Attualmente, la tecnologia di lavorazione intelligente e flessibile è diventata la ricerca e l'aspirazione dei produttori di lavorazione della lamiera di fascia alta. Pertanto, in questo contesto di mercato sono emerse unità di piegatura robotizzate.
Sommario
Analisi della situazione attuale della tecnologia di piegatura della lamiera
Nel settore della lamiera, la maggior parte delle aziende è attualmente impegnata nei tradizionali processi di piegatura. Nel processo di produzione, a causa della varietà, delle specifiche e dei piccoli lotti di prodotti, molteplici pressa piegatrice idraulica macchine e per completare la piegatura dei pezzi è ancora necessario un gran numero di operatori di piegatura della lamiera qualificati ed esperti.
Tuttavia, nel lavoro pratico, ci sono i seguenti problemi:
- In primo luogo, poiché l'operatore lavora per un lungo periodo, la resistenza non è sostenuta, con il risultato che ogni volta vengono posizionate posizioni alte e basse incoerenti del pezzo in lavorazione.
- In secondo luogo, gli operatori non mantengono la stabilità come i robot, quindi le dimensioni e la precisione di piegatura del pezzo piegato non possono essere garantite a causa dell'influenza manuale, con conseguente scarsa qualità del prodotto finito.
- In terzo luogo, quando si affrontano pezzi di grandi dimensioni, generalmente sono necessari 3-4 operatori per completare la movimentazione e l'operazione, e la difficoltà nel reclutare lavoratori e i costi elevati sono le difficoltà affrontate dalle imprese.
- In quarto luogo, non è sicuro per gli operatori lavorare seguendo il tradizionale processo di piegatura. Durante il sollevamento dei pezzi vi sono notevoli rischi per la sicurezza che possono facilmente portare a incidenti sul lavoro.
Al giorno d’oggi, sebbene la produzione e la precisione delle presse piegatrici siano notevolmente migliorate rispetto al passato, esiste ancora un divario significativo tra i requisiti attuali e la produzione intelligente.
In termini di produzione intelligente, personalizzazione personalizzata, estensione orientata ai servizi e collaborazione in rete, c’è ancora bisogno di innovazione e sviluppo congiunti nel sottocampo della produzione di attrezzature per la lamiera e sul lato della domanda. Questa innovazione e promozione dell'applicazione è un altro miglioramento e liberazione della produttività.
I problemi devono essere risolti nel settore tradizionale della piegatura della lamiera
La tradizionale piegatura nel settore della lamiera deve affrontare le seguenti problematiche:
- Il processo di piegatura tradizionale è l'incapacità di ottenere varietà multiple, lotti piccoli e cambio rapido.
- La piegatura ad alta precisione dei pezzi nell'industria della lamiera presenta una bassa precisione e una qualità instabile.
- Gli operatori addetti alla piegatura della lamiera sono scarsi e l’intensità di lavoro dei lavoratori è elevata.
- Costi del personale, rischi per la sicurezza, struttura del processo, gestione e funzionamento.
I problemi di cui sopra possono essere risolti selezionando unità di piegatura robotizzate intelligenti, che includono: CNC premi il freno macchina, robot a 6 assi e binario di guida a 7 assi, stazione di alimentazione, dispositivo di separazione magnetica delle piastre, banco di lavoro per il posizionamento di preallineamento, meccanismo di ribaltamento delle piastre, pinza di alimentazione, impilamento dei prodotti finiti, libreria di stampi, software di programmazione offline, software di programmazione parametrica, piegatura di sviluppo secondario software e servizi di estensione.
Composizione Delle Unità Di Piegatura Robot
La pressa piegatrice idraulica CNC con robot come componente principale di esecuzione è una combinazione di apparecchiature altamente automatizzata, che presenta i vantaggi di alta efficienza, alta qualità ed elevata flessibilità.
Nelle unità di piegatura flessibili, la selezione di combinazioni di componenti appropriate può fornire un migliore supporto per l'efficienza e la flessibilità della piegatura. La precisione di piegatura dipende dalla precisione della pressa piegatrice stessa, dalla precisione di posizionamento del robot di piegatura e dal controllo collaborativo tra il robot e la macchina piegatrice.
La difficoltà del controllo collaborativo risiede nell'adattamento della velocità tra il robot e la pressa piegatrice, nonché nella traiettoria di corsa del robot che supporta il pezzo. Uno scarso effetto di follow-up influenzerà seriamente il risultato della formazione dell'angolo di piegatura e la planarità della superficie della tavola, influenzando così la qualità del prodotto finito.
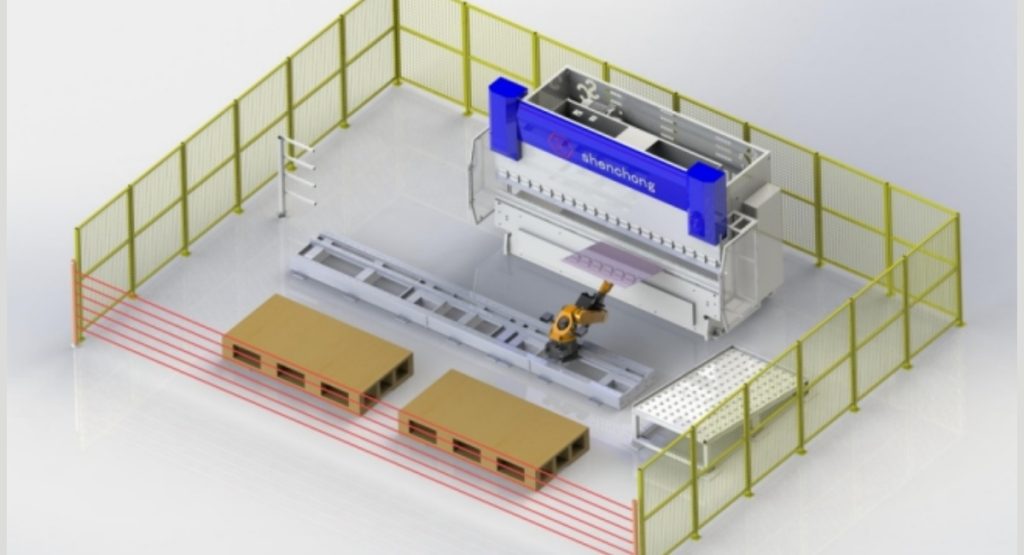
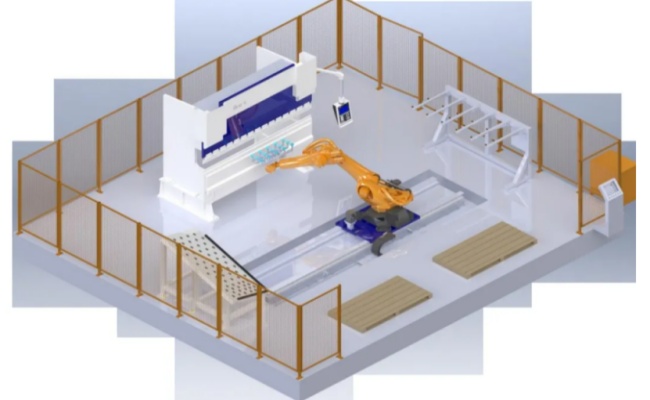
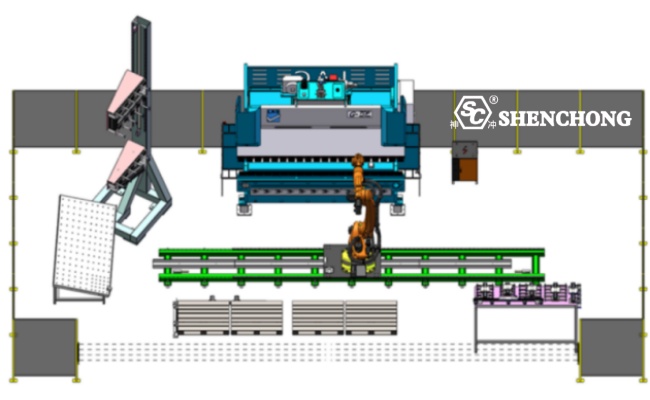
Come mostrato nella figura seguente, l'unità di lavorazione di piegatura standard è costituita da un robot e una pressa piegatrice idraulica CNC come nucleo, con pinza, tavolo di carico, tavolo di scarico, piano di lavoro di posizionamento, telaio ribaltabile, dispositivo di cambio pinza e vari sensori di rilevamento come ausiliari componenti.
Parti principali di una pressa piegatrice robotizzata
Le impugnature sono le “mani” utilizzate dai robot per sostituire il lavoro manuale e raccogliere e posizionare i pezzi. La pinza di un robot di piegatura è solitamente composta da più ventose installate su un telaio metallico.
Le piattaforme di carico e scarico utilizzano solitamente pallet impilati, ma esistono anche unità che utilizzano nastri trasportatori o rulli per trasportare materie prime e prodotti finiti. I pannelli a base di olio sono soggetti ad adesione, il che può causare il prelievo di più pannelli contemporaneamente. Accanto al tavolo di alimentazione possono essere installati diversi dispositivi di divisione (ad esempio dispositivi di divisione magnetici) e sensori di rilevamento per garantire che i pannelli afferrati siano fogli singoli.
Il banco di posizionamento è una piattaforma inclinata con bordo di bloccaggio, con sfere leggermente rialzate distribuite sul piano del tavolo. Il robot trasferisce la lamiera d'acciaio sul tavolo di posizionamento e la lamiera scivola liberamente verso il bordo per gravità. A causa della posizione fissa e del bordo del tavolo di posizionamento, quando il robot afferra nuovamente la tavola, la posizione della tavola e della pinza vengono fissate con relativa precisione, fornendo un riferimento per la fase di piegatura successiva.
Il telaio ribaltabile è un telaio fisso per un dispositivo di presa. Quando il robot deve prendere il pezzo da una posizione diversa, può posizionare il pezzo sul telaio ribaltabile per fissarlo, quindi il robot può afferrare nuovamente il pezzo nella nuova posizione. In alcune occasioni particolari, lo stampo della piegatrice può essere utilizzato anche per bloccare il pezzo e modificare la posizione di presa.
Flusso di lavoro dell'unità di elaborazione di piegatura robotizzata
Il lavoro dell'unità di lavorazione di piegatura è principalmente suddiviso in sei processi: caricamento, raccolta, centratura, ribaltamento, piegatura e impilamento.
- Caricamento: posizionare manualmente l'intera pila di lastre da elaborare sulla piattaforma di caricamento e installare un interruttore di rilevamento delle lastre sulla piattaforma di caricamento per impedire al robot di afferrare il vassoio dopo che tutte le lastre sono state elaborate.
- Picking: Il robot si porta nella posizione del tavolo di alimentazione e rileva l'altezza del pannello attraverso il sensore a ultrasuoni installato sulla pinza. Sulla base dei dati di rilevamento, corre automaticamente nella posizione appropriata per afferrare la tavola. Dopo aver afferrato il pannello, lo spessore del pannello viene misurato attraverso un misuratore di spessore per evitare errori di lavorazione causati dalla presa di più fogli di pannello contemporaneamente. Dopo aver superato la misurazione dello spessore, è pronto per l'allineamento.
- Centraggio: il robot corre verso la posizione del tavolo di posizionamento, posiziona la lamiera sul tavolo di posizionamento per un posizionamento preciso e, una volta completato il posizionamento, afferra nuovamente la lamiera e la prepara per la piegatura.

- Capovolgimento: determinare se utilizzare un fotogramma ribaltabile in base ai requisiti del processo. Se necessario, portare il robot nella posizione del telaio ribaltabile, posizionare la lamiera sul telaio ribaltabile, rilasciare la lamiera ed evitarlo. Una volta completato il capovolgimento, afferra la lamiera.
- Piegatura: il robot corre verso la posizione della macchina piegatrice, appiattisce la lamiera sullo stampo inferiore della macchina piegatrice e la localizza con precisione attraverso il sensore del dito posteriore della macchina piegatrice. Una volta completato il posizionamento, il robot invia un segnale di piegatura alla pressa piegatrice CNC e collabora con la piegatrice per completare l'azione di piegatura per determinare se è necessario piegarla nuovamente e decidere se continuare a piegare. La piegatura è un anello fondamentale, e la difficoltà tecnica della piegatura risiede nell’azione coordinata tra robot e macchina piegatrice, cioè nel seguire la piegatura. Quando il robot blocca o supporta la piegatura della lamiera, la lamiera si deforma e il robot deve seguire la lamiera con un movimento ad arco circolare secondo uno specifico algoritmo di traiettoria e mantenere sempre una posizione relativamente fissa con la lamiera .
- Impilamento: quando il robot raggiunge la posizione del tavolo di scarico, si verificano varie azioni del processo di impilamento a causa delle differenze nella formatura del pezzo, come l'impilamento a matrice convenzionale, l'impilamento incrociato a strato singolo e doppio e l'impilamento ad incastro in avanti e all'indietro.
Caratteristiche Tecniche Delle Unità Robot Di Piegatura
Design e sviluppo
La ricerca e lo sviluppo della progettazione della piegatura robotizzata si concentra sulle esigenze personalizzate e sulla personalizzazione degli utenti, con le esigenze e gli obiettivi del cliente come massima priorità. I produttori di robot di piegatura sono tenuti a soddisfare quanto segue prima di specificare una soluzione robotizzata di piegatura:
- Condurre scambi tecnici dettagliati con i clienti nello sviluppo di ciascuna soluzione tecnica
- Eseguire analisi di simulazione al computer sui disegni di lavorazione del pezzo forniti dal cliente
- Condurre test a campione in loco sui tipici pezzi del cliente
- Classificare e analizzare i pezzi del cliente e i dati di processo.
Dopo aver confermato il completamento del lavoro procedurale di cui sopra, verrà formulato il piano tecnico. Dopo l'approvazione del progetto tecnico e dei disegni del progetto da parte del cliente, verrà eseguita una progettazione completa.
L'unità di piegatura robotizzata SC adotta una progettazione 3D avanzata in termini di materiali, struttura, sensori, compensazione in tempo reale, follow-up, misurazione dell'angolo laser, cambio automatico dello stampo, cambio automatico della pinza, software e controllo, programmazione parametrica, programmazione offline, gestione della produzione software e tecnologia di controllo del bus, che adottano e utilizzano software e hardware di marca internazionale di prima classe. In termini di progettazione del corpo della macchina piegatubi, per l'analisi meccanica strutturale sono stati utilizzati i software e i metodi di progettazione più avanzati al mondo. Con anni di esperienza nella progettazione e comprensione delle caratteristiche strutturali del telaio della macchina piegatubi, è stata condotta l'analisi degli elementi finiti su ciascun punto di forza per ottenere un'analisi meccanica della spalla laterale, della traversa superiore, della traversa inferiore e della traversa inferiore della macchina piegatrice, completamente garantire la razionalità, l'affidabilità e la stabilità del design della macchina utensile.
La progettazione dell'unità di piegatura robotizzata mira a realizzare concetti di prodotto intelligenti utilizzando le tecnologie più recenti (software, hardware) per lo scambio di dati in tempo reale, la compensazione e il monitoraggio della piegatura durante il processo di produzione. I principali problemi risolti ed i risultati conseguiti sono:
(1) Risolto il problema delle difficoltà di processo relative alla produzione personalizzata di lamiere e risolto il problema della produzione a cambio rapido di componenti multiprodotto, lotti piccoli (5-10 pezzi) e multivarietà nel settore degli ascensori.
(2) Risolti i problemi di qualità instabile del prodotto, bassa precisione delle parti e scarsa consistenza del prodotto.
(3) Risolti i problemi di bassa efficienza produttiva, layout di produzione e percorso di processo irragionevoli.
(4) Risolti i problemi di difficile reclutamento, alti costi di manodopera e alta intensità di manodopera nella piegatura manuale.
(5) Miglioramento della precisione e dell'automazione della piegatura, funzionalità avanzate di produzione intelligente a livello aziendale e miglioramento dell'effetto visivo delle visite dei clienti.
Tecnologia di follow-up di piegatura
Durante il processo di piegatura, le unità di piegatura robot SC possono seguire e regolare automaticamente pezzi di diverse dimensioni e spessori della lamiera in base alla velocità di funzionamento del cursore della macchina frenante di piegatura. Questa tecnologia è implementata dal pacchetto software applicativo di piegatura robot specializzato SC SHENCHONG.
Tecnologia di misurazione dell'angolo laser
Il sistema di misurazione dell'angolo AMS utilizza un sistema di misurazione online dell'angolo laser a circuito chiuso. Durante il processo di piegatura automatica del robot, il programma applicativo automatico di AMS e il sistema di misurazione automatica dell'angolo con dispositivo di misurazione dell'angolo laser integrato lavorano insieme al sistema SHENCHONG per garantire la precisione dell'angolo di piegatura. Le sue caratteristiche principali sono:
(1) Rilevamento dell'angolo di piegatura del pezzo dopo il rimbalzo tramite laser online.
(2) Il sistema di rilevamento della forza calcola automaticamente la quantità di estensione della flessione.
(3) La profondità della parte può essere regolata automaticamente in base alla larghezza dello stampo inferiore.
(4) Attraverso un sistema di misurazione online dell'angolo laser a circuito chiuso, si garantisce che la resa di piegatura raggiunga oltre 99,5%.
Cambio automatico delle pinze robotizzate (ATC) e cambio degli utensili della pressa piegatrice
Pinza robot automatica (ATC) e utensili per presse piegatrici il cambio è un metodo operativo completamente intelligente e automatizzato nel campo della lamiera, che consiste in software di cambio automatico degli stampi, robot e librerie di stampi. Se dotato di un sistema di cambio automatico dello stampo, il centro di piegatura di precisione può piegare automaticamente e in modo casuale piccoli lotti di prodotti diversi. Utilizzando la funzione di sostituzione automatica dello stampo, lo stampo nella macchina piegatrice non rappresenta più un fattore limitante e può essere lavorato da personale non presidiato durante l'intero processo. La pinza del dispositivo meccanico automatico del robot può sostituire lo stampo molto rapidamente e piegare il lotto successivo di componenti in qualsiasi momento.
Software per il cambio automatico degli utensili della pressa piegatrice
Le principali caratteristiche del software di cambio stampo automatico sono:
(1) Attraverso l'interfaccia grafica dell'allegato gli utenti possono immediatamente vedere lo stato attuale dell'intero sistema. Sul lato destro dell'interfaccia è presente un grafico che rappresenta lo stato degli stampi, che suddivide le posizioni attuali di questi stampi.
(2) L'intera interfaccia comprende l'area di piegatura del punzone superiore, l'area di piegatura della matrice inferiore e la libreria degli stampi. La visualizzazione dello stampo segue le dimensioni dello stampo stesso e la posizione della postazione di lavoro staffata.
(3) Distinguere gli stampi superiore e inferiore con colori diversi. Nell'angolo in alto a sinistra dell'interfaccia è presente la descrizione dettagliata dello stampo installato sulla piegatrice. Due parti: una per spiegare lo stampo superiore, l'altra per spiegare lo stampo inferiore, descrivendo lo stampo serrato attraverso codici identificativi e posizioni esistenti.
Tecnologia di piegatura sequenziale CNC
La tecnologia di piegatura sequenziale CNC è un sistema di controllo della piegatura ad alta precisione adatto alla lavorazione di pezzi con requisiti di tolleranze di forma e posizione. Il dispositivo è costituito da un set di due set di sistemi operativi CNC per dispositivi di spinta anteriore con cingoli. Lo spostamento viene trasmesso e retrocesso da sensori e l'intera operazione è controllata dal sistema CNC. L'asse di controllo è composto da X3\X4 e Z3\Z4. Configurando un dispositivo di spinta anteriore CNC di spostamento e un fermo posteriore per la piegatura, anche se la dimensione del pezzo raggiunge ± 1 mm, è possibile garantire facilmente che le dimensioni chiave rientrino negli errori controllabili, migliorando la precisione e l'efficienza del pezzo.
Software e controllo
Nelle unità di piegatura robotizzata abbiamo applicato software di programmazione parametrica, software di programmazione offline e software di gestione della produzione. Allo stesso tempo, abbiamo sviluppato il follow-up della piegatura secondaria, il cambio automatico dello stampo, il cambio automatico della pinza, l'impilamento flessibile, la compensazione in tempo reale, la ricerca dei bordi della lamiera, la tecnologia di ribaltamento flessibile e la tecnologia di controllo del bus. Può soddisfare ampiamente le esigenze tecniche e software di vari clienti per la piegatura della lamiera.
Problemi e soluzioni di piegatura robotica
Quando usiamo pressa piegatrice robotizzata per la piegatura della lamiera potremmo riscontrare alcuni piccoli problemi che non sappiamo risolvere o evitare. Di seguito SC SHENCHONG ha raccolto cinque problemi a cui sono soggetti i robot e ha fornito le soluzioni corrispondenti.
Dopo aver appiattito il lato lungo, si verifica un sollevamento.
Analisi delle cause: a causa del bordo più lungo che deve essere appiattito, non viene premuto saldamente durante l'appiattimento, con il risultato che l'estremità viene appiattita e quindi deformata. Questa situazione è strettamente correlata alla posizione appiattita, quindi è importante prestare attenzione alla posizione appiattita durante l'appiattimento.
- Prima di piegare, piegare prima l'angolo e poi appiattirlo.
- Appiattimento passo dopo passo: premere prima l'estremità per piegare il bordo appiattito verso il basso. Appiattire la base.
Quando si cambia l'attrezzatura della pressa piegatrice, le dimensioni di lavorazione cambieranno.
Analisi delle cause: A causa della forza di compressione in avanti sul pezzo durante il processo di lavorazione, il pezzo si sposta in avanti, con conseguente aumento della piccola dimensione dell'angolo di spoglia L anteriore.
Soluzione:
- Leviga le aree ombreggiate nella foto. Di solito, compensiamo tanto quanto c'è una differenza.
- Levigare tutte le parti autoposizionanti dell'easy mould e utilizzare un calibro fisso per il posizionamento.
La dimensione totale del materiale da tagliare (riferito allo spiegamento) è troppo piccola o troppo grande, il che non corrisponde alla superficie circolare.
Analisi delle cause:
- Errore di distribuzione tecnica.
- La dimensione di taglio non è corretta.
Soluzione:
In base alla direzione della deviazione, all'importo totale della deviazione verso l'alto e al numero di utensili di piegatura, calcolare l'allocazione per ciascuna piegatura. Se la tolleranza di assegnazione calcolata rientra nell'intervallo di tolleranza, il pezzo è accettabile.
Se la dimensione è troppo grande, è possibile utilizzare piccole scanalature a V per la lavorazione.
Se la dimensione è troppo piccola, per la lavorazione è possibile utilizzare una grande scanalatura a V.
Dopo che il robot di piegatura ha disegnato i fori e innestato la mortasa e il tenone, si espande o si rompe, oppure la mortasa e il tenone non si adattano perfettamente, con conseguente deformazione.
Analisi delle cause:
- Il motivo per cui la mortasa non è a tenuta è dovuto alla inadeguata dilatazione del foro.
- La deformazione è causata dal disallineamento dei fori o da un metodo di giunzione tenone e mortasa errato.
Soluzione:
- Scegli un punzone con un ampio angolo R e presta attenzione alle bave attorno al foro quando tiri e giri.
- Aumenta la pressione sul foro dell'insalata, approfondiscilo e usa invece un punzone grande con angolo a R.
- Modificare il metodo di giunzione a mortasa e le ragioni del disallineamento dei fori.
Conclusione
Con il miglioramento complessivo dell’industria meccanica, l’industria manifatturiera della lamiera avrà un nuovo livello di requisiti per le attrezzature di produzione. Alla fine, i dispositivi che possono aiutare gli utenti a risolvere i problemi saranno preferiti dagli utenti. L'unità di piegatura robotizzata SC ha un metodo di produzione adatto ai clienti, la migliore combinazione di hardware e software ed è adatta a clienti con più varietà, piccoli lotti, cambio rapido e nessuna necessità di produzione di prova del primo pezzo.




