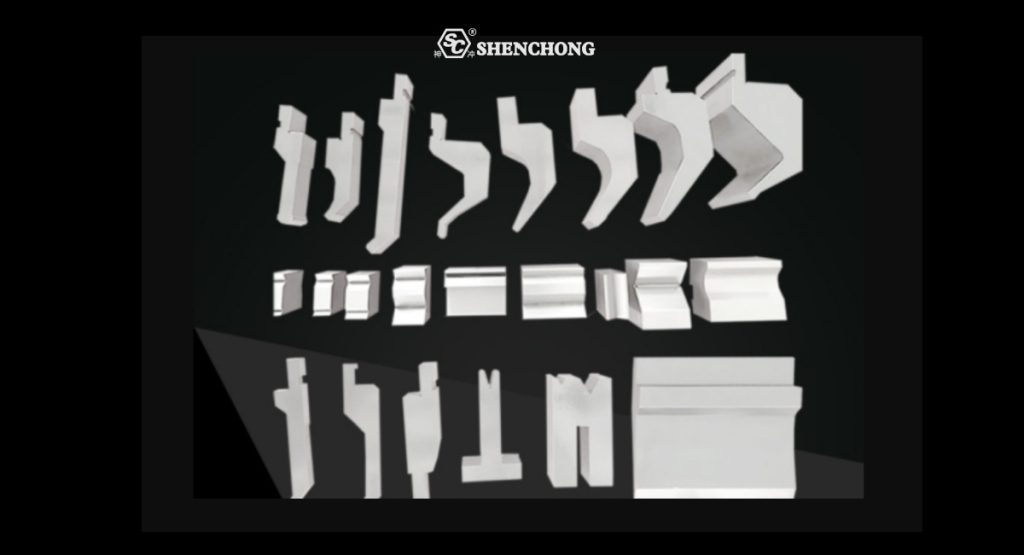
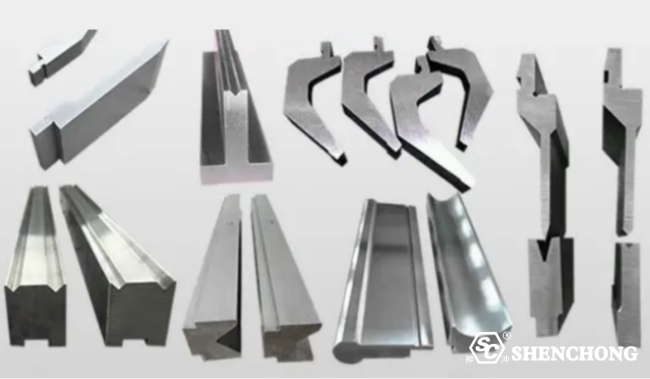
Existem vários tipos de moldes para máquinas dobradeiras, incluindo moldes em forma de V, moldes em forma de U, moldes poligonais, moldes semicirculares, etc. Por exemplo, moldes em forma de V e U são comumente usados para dobrar chapas metálicas, enquanto moldes poligonais e semicirculares são adequados para dobrar formas e ângulos específicos. A forma e o tamanho específicos desses moldes são selecionados com base nos requisitos de projeto e processamento da peça de trabalho.
Existem muitos tipos de ferramentas de corte para máquinas de dobra CNC, geralmente incluindo moldes superiores padrão para dobra em ângulo reto, moldes superiores pontiagudos, moldes de faca de achatamento, moldes de faca em forma de R, punção superior deslocada, matrizes inferiores de 1V, matrizes inferiores de 2V, 3U, Matrizes inferiores de 4V, matrizes inferiores do freio da prensa de borracha Yuli, matrizes inferiores de borracha dura, trilhos guia de molde inferiores, suporte de matriz inferior, moldes de dobra com diferença de segmento, formando moldes de dobra, moldes de dobra combinados, moldes de dobra sem riscos, etc. pode ser projetado de acordo com diferentes situações.
Em termos de uso, os moldes para máquinas de freio de dobra são geralmente divididos em moldes padrão e moldes especiais. De modo geral, o ângulo da ponta do punção superior da prensa dobradeira é de 30 graus (o ângulo real é de 26-28 graus), o ângulo do entalhe inferior da matriz é de 30 graus, 45 graus, 60 graus, 80-90 graus, etc., e 60 graus, 78-88 graus, etc.
Do ponto de vista da forma, o punção superior da dobradeira pode ser dividido em molde de lâmina afiada, molde de arco circular, molde de lâmina dobrada e molde de formação. De modo geral, os moldes de facas afiadas têm, em sua maioria, 30 graus e 60 graus, ocasionalmente com ângulos específicos específicos, como 45 graus e 55 graus. Os moldes de arco são projetados principalmente com diferentes diâmetros e comprimentos de arco. A matriz de dobra é usada principalmente para evitar peças em forma de U ou dobras múltiplas. O mais complexo é a matriz de formação. A matriz de formação pode ser integrada ou combinada. De modo geral, a matriz combinada é projetada, fabricada e combinada a partir dos moldes superior e inferior. Do ponto de vista do custo de produção, o custo de fabricação da matriz de formação abrangente será muito mais alto (especialmente para moldes grandes) e a precisão é difícil de controlar. A matriz combinada apresenta grandes vantagens em moldes grandes e moldes gráficos complexos.
As ferramentas da prensa dobradeira podem ser divididas em molde único e molde multifuncional de acordo com sua função. O molde único pode produzir apenas um único tipo de peça, enquanto o molde multifuncional pode processar diferentes tipos de peças. Alguns podem ser desmontados e montados, o que também é chamado de molde composto, como molde de diferença de segmento e molde de formação.
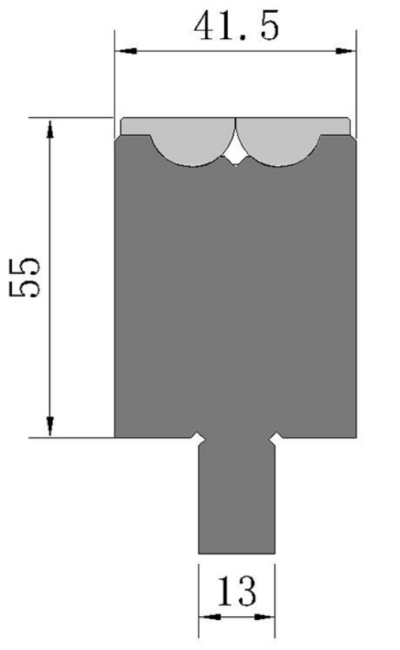
De acordo com o número de entalhes do molde, a matriz inferior da prensa dobradeira pode ser aproximadamente dividida em matriz inferior em V único, matriz inferior em V duplo e matriz inferior em V múltiplo. Como o nome sugere, a superfície da matriz inferior em V simples e em V duplo possui apenas um ou dois entalhes de molde, o que é comum em Máquinas dobradeiras CNC e tem alta precisão. Por possuir um referencial fixo, também conhecido como molde concêntrico, pode ser facilmente substituído. A matriz inferior multi V é principalmente um molde quadrado, com vários entalhes de molde nas quatro superfícies e tamanhos diferentes. A vantagem é que o molde possui múltiplas ranhuras, que podem se adaptar à dobra de diversas chapas grossas.
Hoje em dia, com o progresso contínuo da sociedade, os requisitos para produtos também aumentam constantemente, e os vários requisitos para produtos e materiais dobrados também aumentam constantemente. O molde inferior das dobradeiras também está em constante desenvolvimento. Moldes de fundo embutidos, moldes de fundo sem indentação e moldes de fundo com abertura ajustável têm sido amplamente utilizados em vários setores.
Tipos comuns de prensa dobradeira punção superior e matrizes inferiores para venda
1. Punção superior e matrizes inferiores padrão comuns
Punção superior padrão e matrizes inferiores são usadas para dobrar em ângulos de 90°-180°. Vantagens: versátil para chapas grossas e finas, durável e amplamente utilizado.
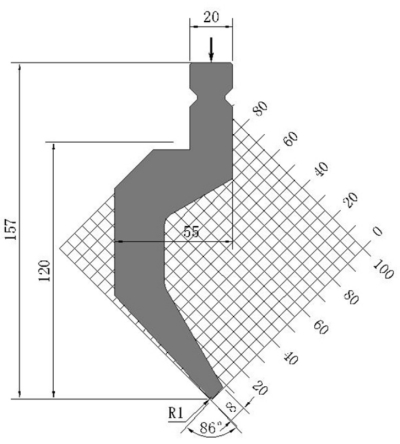
2. Punção superior de lâmina afiada
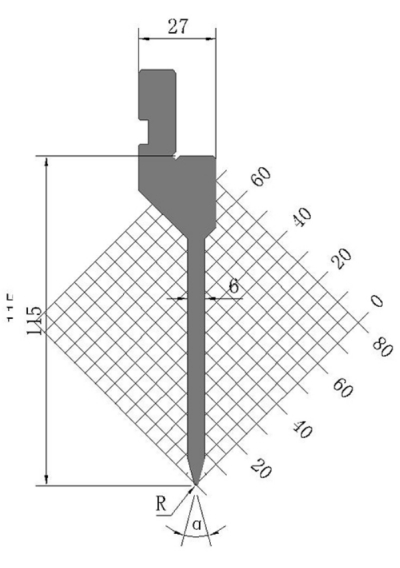
O punção superior de lâmina afiada é usado para ângulos de dobra de 20° – 180°. Vantagens: pode dobrar ângulos e tamanhos menores, com uma curva R menor após a dobra, aparência bonita e bordas nítidas.
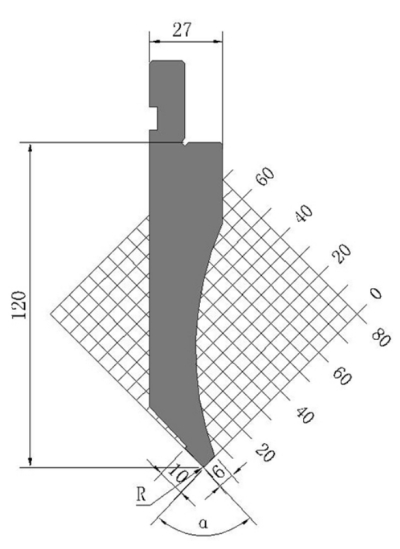
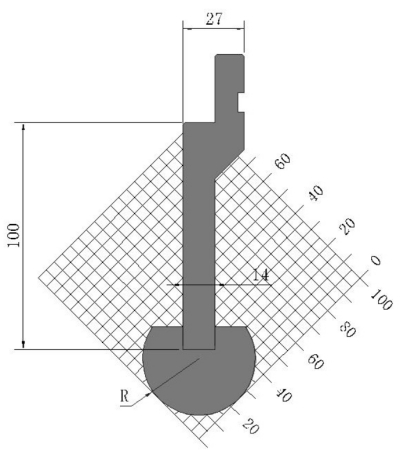
3. Punção superior com grande curvatura (punção superior com pescoço de ganso)
O punção superior do freio de prensa de pescoço de ganso é usado para ângulos de flexão de 30 ° -180 °. Vantagens: utilizado para produtos em formato de U que não podem ser completados por moldes padronizados e pontiagudos, com ampla gama de aplicações.
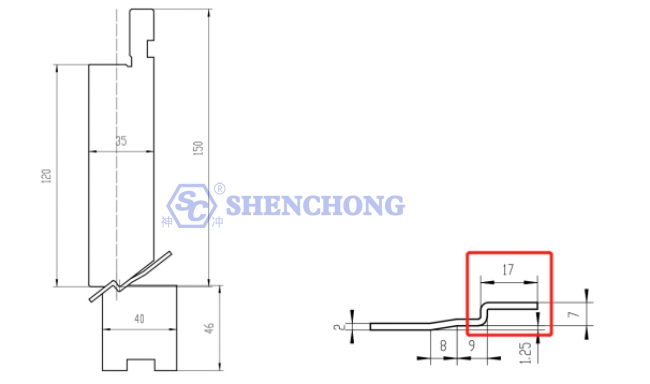
4. Ferramentas de freio para prensa de bainha
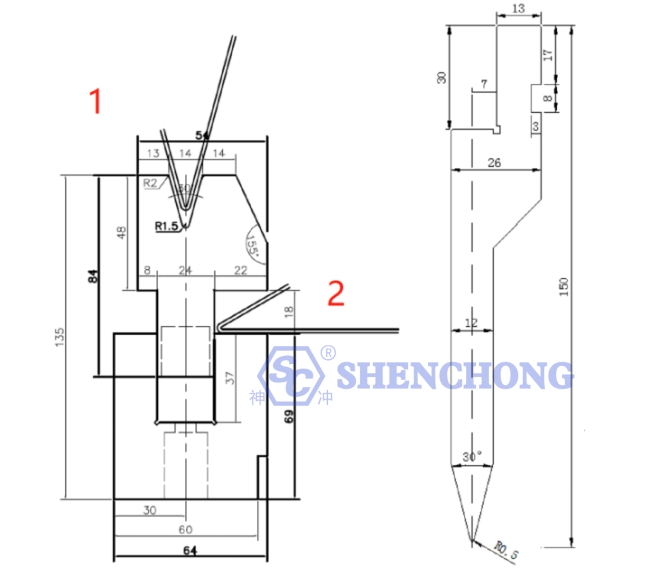
As ferramentas de dobradeira para bainha são usadas para fazer bainhas nas bordas, adequadas para combinar com matrizes pontiagudas. Primeiro, use a matriz pontiaguda para dobrar a peça em um ângulo inferior a 45 ° e, em seguida, use a matriz de achatamento para pressionar a borda morta, usada principalmente para reforçar a estrutura.
5. Ferramentas de freio de prensa “Z”
A matriz “Z” é usada principalmente para dobra única de peças em formato “Z” de pequeno porte, divididas em tipos fixos e ajustáveis.
6. Molde formador de freio de prensa
O molde de formação (incluindo molde de arco, molde de formação única de moldura de porta, formação em forma de U, molde de poste de lâmpada, etc.) é geralmente usado para dobrar produtos complexos e inclui vários ângulos e estilos de dobra. Portanto, um molde de dobra única é projetado para melhorar a precisão e a eficiência da dobra.
7. Matriz inferior do mesmo núcleo
A mesma matriz inferior do núcleo geralmente se refere ao molde inferior usado em conjunto com uma dobradeira CNC, consistindo em um porta-molde e moldes inferiores segmentados. O mesmo núcleo refere-se ao uso de qualquer ranhura que só precisa ser alterada para a ranhura especificada, sem a necessidade de centralizar novamente as posições superior e inferior do molde. A troca do molde é muito conveniente e a precisão da usinagem é alta.
8. Matriz inferior sem recuo
A estrutura do molde giratório sem indentação da placa giratória. Durante o processo de pressionar a peça de trabalho no corpo da matriz inferior pelo punção superior, devido ao contato entre a peça de trabalho e o plano giratório da placa giratória, a placa giratória gira no corpo do molde inferior e a peça de trabalho não desliza em relação a a placa giratória durante todo o processo de dobra. Ao mesmo tempo, a peça de trabalho está em contato com a placa giratória, eliminando as marcas de pressão e arranhões causados pela compressão na superfície da peça de trabalho, melhorando efetivamente a qualidade da aparência e a precisão da peça de trabalho. Além dos dois tipos de estruturas de molde sem indentação mencionados acima, que podem resolver o recuo na superfície da peça durante a dobra, o uso de almofadas de borracha anti-indentação, mangas de borracha anti-indentação de molde côncavo único em V, cola superior em forma de bloco + Forro de almofada AT, moldes côncavos de borracha dura e outros métodos também podem ser usados para resolver o recuo na superfície da peça durante a dobra, atendendo aos requisitos de qualidade do produto. No entanto, almofadas de borracha, mangas de borracha, blocos de borracha superiores e borracha dura são propensos à deformação e têm uma vida útil curta durante o processo de dobra, o que afeta a precisão dimensional da peça dobrada. Eles são adequados apenas para dobrar peças com baixos requisitos de precisão dimensional.
A matriz inferior sem indentação inclui uma matriz inferior sem indentação do tipo esfera, uma matriz inferior sem indentação de placa giratória e uma matriz inferior adesiva sem indentação superior. O principal objetivo de uma matriz inferior sem indentação é evitar arranhões, arranhões e indentações na superfície do material.
Material de ferramentas de freio de imprensa
Geralmente, as ferramentas para prensa dobradeira são feitas de T8, T10, T10A e 42CrMo, que requerem principalmente alta resistência, tenacidade e boa resistência ao desgaste. O aço para molde para trabalho a frio é selecionado Cr12MoV é um material muito bom. Seu desempenho pode atender aos requisitos e o desempenho do processo também é bom. O preço será mais alto. 42CrMo é uma liga de aço temperado e revenido de alta resistência com alta resistência e boa tenacidade. Pode funcionar abaixo de 500 graus
Ao escolher o material para as máquinas-ferramentas da prensa dobradeira, as fábricas e os usuários precisam considerar várias características: dureza, resistência ao calor e resistência ao desgaste. Geralmente escolhemos o aço carbono T8-T12 para ferramentas de prensa dobradeira, entre os quais o T10 é o mais comumente usado, com tenacidade moderada e boa resistência ao desgaste. Após o tratamento térmico, a maior dureza pode atingir 60HRC ou superior, e seu custo de produção é relativamente baixo. No entanto, possui baixa temperabilidade e resistência ao calor (250 ℃).
Se você precisar de melhores materiais de molde, escolha aço estrutural de liga de alta resistência 42CrMo. 42CrMo pertence ao aço de ultra-alta resistência, que possui alta resistência e tenacidade, boas propriedades de têmpera e alto limite de fadiga e resistência a múltiplos impactos após o tratamento de têmpera e revenido. Pode funcionar abaixo de 500 ℃. A dureza após o tratamento térmico fica em torno de 45-48HRC, o que é mais adequado.
Seleção de ferramentas para prensa dobradeira
O uso de diferentes combinações de ferramentas de prensa dobradeira pode obter diferentes alturas de combinação de moldes para processar peças diferentes. A distância entre as pontas das ferramentas de diferentes combinações de moldes não pode exceder metade do seu curso menos a largura do entalhe em V.
Ao processar peças diferentes, moldes diferentes precisam ser usados. A seleção incorreta do molde não apenas dificulta o processamento, mas também pode causar o descarte do produto. Antes de selecionar um molde, é necessário entender os parâmetros de processamento da dobradeira e do molde para evitar situações em que eles não possam combinar entre si.
Os parâmetros da máquina-ferramenta incluem: curso, capacidade de pressurização, altura de abertura e tipo de fixação rápida.
Parâmetros do ferramental da prensa dobradeira: (tipo porta-punção), tonelagem de resistência à pressão (pressão máxima de flexão).
Seleção do punção superior da prensa dobradeira
Existem três tipos de porta-punção superior.
- O punção angular superior deve ser menor que o ângulo de usinagem. Por exemplo, processando 90 graus usando um punção superior de 88 graus.
- A escolha de uma ponta R adequada geralmente usa R0,6 abaixo de 3 mm, mas se houver requisitos especiais de processamento, outros moldes R, como R0,2, podem ser usados.
- Certifique-se de que a faixa de resistência à pressão do punção superior exceda a faixa de processamento.
- Diferentes formatos de punção superior são necessários para diferentes formatos de dobra.
Seleção de matrizes inferiores da prensa dobradeira
- Certifique-se de escolher a largura V correta para a matriz inferior.
- O ângulo entre o entalhe em V do molde inferior deve ser consistente com o do molde superior, por exemplo, um molde superior de 88 graus com um molde inferior de 88 graus
- Certifique-se de que a faixa de resistência à pressão da matriz inferior exceda a faixa de processamento
- A matriz inferior inclui V simples e V duplo. Entre esses dois tipos, também existem diferentes tipos de moldes para segmentação e segmentos inteiros, que são adequados para diferentes necessidades de processamento. De modo geral, os moldes em V único têm uma gama mais ampla de aplicações de processamento do que os moldes em V duplo, e os moldes segmentados têm uma gama mais ampla de aplicações do que os moldes de segmento inteiro. No entanto, o primeiro é relativamente caro.
Seleção do suporte inferior da matriz
Selecione a base da matriz inferior de acordo com a matriz inferior selecionada e use diferentes bases da matriz inferior para matriz inferior em V simples e V duplo.
Ao selecionar o suporte inferior da matriz, também é importante observar que existem diversas alturas diferentes de suporte do molde usadas para combinar com diferentes métodos de processamento.
Introdução ao método de instalação de ferramentas para dobradeiras

Selecione Molde de Freio de Prensa
Escolher um molde de dobradeira que atenda às suas necessidades de trabalho é um pré-requisito para usar uma máquina dobradeira. Ao selecionar um molde para dobra, preste atenção aos seguintes pontos:
- Determine a faixa de pressão necessária e a espessura do material de trabalho.
- Escolha o tipo de ferramenta da prensa dobradeira com base no ângulo de curvatura e raio de curvatura necessários.
Ajustando o molde
Antes de instalar o ferramental da prensa dobradeira, precisamos primeiro ajustá-lo.
- Ajuste a força de fixação das ferramentas da prensa dobradeira para garantir um bom ajuste com a peça de trabalho.
- Ajuste o ângulo de curvatura e o raio do molde para atender aos requisitos da peça de trabalho.
Instalando Moldes
- Primeiro, insira o suporte inferior da matriz da prensa dobradeira na mesa de trabalho de acordo com o pino de posicionamento.
- Em seguida, instale o molde móvel na base do molde.
- Por fim, instale a estrutura do assento do molde superior (a posição da curva de flexão teórica) e conclua a instalação do molde.
Ao instalar o molde, devem ser tomadas precauções de segurança:
- Antes de instalar o molde, desligue a energia e espere a máquina parar.
- Durante a instalação, deve-se prestar atenção à força de suporte para garantir uma instalação estável.
- Siga rigorosamente o manual de operação para evitar a ocorrência de situações de emergência.
Usando moldes
Após a instalação das ferramentas da prensa dobradeira, um experimento de dobra é necessário para determinar se o molde e a máquina estão estáveis e se o molde atende aos requisitos da peça de trabalho.
Em resumo, a instalação correta do molde da dobradeira é a chave para garantir o funcionamento normal da máquina. Portanto, ao instalar o molde, é necessário levar a sério as etapas de ajuste e instalação para garantir a instalação correta, segurança operacional e eficiência de produção.
Uso de ferramentas de prensa dobradeira
Existem vários tipos de moldes de dobra, incluindo em forma de L, em forma de R, em forma de U, em forma de Z, etc. O molde superior é usado principalmente em diferentes ângulos, como 90 °, 88 °, 45 °, 30 °, 20° e 15°. O molde inferior possui entalhe duplo e único com diferentes larguras de entalhe de 4-18V, bem como moldes inferiores R, moldes inferiores de ângulo agudo e moldes de achatamento. Os moldes superior e inferior são divididos em segmentos e um todo: os segmentos do molde superior são geralmente 300 mm, 200 mm, 100 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm, 10 mm, e todo o molde tem 835 mm. O molde inferior é geralmente dividido em 400 mm, 200 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm e 10 mm, com um tamanho total de 835 mm.
- As ferramentas da prensa dobradeira são feitas de aço de alta qualidade através de tratamento térmico especial, que possui as características de alta dureza, baixa resistência ao desgaste e alta resistência à pressão. Porém, cada conjunto de molde tem sua resistência máxima à pressão: toneladas/metro. Portanto, na hora de utilizar o molde é importante escolher corretamente o comprimento do molde, ou seja, quanta pressão deve ser adicionada por metro, e nunca ultrapassar a pressão indicada no molde. Isto é muito importante e esperamos que todos se lembrem disso.
- Para evitar danos ao ferramental da prensa dobradeira, estipulamos que no alinhamento da origem deve ser utilizado um punção superior e uma matriz inferior com comprimento igual ou superior a 300 mm. Somente após o alinhamento da origem poderá ser utilizada a mesma altura dos moldes superior e inferior. É estritamente proibido o uso de moldes divisórios para alinhar a origem, e a pressão de origem deve ser baseada na pressão de origem da dobradeira. Não pode exceder 7 toneladas para 80T, 10 toneladas para 100T e 15 toneladas para 200T.
- Ao usar moldes de prensa dobradeira, devido às diferentes alturas de vários moldes, apenas moldes da mesma altura podem ser usados em uma única máquina, e moldes de alturas diferentes não podem ser usados.
- Ao usar moldes, os moldes superiores e inferiores apropriados devem ser selecionados com base na dureza do material de flexão, espessura e comprimento da chapa metálica. Quando o material é mais duro e espesso, um entalhe mais largo deve ser usado para a matriz inferior.
- Ao dobrar cantos vivos ou esmagar cantos, um ângulo de 30 graus deve ser selecionado, com os cantos afiados primeiro dobrados e depois as bordas esmagadas. Ao dobrar o ângulo R, os moldes superior e inferior devem ser selecionados.
- Ao dobrar peças mais longas, é melhor não usar moldes segmentados para reduzir o recuo da ferramenta.
- Ao selecionar um molde superior, devemos compreender os parâmetros de todos os moldes e decidir qual molde superior usar com base no formato do produto a ser formado.
- Após a máquina ter alinhado a origem, os moldes superior e inferior devem ser travados para evitar que caiam, causando ferimentos às pessoas ou ao molde. Durante a operação, tome cuidado para não aplicar muita pressão de uma só vez e preste atenção às alterações nos dados exibidos na tela.
- Depois de usar o ferramental da dobradeira, ele deve ser imediatamente colocado de volta no suporte do molde e colocado de acordo com a etiqueta. A poeira no molde deve ser limpa regularmente e revestida com óleo à prova de ferrugem para evitar ferrugem e reduzir a precisão do molde.
Conclusão
Nos últimos anos, a indústria manufatureira da China desenvolveu-se rapidamente, o que significa um enorme mercado para a indústria de máquinas-ferramentas para prensas CNC na China. Neste contexto, o baixo nível dos custos de produção na China é também um facto reconhecido. De acordo com os dados, a diferença de preço entre as ferramentas para dobradeiras na China e nos países desenvolvidos da Europa e da América é de cerca de 3 a 5 vezes. Os clientes podem comprar punções superiores e matrizes inferiores mais baratas da China.




