
Índice
A máquina dobradeira CNC é um equipamento mecânico de alta precisão usado para dobrar, formar e outras operações de processamento em chapas metálicas. Sua operação requer certas habilidades e experiência. Esta máquina pode parecer complexa e poderosa, mas na verdade, desde que você domine os métodos operacionais corretos, poderá controlá-la facilmente. Este artigo tem como objetivo fornecer um guia abrangente de operação da prensa dobradeira CNC, ajudando você a começar rapidamente e melhorar a eficiência do trabalho.
Introdução geral à operação da prensa dobradeira CNC
Prensa dobradeira CNC O método de operação inclui principalmente as seguintes etapas.
- Preparação para inicialização: Antes de iniciar a operação, primeiro esclareça o objetivo da dobra, incluindo a espessura, o material e o ângulo de dobra da chapa que precisa ser dobrada. Essas informações determinarão como você define os parâmetros do freio de flexão CNC. Verifique o desempenho do equipamento, o programa e as configurações do molde da máquina para garantir que ela esteja em boas condições. Ligue a fonte de alimentação principal da máquina-ferramenta, ative o motor hidráulico e execute a operação de zeramento da máquina-ferramenta.
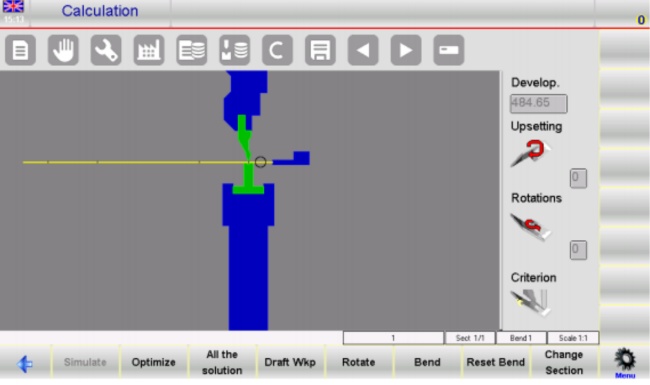
- Configuração e programação do molde: Selecione os moldes superiores e inferiores apropriados com base no comprimento, espessura da placa e manômetro de dobra da peça de trabalho e certifique-se de que a pressão de dobra seja menor que a resistência à pressão do molde. Programar no painel LCD controlado pelo CNC, considerando modo de programação direta ou modo de programação angular, para evitar interferência entre a peça, os moldes superior e inferior e o medidor. Certifique-se de garantir configurações precisas dos parâmetros para evitar afetar o efeito de flexão.
- Ajuste e preparação: Ajuste o curso da prensa dobradeira hidráulica para garantir que haja uma folga na espessura da placa quando o molde superior desce para o fundo, evitando danos ao molde e à máquina. Escolha a largura apropriada da ranhura e ajuste o material de bloqueio após o ajuste.
- Comece a dobrar: Pressione o pedal para começar a dobrar, que pode ser liberado a qualquer momento, e a dobradeira irá parar. Continue pressionando o interruptor para dobrar quando necessário.
- Programação e execução: Use o sistema de controle para escrever programas de dobra, parâmetros de entrada como ângulo de dobra e posição inicial. Carregue o programa escrito no sistema de controle da prensa dobradeira CNC, selecione o modo automático para executar e a máquina concluirá automaticamente a operação de dobra de acordo com os parâmetros e etapas definidos.
- Verifique e conclua o trabalho: Após concluir a dobra, verifique se o tamanho, ângulo e formato da peça atendem aos requisitos. Faça os ajustes e ajustes necessários para garantir a qualidade da peça de trabalho. Limpe a área de trabalho, registre parâmetros operacionais e programas.
Seguindo os passos acima, o hidráulico flexão freio máquina pode ser operado com eficácia para dobrar várias chapas de metal.
Precauções de operação
Durante a operação da prensa dobradeira CNC, os operadores precisam estar atentos à segurança e evitar acidentes.
Ao realizar operações de flexão, deve-se prestar atenção ao controle da força e velocidade de flexão para evitar problemas como quebra e deformação.
Ao ajustar o molde, deve-se prestar atenção para garantir o paralelismo e a folga entre os moldes superior e inferior para garantir a qualidade e precisão da dobra.
Durante a operação, é importante observar o estado de funcionamento da máquina e a flexão da placa, e fazer ajustes e controles em tempo hábil.
Após a conclusão da operação, deverão ser realizados trabalhos de limpeza e manutenção para garantir o funcionamento normal da máquina.
Manutenção da máquina dobradeira
Antes de realizar a manutenção ou limpeza da máquina, o punção superior deve ser alinhado com as matrizes inferiores e a máquina deve ser abaixada e desligada até a conclusão do trabalho. Se a inicialização ou outras operações forem necessárias, o modo deverá ser selecionado como manual e a segurança deverá ser garantida. O conteúdo da manutenção é o seguinte:
Circuito de Óleo Hidráulico
- Verifique semanalmente o nível de óleo no tanque de combustível e verifique-o também após a manutenção do sistema hidráulico. Se o nível do óleo estiver abaixo da janela de óleo, adicione óleo hidráulico.
- O óleo hidráulico utilizado nesta máquina é ISO HM46 ou MOBIL DTE25.
- A nova máquina deve ter seu óleo trocado após 2.000 horas de operação e, a partir de então, a cada 4.000-6.000 horas de operação. Após cada troca de óleo, o tanque de óleo deve ser limpo.
- A temperatura do óleo do sistema deve estar entre 35 ℃ e 60 ℃ e não deve exceder 70 ℃. Se for muito alto, poderá causar deterioração e danos à qualidade do óleo e aos acessórios.
Filtro
- O filtro deve ser substituído ou completamente limpo sempre que o óleo for trocado.
- Se a máquina-ferramenta apresentar alarmes relacionados ou outras anormalidades no filtro, como baixa qualidade do óleo, ela deverá ser substituída.
- O filtro de ar do tanque de combustível deve ser inspecionado e limpo a cada 3 meses, de preferência substituído todos os anos.
Componentes Hidráulicos
- Limpe os componentes hidráulicos (substratos, válvulas, motores, bombas, tubulações de óleo, etc.) mensalmente para evitar a entrada de sujeira no sistema e evite o uso de agentes de limpeza.
- Depois de usar a nova prensa dobradeira por um mês, verifique se há alguma deformação nas partes dobradas dos tubos de óleo. Se houver alguma anormalidade, eles deverão ser substituídos. Após dois meses de uso, aperte todas as conexões dos acessórios e desligue a máquina ao realizar este trabalho.
Seleção e depuração de ferramentas dobradeiras
Soco Superior
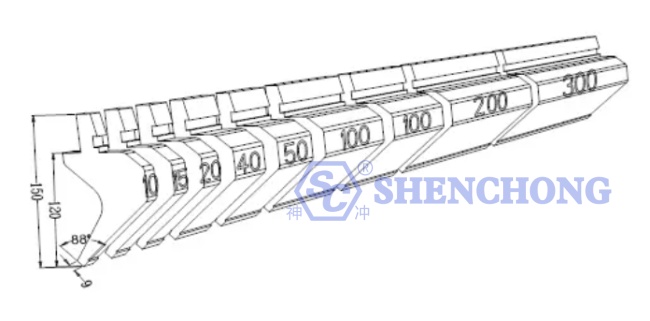
O punção superior da prensa dobradeira, também conhecido como faca dobrável, é dividido em dois tipos: integral e segmentado. O comprimento do molde superior integral é 415 mm e 835 mm, respectivamente.
Comprimento da divisão: 10, 15, 20, 40, 50, 100 (orelha esquerda), 100 (orelha direita), 200, 300 (mm). O módulo de segmentação pode ser usado para combinar comprimentos de dobra de diferentes comprimentos. O molde superior é dividido em quatro tipos: punção superior reto, punção superior curvado, punção superior curvado e punção superior especial.
Tipos e características de processamento de punção superior reto
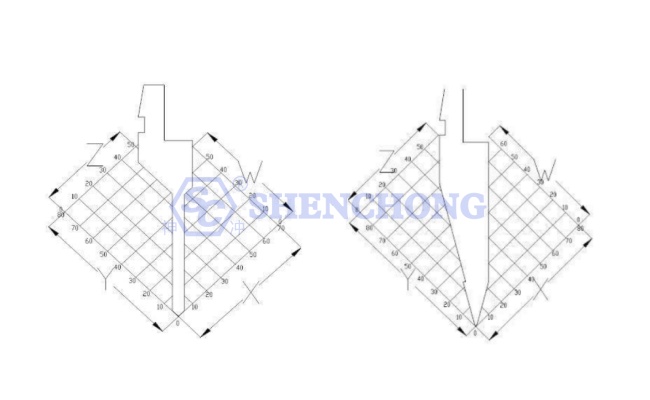
O punção superior reto é adequado para dobrar produtos simétricos, tanto a direção frontal quanto a traseira podem ser evitadas e a espessura da ferramenta é de 6 mm, portanto a abertura de dobra pode ser tão pequena quanto 6 mm.
Análise da ferramenta: A partir do diagrama de simulação de flexão da ferramenta, pode-se observar que a ferramenta pode ser evitada nas posições frontal e traseira, mas o comprimento de Z e W é menor que o de X e Y. O ângulo da ponta da ferramenta deste O tipo de ferramenta é 88 graus e o ângulo R da ponta da ferramenta é 0,2. Além disso, ferramentas com ângulo de ponta de ferramenta de 30 graus e 45 graus são comumente usadas. O ângulo da aresta de corte é de 30 graus e o ângulo R da aresta de corte é de 0,67, portanto, pode ser dobrado em um ângulo de 30 graus a 180 graus. Ao usar o pequeno ângulo da ponta da ferramenta, pode evitar o surgimento de furos ou porcas. Além disso, também pode ser usado como molde de inserção profunda, podendo a ferramenta ser evitada nas posições frontal e traseira.
Tipos e características de processamento de punção superior curvo
Análise da ferramenta: A ferramenta utiliza principalmente a evitação na direção W durante o processo de dobra. Quando X>15MM, seu efeito de evitação torna-se cada vez pior. Ele só atende às condições de flexão quando Y>30, caso contrário atingirá a parte traseira da ferramenta. Este tipo de ferramenta é comumente conhecido como punção superior curvada pequena. Quando X>25MM, seu efeito de evitação torna-se cada vez pior. Quando Y>75, a condição de flexão é atendida, caso contrário, atingirá a parte de trás do punção superior. Este tipo de ferramenta é comumente conhecido como punção superior curvado grande.
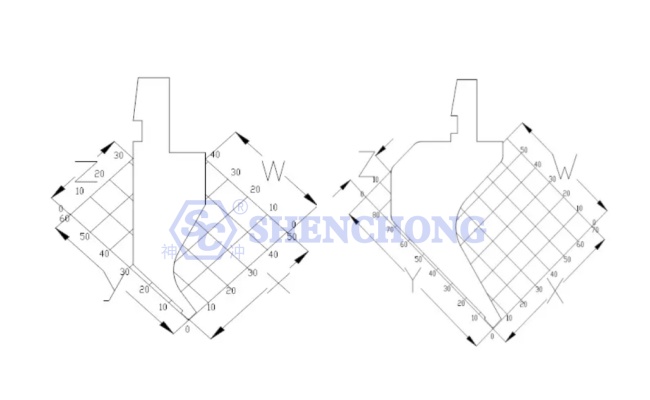
Tipos e características de processamento do punção superior de arco circular
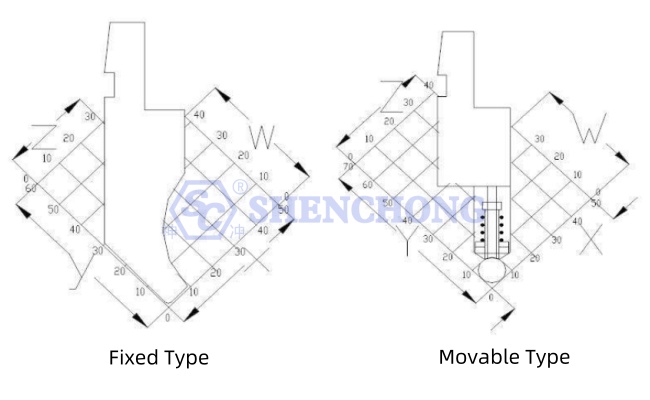
Análise de ferramentas: Os punções superiores do arco são divididos em tipos fixos e móveis. O punção superior do arco atende às condições de processamento de diferentes curvas de arco, substituindo a haste redonda. O punção superior de arco fixo tem o mesmo efeito de evitação que pequenas ferramentas de dobra quando o tamanho X é maior que 10MM. Os critérios de seleção comuns para a ranhura em V do molde inferior são o diâmetro do arco mais duas espessuras de placa.
Tipos e características de processamento de punção superior especial
O especial punção superior para prensa dobradeira incluem moldes de diferença de estágio, moldes de achatamento e alguns moldes de dobra de formato especial.
R: Existem dois tipos de moldes diferenciais existentes: 415mm e 835mm. As especificações de tamanho da forma divisória são consistentes com as da ferramenta de corte, e a forma dobrada é mostrada no diagrama de conformação. Porém, quando a espessura da chapa é espessa, como T = 2,0, considerando o recuo severo e as limitações do próprio molde, será difícil de formar.
B: O molde superior do molde de achatamento é um molde plano, e o molde inferior pode ser substituído por um molde inferior de dobra regular, mas deve evitar a ranhura em V. É usado principalmente para achatamento de bordas mortas, rebitagem de porcas e outros métodos de processamento.
Molde inferior do freio de prensa
A matriz inferior da prensa dobradeira inclui dobrar o molde inferior, inserir o molde inferior profundo, etc.
A seleção da matriz inferior para a prensa dobradeira é baseada principalmente na espessura do produto processado. Quando for necessário selecionar entalhes em V grandes ou pequenos para processamento devido a limitações de processamento, o coeficiente de flexão precisa ser ajustado de acordo. Análise de molde: Os tipos de entalhes em V incluem principalmente 4V, 6V, 7V, 8V, 10V, 12,16V, 25V e algumas ferramentas especiais de dobra de entalhes em V grandes.
Princípios básicos de organização do processo de dobra
- Dobrando de dentro para fora.
- Dobre de pequeno para grande.
- Primeiro dobre a forma geral e depois dobre a forma complexa.
- O princípio é que a flexão do processo anterior não afeta o processo subsequente.
Método de controle para tamanho de dobra
- Para evitar erros cumulativos, meça o tamanho desdobrado de cada dobra durante o processamento.
- Evite apoiar-se em bordas dobradas e evitar inclinar-se em ângulos grandes.
- O produto deve ser posicionado com a borda dobrada e o ângulo de dobra anterior deve ser um pouco menor que 90 graus.
- Determine a precisão das ferramentas de medição antes do processamento.
- Realize a inspeção inicial antes do processamento formal e realize inspeções regulares durante o processamento.
- Selecione a máquina apropriada de acordo com os requisitos de precisão do produto processado.
- Evite escolher ferramentas que não sejam concêntricas e confirme se a ponta superior da ferramenta do molde está na mesma linha reta antes do processamento.
- Escolher bons métodos de processamento e organizar técnicas para simplificar a dificuldade de processamento.
- Posicionamento preciso, qualquer posicionamento anormal precisa ser detectado imediatamente.
Atualmente, o controlador da prensa dobradeira CNC pode otimizar automaticamente as etapas de dobra para os usuários, o que significa que os operadores não precisam projetar manualmente as etapas de dobra usando a prensa dobradeira hidráulica CNC.
Conclusão
Saber mais sobre a operação da prensa dobradeira CNC ajuda os operadores a melhorar os resultados de dobra e manter melhor a máquina. Máquinas SC é um dos mais famosos fabricantes de dobradeiras hidráulicas na China. Para obter mais informações sobre prensa dobradeira, não hesite em entrar em contato conosco.




