Sommario
L'attrezzatura della pressa piegatrice è uno stampo utilizzato da idraulico premi il freno macchina per modellare e lavorare materiali in fogli. Questo strumento è composto da varie parti e diversi stampi sono costituiti da parti diverse. Ottiene principalmente l'elaborazione della forma dell'oggetto modificando lo stato fisico del materiale formato. Uno strumento utilizzato per trasformare un pezzo grezzo in un pezzo con una forma e dimensione specifiche sotto la pressione di un freno di piegatura.
Il materiale, lo spessore, le dimensioni di lunghezza e larghezza della lamiera, nonché le diverse forme e angoli progettati, richiedono l'utilizzo di diverse attrezzature per la piegatura della pressa piegatrice. In generale, la piegatura richiede l'uso di punzoni superiori e matrici inferiori della pressa piegatrice con altezze, forme e dimensioni di larghezza a V diverse e, a maggior ragione, sono necessari stampi speciali con forme speciali. Questo articolo presenta i diversi tipi di utensili per pressa piegatrice e insegna agli utenti come selezionare, utilizzare e mantenere il punzone superiore e le matrici inferiori della pressa piegatrice.
Introduzione generale agli utensili per presse piegatrici
Struttura degli stampi per presse piegatrici
Lo stampo della pressa piegatrice può essere suddiviso in due categorie in termini di struttura: punzone superiore della pressa piegatrice e stampi inferiori della pressa piegatrice. Nelle operazioni di piegatura, la stragrande maggioranza del punzone superiore è lo stampo attivo e la matrice inferiore è lo stampo passivo. Se la matrice inferiore è fissa e non spostata, il punzone superiore viene spostato con la forza. In generale, ad eccezione dei set speciali di utensili per pressa piegatrice, uno stampo inferiore della pressa piegatrice può corrispondere a più punzoni superiori e gli operatori possono scegliere in base alle esigenze di progettazione del prodotto.
Tipi di utensili per presse piegatrici
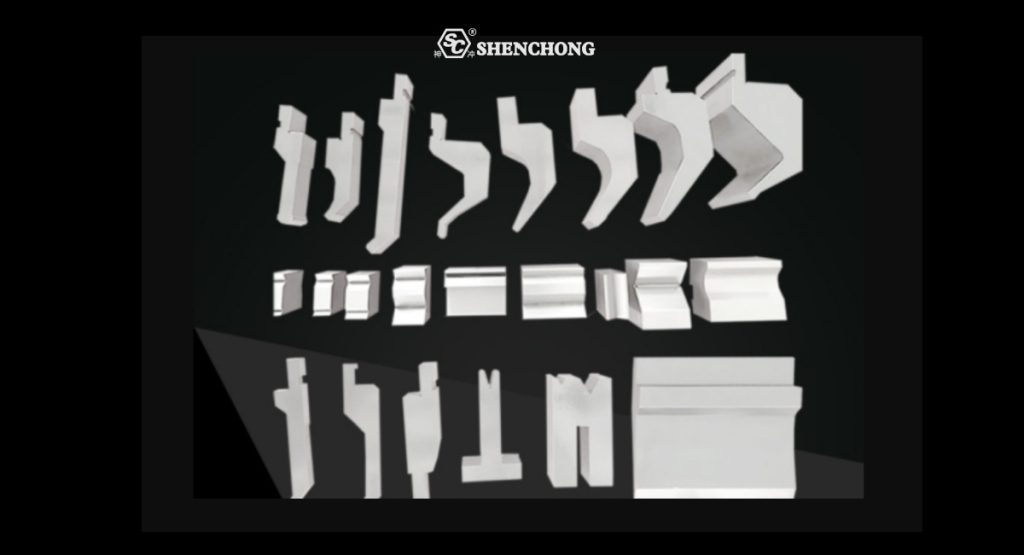
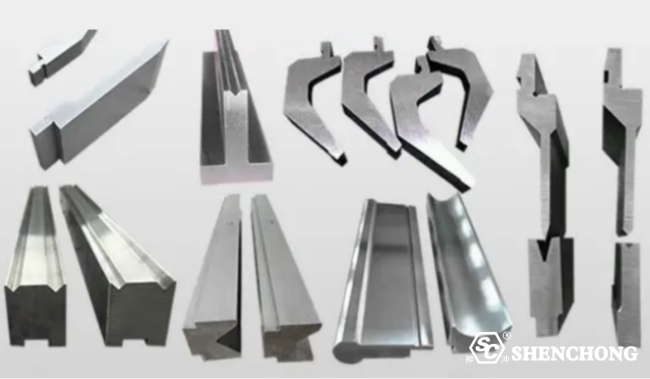
Esistono vari tipi di stampi per presse piegatrici, inclusi stampi a V, stampi a U, stampi poligonali, stampi semicircolari, ecc. Ogni tipo di stampo è adatto a esigenze di lavorazione e tipi di materiali specifici. Ad esempio, gli stampi a V e a U sono comunemente utilizzati per piegare lamiere, mentre gli stampi poligonali e semicircolari sono adatti per piegare forme e angoli specifici. La forma e le dimensioni specifiche di questi stampi vengono selezionate in base ai requisiti di progettazione e lavorazione del pezzo.
Esistono molti tipi di utensili da taglio per macchine piegatrici CNC, generalmente inclusi stampi superiori standard per la piegatura ad angolo retto, stampi superiori appuntiti, stampi per coltelli appiattiti, stampi per coltelli a forma di R, punzone superiore sfalsato, matrici inferiori 1V, matrici inferiori 2V, 3U, Stampi inferiori da 4 V, stampi inferiori per presse piegatrici in gomma Yuli, stampi inferiori in gomma dura, binari di guida inferiori dello stampo, supporto inferiore dello stampo, stampi di piegatura con differenza di segmento, stampi di piegatura per formatura, stampi di piegatura combinati, stampi di piegatura senza graffi, ecc. Vari stampi non standard può essere progettato in base a diverse situazioni.
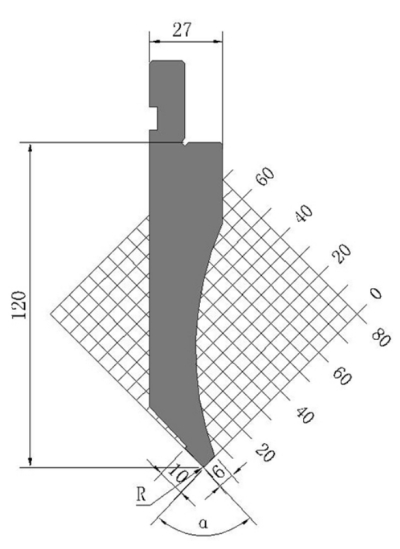
In termini di utilizzo, gli stampi per macchine piegatrici sono generalmente suddivisi in stampi standard e stampi speciali. In generale, l'angolo della punta del punzone superiore della pressa piegatrice è di 30 gradi (l'angolo effettivo è di 26-28 gradi), l'angolo dell'intaglio inferiore della matrice è di 30 gradi, 45 gradi, 60 gradi, 80-90 gradi, ecc. e 60 gradi, 78-88 gradi, ecc.
Dal punto di vista della forma, il punzone superiore della macchina piegatubi può essere suddiviso in stampo per lama affilata, stampo ad arco circolare, stampo per lama piegatrice e stampo per formatura. In generale, gli stampi per coltelli affilati sono per lo più di 30 gradi e 60 gradi, occasionalmente con angoli specificati speciali come 45 gradi e 55 gradi. Gli stampi per arco sono progettati principalmente con diversi diametri e lunghezze dell'arco. La matrice di piegatura viene utilizzata principalmente per evitare pezzi a forma di U o piegature multiple. Il più complesso è lo stampo di formatura. Lo stampo di formatura può essere integrato o combinato. In generale, lo stampo combinato viene progettato, prodotto e combinato dagli stampi superiore e inferiore. Dal punto di vista dei costi di produzione, il costo di produzione dello stampo di formatura completo sarà molto più elevato (soprattutto per stampi di grandi dimensioni) e la precisione è difficile da controllare. La matrice combinata presenta grandi vantaggi negli stampi di grandi dimensioni e negli stampi grafici complessi.
Gli utensili per presse piegatrici possono essere suddivisi in stampi singoli e stampi multifunzione in base alla loro funzione. Lo stampo singolo può realizzare un solo tipo di pezzo, mentre lo stampo multifunzionale può elaborare diversi tipi di pezzi. Alcuni possono essere smontati e assemblati, chiamato anche stampo composito, come lo stampo per differenza di segmento e lo stampo per formatura.
In base al numero di tacche dello stampo, la matrice inferiore della pressa piegatrice può essere approssimativamente divisa in matrice inferiore a V singola, matrice inferiore a doppia V e matrice inferiore a V multipla. Come suggerisce il nome, la superficie dello stampo con fondo a V singola e doppia V ha solo una o due tacche sullo stampo, cosa comune in Presse piegatrici CNC e ha un'elevata precisione. Poiché ha un punto di riferimento fisso, noto anche come stampo concentrico, può essere facilmente sostituito. Lo stampo con fondo multi V è principalmente uno stampo quadrato, con più tacche sullo stampo sulle quattro superfici e dimensioni diverse. Il vantaggio è che lo stampo ha più scanalature, che possono adattarsi alla piegatura di lastre di diverso spessore.
Al giorno d'oggi, con il continuo progresso della società, anche i requisiti per i prodotti sono in costante aumento, così come sono in costante aumento anche i vari requisiti per prodotti e materiali piegati. Anche lo stampo inferiore delle macchine piegatrici è in continua evoluzione. Gli stampi con fondo incorporato, gli stampi con fondo senza rientranza e gli stampi con fondo con apertura regolabile sono stati ampiamente utilizzati in vari settori.
Tipi comuni di punzoni superiori e stampi inferiori per presse piegatrici in vendita
1. Punzone superiore standard ordinario e matrici inferiori
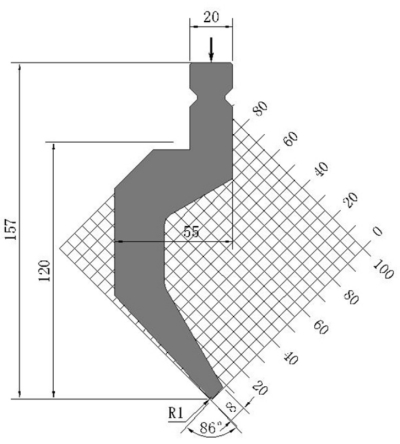
Il punzone superiore standard e le matrici inferiori vengono utilizzati per la piegatura con angoli di 90°-180°. Vantaggi: versatile per lastre spesse e sottili, durevole e ampiamente utilizzato.
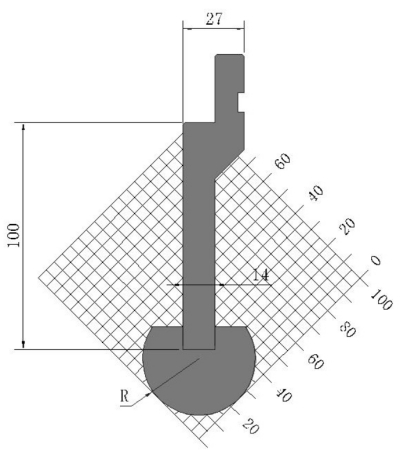
2. Punzone superiore a lama affilata
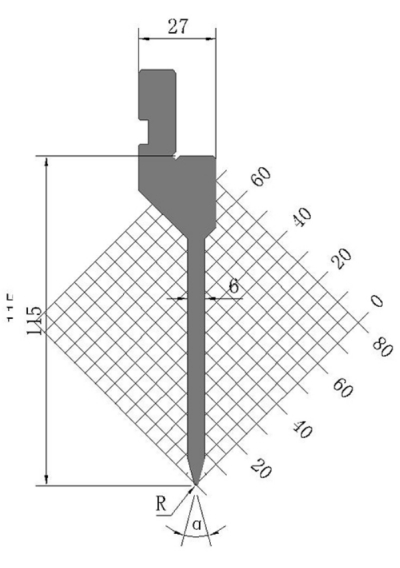
Il punzone superiore a lama affilata viene utilizzato per angoli di piegatura di 20° – 180°. Vantaggi: può piegare angoli e dimensioni più piccoli, con una curva R più piccola dopo la piegatura, un bell'aspetto e bordi netti.
3. Punzone superiore con flessione grande (Punzone superiore a collo d'oca)
Il punzone superiore della pressa piegatrice a collo d'oca viene utilizzato per angoli di piegatura di 30 ° -180 °. Vantaggi: utilizzato per prodotti a U che non possono essere completati con stampi standard e a punta, con un'ampia gamma di applicazioni.
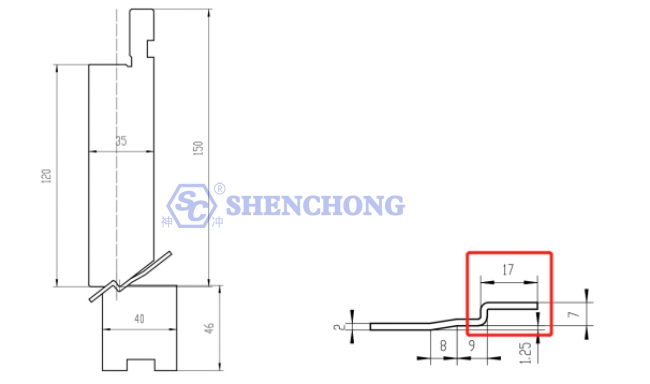
4. Utensili per pressa piegatrice per orlatura
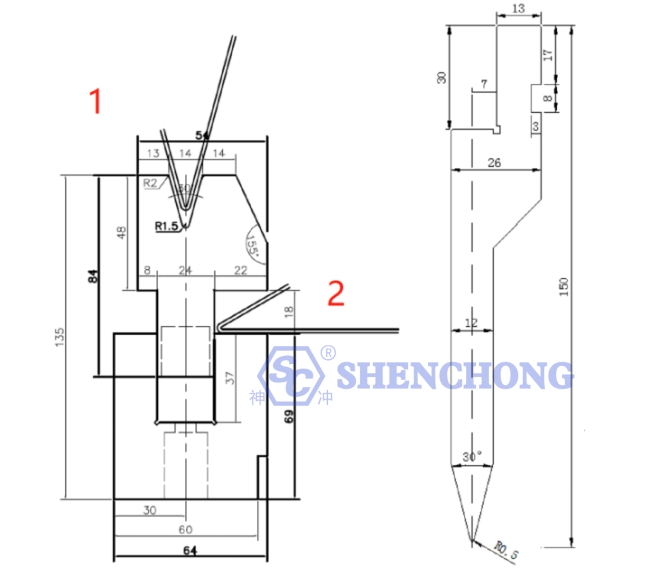
L'utensile per pressa piegatrice per orlatura viene utilizzato per orlare i bordi, adatto per l'abbinamento con matrici appuntite. Innanzitutto, utilizzare la matrice appuntita per piegare il pezzo con un angolo inferiore a 45 °, quindi utilizzare la matrice di appiattimento per premere il bordo morto, utilizzato principalmente per rinforzare il telaio.
5. Utensili per presse piegatrici a “Z”.
La matrice a "Z" viene utilizzata principalmente per la piegatura una tantum di pezzi a forma di "Z" di piccole dimensioni, suddivisi in tipi fissi e regolabili.
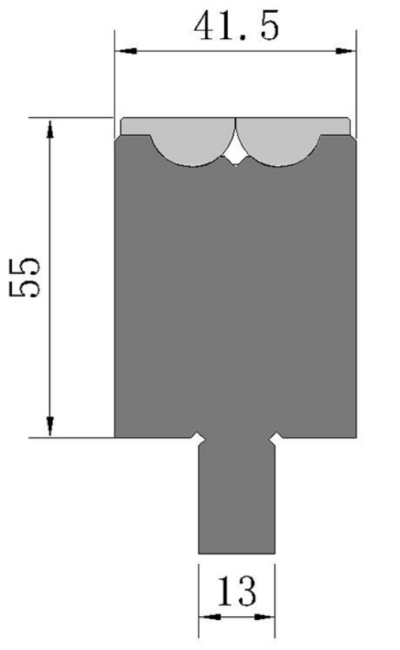
6. Stampo per la formatura di presse piegatrici
Lo stampo di formatura (compreso lo stampo ad arco, lo stampo di formatura una tantum del telaio della porta, la formatura a forma di U, lo stampo del palo della lampada, ecc.) viene solitamente utilizzato per piegare prodotti complessi e comprende più angoli e stili di piegatura. Pertanto, uno stampo per piegatura una tantum è progettato per migliorare la precisione e l'efficienza della piegatura.
7. Stesso stampo inferiore con nucleo
Lo stesso stampo inferiore del nucleo si riferisce solitamente allo stampo inferiore utilizzato insieme a una macchina piegatrice CNC, costituito da un portastampo e stampi inferiori segmentati. Lo stesso nucleo si riferisce all'uso di qualsiasi scanalatura che deve essere cambiata solo nella scanalatura specificata, senza la necessità di ricentrare le posizioni superiore e inferiore dello stampo. Il cambio stampo è molto comodo e la precisione della lavorazione è elevata.
8. Matrice inferiore senza rientranza
La struttura dello stampo rotante senza rientranza della piastra ribaltabile. Durante il processo di pressione del pezzo nel corpo inferiore dello stampo tramite il punzone superiore, a causa del contatto tra il pezzo e il piano della piastra ribaltabile rotante, la piastra ribaltabile rotante ruota nel corpo inferiore dello stampo e il pezzo non scorre rispetto a la piastra ribaltabile rotante durante l'intero processo di piegatura. Allo stesso tempo, il pezzo è in contatto con la piastra ribaltabile rotante, eliminando i segni di pressione e i graffi causati dalla compressione sulla superficie del pezzo, migliorando efficacemente la qualità dell'aspetto e la precisione del pezzo. Oltre ai due tipi di strutture di stampi senza rientranza menzionati sopra, che possono risolvere la rientranza sulla superficie del pezzo durante la piegatura, l'uso di cuscinetti in gomma anti rientranza, manicotti in gomma anti rientranza dello stampo concavo a V singola, colla superiore a forma di blocco+ È inoltre possibile utilizzare il rivestimento del cuscinetto AT, gli stampi concavi in gomma dura e altri metodi per risolvere la rientranza sulla superficie del pezzo durante la piegatura, soddisfacendo i requisiti di qualità del prodotto. Tuttavia, i tamponi in gomma, i manicotti in gomma, i blocchi in gomma di qualità superiore e la gomma dura sono soggetti a deformazione e hanno una vita utile breve durante il processo di piegatura, il che influisce sulla precisione dimensionale del pezzo piegato. Sono adatti solo per piegare pezzi con bassi requisiti di precisione dimensionale.
La matrice inferiore senza rientranza include una matrice inferiore senza rientranza del tipo a sfera, una matrice inferiore senza rientranza con piastra ribaltabile e una matrice inferiore adesiva superiore senza rientranza. Lo scopo principale di una matrice inferiore senza rientranza è evitare graffi, graffi e rientranze sulla superficie del materiale.
Materiale per utensili per presse piegatrici
Generalmente, gli utensili per presse piegatrici sono realizzati in T8, T10, T10A e 42CrMo, che richiedono principalmente elevata resistenza, tenacità e buona resistenza all'usura. Viene selezionato l'acciaio per stampi per lavorazione a freddo. Cr12MoV è un ottimo materiale. Le sue prestazioni possono soddisfare i requisiti e anche le prestazioni del processo sono buone. Il prezzo sarà più alto. 42CrMo è un acciaio bonificato legato ad alta resistenza con elevata resistenza e buona tenacità. Può funzionare sotto i 500 gradi
Quando si sceglie il materiale per le macchine utensili per presse piegatrici, le fabbriche e gli utenti devono considerare diverse caratteristiche: durezza, resistenza al calore e resistenza all'usura. Di solito scegliamo l'acciaio al carbonio T8-T12 per gli utensili per presse piegatrici, tra cui il T10 è più comunemente usato, con tenacità moderata e buona resistenza all'usura. Dopo il trattamento termico, la durezza massima può raggiungere 60HRC o superiore e il costo di produzione è relativamente basso. Tuttavia, ha scarsa temprabilità e resistenza al calore (250 ℃).
Se hai bisogno di materiali per stampi migliori, scegli l'acciaio strutturale legato ad alta resistenza 42CrMo. Il 42CrMo appartiene all'acciaio ad altissima resistenza, che presenta elevata resistenza e tenacità, buone proprietà di tempra, elevato limite di fatica e resistenza a impatti multipli dopo il trattamento di tempra e rinvenimento. Può funzionare sotto i 500 ℃. La durezza dopo il trattamento termico è di circa 45-48 HRC, che è più adatta.
Selezione di utensili per presse piegatrici
Utilizzando diverse combinazioni di utensili per presse piegatrici è possibile ottenere diverse altezze di combinazioni di stampi per la lavorazione di parti diverse. La distanza tra le punte degli utensili di diverse combinazioni di stampi non può superare la metà della loro corsa meno la larghezza dell'intaglio a V.
Quando si elaborano parti diverse, è necessario utilizzare stampi diversi. Una scelta errata dello stampo non solo rende difficile la lavorazione, ma può anche causare la rottamazione del prodotto. Prima di selezionare uno stampo è necessario comprendere i parametri di lavorazione della pressa piegatrice e dello stampo per evitare situazioni in cui non possono combaciare tra loro.
I parametri della macchina utensile includono: corsa, capacità di pressurizzazione, altezza di apertura e tipo di bloccaggio rapido.
Parametri dell'attrezzatura della pressa piegatrice: (tipo di supporto del punzone), tonnellaggio di resistenza alla pressione (pressione di piegatura massima).
Selezione del punzone superiore della pressa piegatrice
Esistono tre tipi di portapunzone superiore.
- L'angolo del punzone superiore deve essere inferiore all'angolo di lavorazione. Ad esempio, lavorazione a 90 gradi utilizzando un punzone superiore a 88 gradi.
- Scegliendo una punta adatta, R solitamente utilizza R0.6 inferiore a 3 mm, ma se ci sono requisiti speciali per la lavorazione, è possibile utilizzare altri stampi R come R0.2.
- Assicurarsi che l'intervallo di resistenza alla pressione del punzone superiore superi l'intervallo di lavorazione.
- Sono necessarie diverse forme di punzone superiore per diverse forme di piegatura.
Selezione di stampi inferiori per presse piegatrici
- Assicurati di scegliere la larghezza V corretta per la fustella inferiore.
- L'angolo tra l'intaglio a V dello stampo inferiore deve essere coerente con quello dello stampo superiore, ad esempio uno stampo superiore di 88 gradi con uno stampo inferiore di 88 gradi
- Assicurarsi che l'intervallo di resistenza alla pressione dello stampo inferiore superi l'intervallo di lavorazione
- La matrice inferiore prevede la V singola e la V doppia. Tra queste due tipologie esistono anche diverse tipologie di stampi per segmentazione e per segmenti interi, adatti alle diverse esigenze di lavorazione. In generale, gli stampi a V singola hanno una gamma più ampia di applicazioni di lavorazione rispetto agli stampi a doppia V, e gli stampi segmentati hanno una gamma di applicazioni più ampia rispetto agli stampi a segmento intero. Tuttavia, il primo è relativamente costoso.
Selezione del supporto inferiore dello stampo
Selezionare la base della fustella inferiore in base alla fustella inferiore selezionata e utilizzare basi della fustella inferiori diverse per la fustella inferiore a V singola e doppia V.
Quando si seleziona il supporto inferiore dello stampo, è anche importante notare che esistono diverse altezze del supporto dello stampo utilizzate per adattarsi ai diversi metodi di lavorazione.
Introduzione al metodo di installazione degli utensili per presse piegatrici

Seleziona Stampo per pressa piegatrice
Scegliere uno stampo per pressa piegatrice adatto alle proprie esigenze di lavoro è un prerequisito per l'utilizzo di una macchina piegatrice. Quando si seleziona uno stampo di piegatura, prestare attenzione ai seguenti punti:
- Determinare il campo di pressione richiesto e lo spessore del materiale di lavoro.
- Scegli il tipo di utensile della pressa piegatrice in base all'angolo di piegatura e al raggio di curvatura richiesti.
Regolazione dello stampo
Prima di installare gli utensili della pressa piegatrice, dobbiamo prima regolarli.
- Regolare la forza di serraggio degli utensili della pressa piegatrice per garantire un buon adattamento al pezzo.
- Regola l'angolo di piegatura e il raggio dello stampo per soddisfare i requisiti del pezzo.
Installazione di stampi
- Innanzitutto, inserire il supporto inferiore della matrice della pressa piegatrice sul piano di lavoro secondo il perno di posizionamento.
- Quindi installare lo stampo mobile nella base dello stampo.
- Infine, installare il telaio del sedile dello stampo superiore (la posizione della curva di flessione teorica) e completare l'installazione dello stampo.
Durante l'installazione dello stampo, è necessario adottare precauzioni di sicurezza:
- Prima di installare lo stampo, spegnere l'alimentazione e attendere che la macchina si fermi.
- Durante l'installazione, è necessario prestare attenzione alla forza di supporto per garantire un'installazione stabile.
- Seguire rigorosamente il manuale operativo per evitare che si verifichino situazioni di emergenza.
Utilizzo di stampi
Dopo l'installazione degli utensili della pressa piegatrice, è necessario un esperimento di piegatura di prova per determinare se lo stampo e la macchina sono stabili e se lo stampo soddisfa i requisiti del pezzo.
In sintesi, la corretta installazione dello stampo della piegatrice è la chiave per garantire il normale funzionamento della macchina. Pertanto, quando si installa lo stampo, è necessario prendere sul serio le fasi di regolazione e installazione per garantire la corretta installazione, la sicurezza operativa e l'efficienza produttiva.
Utilizzo di utensili per presse piegatrici
Esistono diversi tipi di stampi di piegatura, inclusi a forma di L, a forma di R, a forma di U, a forma di Z, ecc. Lo stampo superiore viene utilizzato principalmente ad angoli diversi come 90 °, 88 °, 45 °, 30 °, 20° e 15°. Lo stampo inferiore ha una tacca doppia e una singola con diverse larghezze di tacca di 4-18 V, nonché stampi inferiori R, stampi inferiori ad angolo acuto e stampi di appiattimento. Gli stampi superiore e inferiore sono divisi in segmenti e in un intero: i segmenti dello stampo superiore sono generalmente 300 mm, 200 mm, 100 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm, 10 mm e l'intero stampo è 835 mm. Lo stampo inferiore è generalmente diviso in 400 mm, 200 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm e 10 mm, con una dimensione complessiva di 835 mm.
- Gli utensili della pressa piegatrice sono realizzati in acciaio di alta qualità mediante uno speciale trattamento termico, che presenta le caratteristiche di elevata durezza, bassa resistenza all'usura e alta resistenza alla pressione. Tuttavia, ogni set di stampi ha la sua resistenza alla pressione massima: tonnellate/metro. Pertanto, quando si utilizza lo stampo, è importante scegliere correttamente la lunghezza dello stampo, cioè quanta pressione aggiungere per ogni metro, e non superare mai la pressione indicata sullo stampo. Questo è molto importante e speriamo che tutti lo ricordino.
- Per evitare di danneggiare gli utensili della pressa piegatrice, abbiamo stabilito che quando si allinea l'origine, devono essere utilizzati un punzone superiore e una matrice inferiore con una lunghezza di 300 mm o più. Solo dopo aver allineato l'origine è possibile utilizzare la stessa altezza degli stampi superiore e inferiore. È severamente vietato utilizzare stampi divisori per allineare l'origine e la pressione dell'origine deve essere basata sulla pressione dell'origine della piegatrice. Non può superare le 7 tonnellate per 80T, 10 tonnellate per 100T e 15 tonnellate per 200T.
- Quando si utilizzano stampi per presse piegatrici, a causa delle diverse altezze dei vari stampi, è possibile utilizzare solo stampi della stessa altezza su una singola macchina e non è possibile utilizzare stampi di altezze diverse.
- Quando si utilizzano stampi, è necessario selezionare gli stampi superiore e inferiore appropriati in base alla durezza del materiale di piegatura, allo spessore e alla lunghezza della lamiera. Quando il materiale è più duro e spesso, è necessario utilizzare una tacca più ampia per la matrice inferiore.
- Quando si piegano angoli acuti o si schiacciano gli angoli, è necessario selezionare un angolo di 30 gradi, con gli angoli acuti prima piegati e poi i bordi schiacciati. Quando si piega l'angolo R, è necessario selezionare sia lo stampo superiore che quello inferiore.
- Quando si piegano pezzi più lunghi, è meglio non utilizzare stampi segmentati per ridurre la rientranza dell'utensile.
- Quando si seleziona uno stampo superiore, dovremmo comprendere i parametri di tutti gli stampi e decidere quale stampo superiore utilizzare in base alla forma del prodotto da formare.
- Dopo che la macchina ha allineato l'origine, gli stampi superiore e inferiore devono essere bloccati per evitare che cadano causando lesioni alle persone o allo stampo. Durante l'operazione fare attenzione a non applicare troppa pressione in una sola volta e prestare attenzione ai cambiamenti nei dati visualizzati sullo schermo.
- Dopo aver utilizzato gli utensili della pressa piegatrice, devono essere immediatamente rimessi sul portastampi e posizionati secondo l'etichetta. La polvere sullo stampo deve essere regolarmente pulita e rivestita con olio antiruggine per evitare la formazione di ruggine e ridurre la precisione dello stampo.
Conclusione
Negli ultimi anni, l'industria manifatturiera cinese si è sviluppata rapidamente, il che significa un enorme mercato per l'industria delle macchine utensili per presse CNC in Cina. In questo contesto è un fatto riconosciuto anche il basso livello dei costi di produzione in Cina. Secondo i dati, la differenza di prezzo tra gli utensili per presse piegatrici in Cina e i paesi sviluppati in Europa e America è di circa 3-5 volte. I clienti possono acquistare punzoni superiori e matrici inferiori per presse piegatrici più economici dalla Cina.