introduzione
Sommario
La piegatura della lamiera è un processo di produzione fondamentale utilizzato per modellare le piastre metalliche nell'angolazione e nella forma desiderate. Svolge un ruolo importante in settori quali l'automotive, l'aerospaziale, l'edilizia e l'elettronica. Ma perché la piegatura delle piastre in lamiera spesso non riesce a mantenere la sua forma? La risposta sta in un fenomeno chiamato ritorno elastico. Una delle principali sfide incontrate durante il processo di piegatura è il ritorno elastico. Ciò si verifica quando il metallo torna parzialmente alla sua forma originale dopo la piegatura, che è influenzata da fattori quali le proprietà del materiale, il raggio di curvatura e la forza applicata. Il ritorno elastico nella piegatura della lamiera può causare prodotti finali imprecisi. In questo articolo, esploreremo le ragioni del ritorno elastico nella piegatura della lamiera, l'impatto del ritorno elastico sulla precisione e strategie efficaci per ridurre al minimo il ritorno elastico. La comprensione di questi concetti può migliorare notevolmente la precisione e la qualità dei lavori di lavorazione dei metalli.
Cos'è il ritorno elastico nella piegatura della lamiera?
Quando una piastra metallica non riesce a mantenere l'angolo o la curvatura precisi previsti dopo la piegatura, si verifica un ritorno elastico. Quando si applica una forza per piegare una piastra metallica, questa subisce una deformazione elastica e plastica. La deformazione plastica è permanente, mentre la deformazione elastica è temporanea e si riprenderà una volta eliminata la forza esterna. Il recupero di questa deformazione elastica fa sì che la lamiera ritorni parzialmente alla sua posizione originale, con conseguente ritorno elastico.
Principio fisico
Il principio alla base del ritorno elastico risiede nelle sollecitazioni interne generate durante la piegatura. Quando il foglio viene piegato, la superficie esterna della piega viene allungata (sollecitazione di trazione), mentre la superficie interna viene compressa (sollecitazione di compressione). Una volta rimossa la forza di piegatura, la componente elastica di queste sollecitazioni tenta di riportare il materiale al suo stato non deformato. Il grado di ritorno elastico dipende dall'equilibrio tra deformazione elastica e plastica all'interno del materiale.
Fattori che influenzano il ritorno elastico
Diversi fattori influenzano la quantità di ritorno elastico che si verifica in piegatura della lamieraLa comprensione di questi fattori può aiutare a prevedere e controllare il ritorno elastico durante il processo di progettazione e produzione.
1. Proprietà del materiale
- Resistenza allo snervamento: I metalli con un limite di snervamento più elevato sono più inclini al ritorno elastico perché resistono alla deformazione permanente e hanno una maggiore tendenza a tornare alla loro forma originale. Gli acciai ad alta resistenza e le leghe di alluminio spesso presentano un ritorno elastico più significativo rispetto all'acciaio a basso tenore di carbonio.
- Modulo elastico: Il modulo elastico di un materiale, o rigidità, definisce la sua capacità di tornare alla sua forma originale dopo essere stato deformato. I metalli con un modulo elastico più elevato, come l'acciaio, mostrano un ritorno elastico maggiore rispetto a materiali più morbidi come l'alluminio o il rame.
La dimensione dell'angolo di ritorno elastico è direttamente proporzionale al limite di snervamento αa del materiale e inversamente proporzionale al modulo elastico (E). Vale a dire, maggiore è il limite di snervamento del materiale, minore è il modulo elastico e minore è il ritorno elastico nella lamiera. Al contrario, maggiore è il ritorno elastico.
Per pezzi piegati che richiedono elevata precisione, per ridurre al minimo il ritorno elastico, è opportuno scegliere acciaio a basso tenore di carbonio anziché materiali quali acciaio ad alto tenore di carbonio o acciaio inossidabile.
2. Spessore del foglio
I fogli più spessi tendono a subire meno ritorno elastico rispetto a quelli più sottili. Questo perché i fogli più spessi subiscono una maggiore deformazione plastica durante la piegatura, il che riduce l'effetto del recupero elastico. Al contrario, i fogli più sottili sono più flessibili ed elastici, il che determina un ritorno elastico più pronunciato.
3. Raggio di curvatura
Il rapporto tra lo spessore della lamiera e il raggio di curvatura ha un impatto significativo sul ritorno elastico. Quando il raggio di curvatura è grande rispetto allo spessore della lamiera, si verifica una maggiore deformazione elastica, che porta a un maggiore ritorno elastico. Un raggio di curvatura più piccolo determina una maggiore deformazione plastica e riduce il ritorno elastico.
Questo è un concetto importante. Quando le proprietà del materiale lo consentono, il raccordo delle parti piegate in lamiera dovrebbe scegliere il raggio di curvatura più piccolo possibile per migliorare la precisione della lavorazione. È particolarmente degno di nota che le parti con ampi raggi di curvatura pongono alcune sfide nel controllo della precisione e della qualità della lavorazione.
4. Angolo di piegatura
Maggiore è l'angolo di piegatura, più significativo è il ritorno elastico nell'effetto di piegatura della lamiera. Ad esempio, quando si piega una lamiera a un angolo ampio (come 90 gradi o più), il materiale subisce più stress, il che aumenta la probabilità di ritorno elastico una volta rimossa la forza di piegatura.
Al contrario, un angolo del centro di piegatura più piccolo comporta un'area di deformazione più piccola, con conseguente minore quantità cumulativa di deformazione elastica e quindi un minore ritorno elastico totale nella piegatura della lamiera.
5. Metodo di piegatura
Diversi metodi di piegatura, come la piegatura ad aria e il bottoming, influenzano il grado di ritorno elastico. Nella piegatura ad aria, il foglio è supportato solo parzialmente, il che porta a un recupero più elastico, mentre nel bottoming (in cui il foglio è completamente premuto nella matrice), il metallo è vincolato più strettamente, riducendo il ritorno elastico.
6. Influenza della forza di flessione F
Dato un certo raggio di curvatura, angolo centrale e spessore del materiale, una forza di curvatura F maggiore si tradurrà in un ritorno elastico minore, mentre una forza di curvatura minore si tradurrà in un ritorno elastico maggiore nella piegatura della lamiera.
Calcola la valvola di ritorno elastico nella piegatura della lamiera
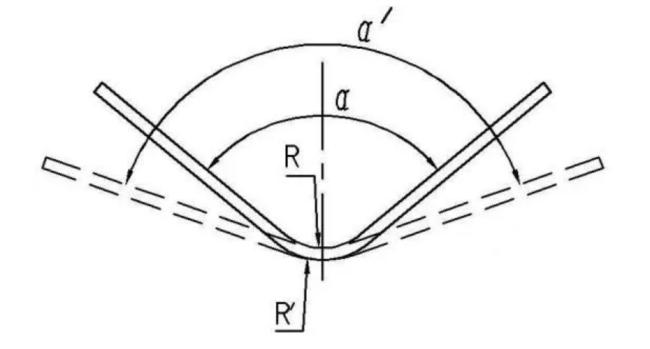
Il calcolo del ritorno elastico nella piegatura della lamiera comporta la determinazione della differenza tra l'angolo di piegatura iniziale e l'angolo dopo che il materiale recupera parte della sua forma originale grazie al recupero elastico. Ecco un processo passo dopo passo per stimare e calcolare il ritorno elastico.
Parametri chiave
L'entità del ritorno elastico dipende da diversi fattori, quali le proprietà del materiale, lo spessore, il raggio di curvatura e il metodo di piegatura.
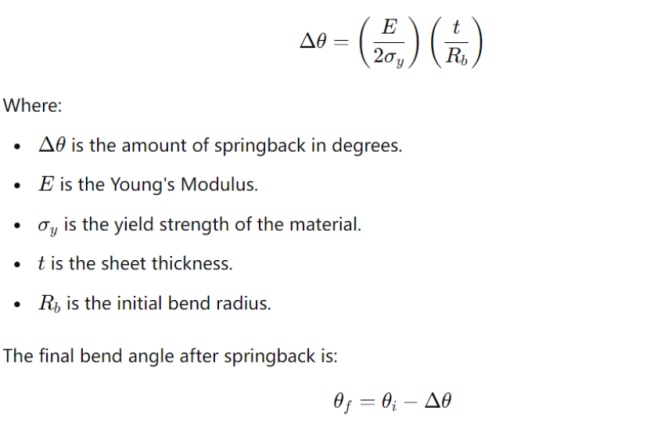
- Modulo di Young (E):Si tratta del modulo di elasticità del materiale, che ne misura la rigidità.
- Limite di snervamento (σ_y):Questo è lo stress a cui il materiale inizia a deformarsi plasticamente.
- Raggio di curvatura iniziale (R_b):Raggio della curvatura formata dal punzone prima del ritorno elastico.
- Spessore del foglio (t):Lo spessore della lamiera.
- Angolo di piegatura finale (θ):L'angolo dopo il ritorno elastico.
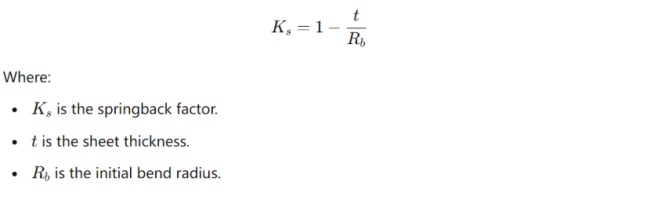
Fattore di ritorno elastico (Ks)
Uno dei modi più semplici per calcolare il ritorno elastico è utilizzare il fattore di ritorno elastico Ks, che è il rapporto tra l'angolo di piega finale dopo il ritorno elastico e l'angolo di piega iniziale prima del ritorno elastico. Può essere stimato utilizzando la seguente equazione:
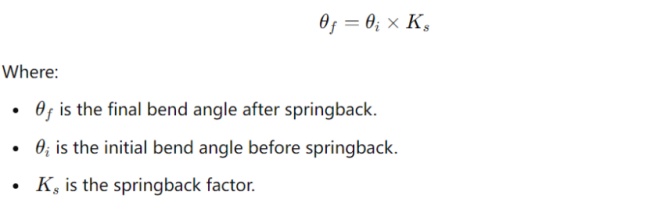
Calcolo dell'angolo di ritorno elastico
L'angolo di ritorno elastico può essere calcolato moltiplicando l'angolo di piegatura iniziale per il fattore di ritorno elastico:
Stima del ritorno elastico in base alle proprietà del materiale
Per un approccio più dettagliato, soprattutto quando si utilizzano materiali ad alta resistenza, il ritorno elastico può essere calcolato utilizzando la seguente formula:
Esempio di calcolo
Supponiamo che tu abbia i seguenti dati:
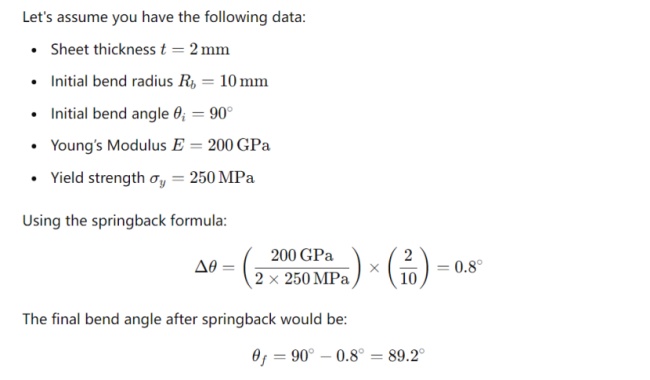
Quindi, dopo il ritorno elastico, l'angolo di piegatura sarà di circa 89,2∘89,2^\circ89,2∘, indicando una piccola quantità di recupero. La regolazione dell'angolo di piegatura durante il processo compensa questo.
Soluzioni per attenuare il ritorno elastico
Sebbene il ritorno elastico nella piegatura della lamiera non possa essere completamente eliminato, è possibile impiegare diverse strategie per controllarne e ridurne al minimo gli effetti durante il processo di piegatura.
Applicazioni e importanza del controllo del ritorno elastico
Il controllo del ritorno elastico è essenziale nei settori in cui la precisione è critica, come quello automobilistico e aerospaziale. Componenti come pannelli di carrozzeria, rivestimenti di aeromobili e telai strutturali devono rispettare tolleranze strette. Un ritorno elastico eccessivo può portare a costose rilavorazioni, spreco di materiali o persino compromissione dell'integrità strutturale.
Nella produzione di massa, la riduzione al minimo del ritorno elastico aiuta a mantenere una qualità costante su grandi lotti, riducendo i costi dei materiali e migliorando l'efficienza. Un controllo accurato del ritorno elastico consente inoltre ai produttori di utilizzare materiali ad alta resistenza senza compromettere la qualità del prodotto.
Migliorare la progettazione delle parti piegate
- Migliorare la progettazione strutturale della parte di piegatura può ridurre l'angolo di ritorno elastico senza comprometterne la funzionalità. Ad esempio, sopprimere le nervature di rinforzo nell'area curva o utilizzare bordi formati può aumentare la rigidità e la deformazione plastica della parte curva, riducendo così il ritorno elastico.
- L'utilizzo di materiali con elevato modulo elastico, basso limite di snervamento, bassa durezza e buona plasticità può ridurre il rimbalzo e facilitarne il controllo, soddisfacendo al contempo i requisiti di utilizzo.
Migliorare le misure di processo
1. Piegamento eccessivo
La sovrapiegatura consiste nel piegare la lamiera leggermente oltre l'angolo desiderato per compensare il ritorno elastico. Questa tecnica richiede esperienza e calcoli precisi per determinare la quantità corretta di sovrapiegatura necessaria per diversi materiali e spessori.
2. Regolazione della forza di flessione
Aumentare la forza di piegatura o applicare un'operazione di piegatura secondaria può aiutare ad aumentare la deformazione plastica nel materiale. Ciò riduce il recupero elastico e riduce al minimo il ritorno elastico. Questa tecnica è particolarmente efficace nel ridurre il ritorno elastico per materiali ad alta resistenza.
3. Utilizzo di un raggio di curvatura più piccolo
Progettando un raggio di curvatura più piccolo, il materiale subisce una maggiore deformazione plastica, che riduce il recupero elastico responsabile del ritorno elastico. Tuttavia, bisogna fare attenzione a non creare un raggio troppo piccolo, che può causare crepe o danni al materiale.
4. Selezione e trattamento dei materiali
La scelta di materiali con un limite di snervamento inferiore o l'uso di trattamenti termici per ridurre la durezza del materiale può ridurre il ritorno elastico. Ad esempio, la ricottura può essere utilizzata per ammorbidire i metalli, rendendoli più duttili e meno inclini al ritorno elastico.
5. Simulazione dell'analisi degli elementi finiti (FEA)
Strumenti software moderni, come Finite Element Analysis (FEA), consentono ai produttori di simulare il processo di piegatura e prevedere il grado di ritorno elastico prima di piegare fisicamente la lamiera. Queste simulazioni aiutano gli ingegneri a regolare i parametri di piegatura per garantire risultati accurati, riducendo tentativi ed errori nella fase di produzione.
Regolazione del gioco degli stampi di piegatura
Ridurre lo spazio tra gli stampi aiuta a minimizzare il ritorno elastico. Quando lo spazio tra le superfici curve dello stampo è inferiore allo spessore del materiale, il rimbalzo può essere notevolmente ridotto, portando persino a un leggero rimbalzo negativo. Uno spazio troppo piccolo può portare all'assottigliamento del materiale, a graffi superficiali sul pezzo in lavorazione e a una riduzione della durata dello stampo. Quando lo spessore della lastra devia negativamente, anche lo spazio eccessivo formato tra il punzone e lo stampo può causare un rimbalzo. La soluzione è progettare stampi di piegatura con spazio regolabile.
Migliorare la progettazione degli stampi di piegatura
Sulla base di valori di rimbalzo stimati o sperimentali, possiamo compensare (o dedurre) all'interno dell'intervallo di forma e dimensione delle parti in lavorazione dello stampo per fare in modo che le parti piegate soddisfino i requisiti di forma e dimensione del disegno del prodotto.
1) L'angolo di rimbalzo di flessione di materiali morbidi come ottone morbido 0215, 0235, 08, 10, 20 e H2 è inferiore a 5 °. Quando la deviazione dello spessore del materiale è piccola, è possibile progettare una pendenza (angolo di compensazione del rimbalzo) sul punzone o sullo stampo. Lo spazio tra il punzone e lo stampo è uguale allo spessore minimo del materiale e persino uno spazio negativo può essere utilizzato per superare il rimbalzo.
2) Per materiali morbidi come ottone morbido Q215, Q235, 08, 10, 20 e H62, quando lo spessore del materiale supera 0,8 mm e il raggio di curvatura è ampio, la parte di lavoro del punzone può essere progettata con sporgenze locali. Ciò concentra la pressione di lavoro del punzone sugli angoli curvi.
Aumentando la sollecitazione in corrispondenza della piega, abbiamo potenziato la componente di deformazione plastica nella zona di deformazione, migliorato la distribuzione della sollecitazione, riducendo così la deformazione elastica e minimizzando il più possibile il rimbalzo.
3) Per materiali duri come Q275, 45, 50, H62, quando il raggio di curvatura r>t, è possibile progettare un angolo di compensazione del rimbalzo sullo stampo o sul punzone in base a valori di rimbalzo pre-stimati o ottenuti sperimentalmente per eliminare il rimbalzo.
In alternativa, la parte superiore dello stampo può essere progettata come una superficie a forma di arco (per la piegatura a U), con conseguente piegatura inversa locale nella parte inferiore. Vale a dire, quando la parte viene rimossa dallo stampo, il rimbalzo della curva inversa causerà un rimbalzo negativo su entrambi i lati, compensando il rimbalzo positivo delle pareti laterali.
4) Per la piegatura a Z, i due angoli di piegatura della piegatura a Z possono avere valori di rimbalzo diversi, il che può causare la non parallelità delle superfici superiore e inferiore delle parti a Z. Per evitare questo fenomeno, il punzone e lo stampo devono essere inclinati verso l'esterno con un angolo di Δ φ. Per le piastre laminate a freddo con uno spessore inferiore a 1 mm, l'angolo di inclinazione è generalmente considerato pari a 2 °~3 °.
5) Per materiali più morbidi, è possibile utilizzare stampi in gomma anziché stampi rigidi, come mostrato nella Figura 1-10. Poiché la gomma può trasmettere la pressione in varie direzioni come un liquido in un contenitore rigido, il processo di piegatura subisce modifiche vantaggiose rispetto all'utilizzo di stampi rigidi.
La tavola è completamente supportata dalla gomma, con un supporto più forte al centro che ai lati. Pertanto, quando le due pareti dritte della tavola si piegano attorno agli angoli arrotondati del punzone, aderiscono completamente alla superficie del punzone e le pareti dritte sono meno inclini a piegarsi eccessivamente, riducendo il rimbalzo.
Se si utilizzano elastomeri di gomma ad alta durezza, l'effetto è ancora migliore. Oltre all'elevata precisione, l'uso di stampi in gomma non lascia graffi sulla superficie delle parti piegate e la versatilità degli stampi in gomma ed elastomero di gomma è molto buona.
Conclusione
Il ritorno elastico è una sfida intrinseca nella piegatura della lamiera, guidata dal recupero elastico del materiale dopo la deformazione plastica. Fattori quali proprietà del materiale, spessore della lamiera, raggio di piegatura e metodo di piegatura influenzano tutti il grado di ritorno elastico. Tuttavia, impiegando strategie quali la piegatura eccessiva, la regolazione delle forze di piegatura e l'utilizzo di strumenti di simulazione, i produttori possono controllare efficacemente il ritorno elastico e produrre parti di alta qualità e formate con precisione. Poiché la domanda di componenti leggeri, resistenti e precisi continua a crescere in settori come quello automobilistico e aerospaziale, padroneggiare la gestione del ritorno elastico rimarrà un aspetto critico della fabbricazione della lamiera.
Macchinari SC è un professionista Pressa piegatrice CNC e fabbrica di macchine per presse punzonatrici, e forniamo soluzioni di piegatura per i clienti da oltre 25 anni. Non esitate a contattarci se avete bisogno di macchine piegatrici.




