
Sommario
La pressa piegatrice CNC è un'attrezzatura meccanica di alta precisione utilizzata per la piegatura, la formatura e altre operazioni di lavorazione su lamiere. Il suo funzionamento richiede determinate competenze ed esperienza. Questa macchina può sembrare complessa e potente, ma in realtà, se padroneggi i metodi operativi corretti, puoi controllarla facilmente. Questo articolo ha lo scopo di fornire una guida completa al funzionamento della pressa piegatrice CNC, aiutandoti a iniziare rapidamente e a migliorare l'efficienza del lavoro.
Introduzione generale al funzionamento della pressa piegatrice CNC
Pressa piegatrice CNC il metodo operativo comprende principalmente i seguenti passaggi.
- Preparazione per l'avvio: prima di iniziare l'operazione, chiarire innanzitutto il target di piegatura, inclusi lo spessore, il materiale e l'angolo di piegatura della lamiera che deve essere piegata. Queste informazioni determineranno come impostare i parametri del freno di piegatura CNC. Controllare le prestazioni dell'attrezzatura, il programma e le impostazioni dello stampo della macchina per assicurarsi che sia in buone condizioni. Avviare l'alimentazione principale della macchina utensile, attivare il motore idraulico ed eseguire l'operazione di azzeramento della macchina utensile.
- Impostazione e programmazione dello stampo: selezionare gli stampi superiori e inferiori appropriati in base alla lunghezza, allo spessore della piastra e al manometro di piegatura del pezzo e assicurarsi che la pressione di piegatura sia inferiore alla resistenza alla pressione dello stampo. Programmazione sul pannello LCD controllato da CNC, considerando la modalità di programmazione diretta o la modalità di programmazione dell'angolo, per evitare interferenze tra il pezzo in lavorazione, gli stampi superiore e inferiore e il calibro. Assicurarsi di garantire impostazioni accurate dei parametri per evitare di influenzare l'effetto di piegatura.
- Regolazione e preparazione: regolare la corsa della pressa piegatrice idraulica per garantire che vi sia uno spazio nello spessore della piastra quando lo stampo superiore scende verso il basso, evitando danni allo stampo e alla macchina. Scegliere la larghezza della fessura appropriata e regolare il materiale di bloccaggio dopo la regolazione.
- Inizia a piegare: premi l'interruttore a pedale per iniziare a piegare, che può essere rilasciato in qualsiasi momento e la piegatrice si fermerà. Continua a premere l'interruttore per piegarlo quando necessario.
- Programmazione ed esecuzione: utilizzare il sistema di controllo per scrivere programmi di piegatura, inserire parametri come l'angolo di piegatura e la posizione iniziale. Caricare il programma scritto nel sistema di controllo della pressa piegatrice CNC, selezionare la modalità automatica per l'esecuzione e la macchina completerà automaticamente l'operazione di piegatura in base ai parametri e ai passaggi impostati.
- Controllare e completare il lavoro: dopo aver completato la piegatura, verificare se le dimensioni, l'angolo e la forma del pezzo soddisfano i requisiti. Apportare le modifiche e i perfezionamenti necessari per garantire la qualità del pezzo. Ripulire l'area di lavoro, registrare parametri e programmi operativi.
Seguendo i passaggi precedenti, il idraulico flessione freno macchina può essere utilizzato efficacemente per piegare varie lamiere.
Precauzioni operative
Durante il funzionamento della pressa piegatrice CNC, gli operatori devono prestare attenzione alla sicurezza ed evitare incidenti.
Quando si eseguono operazioni di piegatura, è necessario prestare attenzione al controllo della forza e della velocità di piegatura per evitare problemi come rotture e deformazioni.
Quando si regola lo stampo, è necessario prestare attenzione a garantire il parallelismo e lo spazio tra gli stampi superiore e inferiore per garantire la qualità e la precisione della piegatura.
Durante il funzionamento è importante osservare lo stato di funzionamento della macchina e la flessione della tavola, ed effettuare tempestive regolazioni e controlli.
Dopo aver completato l'operazione, è necessario eseguire lavori di pulizia e manutenzione per garantire il normale funzionamento della macchina.
Manutenzione della macchina piegatrice
Prima di eseguire la manutenzione o la pulizia della macchina, il punzone superiore deve essere allineato con le matrici inferiori e la macchina deve essere abbassata e spenta fino al completamento del lavoro. Se sono necessari l'avvio o altre operazioni, la modalità deve essere selezionata come manuale e deve essere garantita la sicurezza. Il contenuto della manutenzione è il seguente:
Circuito dell'olio idraulico
- Controllare il livello dell'olio nel serbatoio del carburante ogni settimana e controllarlo anche dopo la manutenzione del sistema idraulico. Se il livello dell'olio è al di sotto della finestra dell'olio, aggiungere olio idraulico.
- L'olio idraulico utilizzato in questa macchina è ISO HM46 o MOBIL DTE25.
- È necessario cambiare l'olio della nuova macchina dopo 2.000 ore di funzionamento e successivamente ogni 4.000-6.000 ore di funzionamento. Dopo ogni cambio d'olio, il serbatoio dell'olio deve essere pulito.
- La temperatura dell'olio del sistema deve essere compresa tra 35 ℃ e 60 ℃ e non deve superare i 70 ℃. Se è troppo alto, potrebbe causare deterioramento e danni alla qualità dell'olio e agli accessori.
Filtro
- Il filtro deve essere sostituito o pulito accuratamente ogni volta che si cambia l'olio.
- Se la macchina utensile presenta allarmi correlati o altre anomalie del filtro come una scarsa qualità dell'olio, è necessario sostituirla.
- Il filtro dell'aria sul serbatoio del carburante deve essere ispezionato e pulito ogni 3 mesi, preferibilmente sostituito ogni anno.
Componenti idraulici
- Pulire mensilmente i componenti idraulici (substrati, valvole, motori, pompe, tubi dell'olio, ecc.) per evitare l'ingresso di sporco nel sistema ed evitare l'uso di detergenti.
- Dopo aver utilizzato la nuova pressa piegatrice per un mese, verificare se sono presenti deformazioni nelle parti piegate dei tubi dell'olio. Se c'è qualche anomalia, dovrebbero essere sostituiti. Dopo due mesi di utilizzo, serrare tutti i collegamenti degli accessori e spegnere la macchina durante questo lavoro.
Selezione e debug degli strumenti per presse piegatrici
Punzone superiore
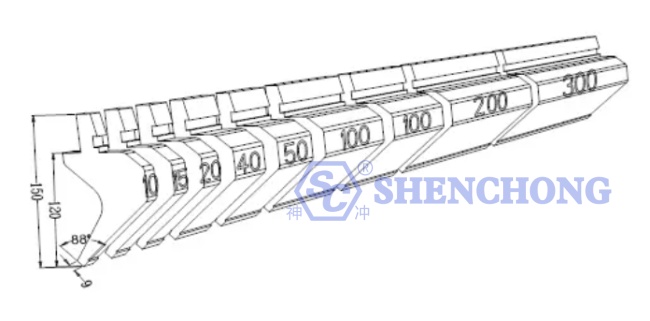
Il punzone superiore della pressa piegatrice, noto anche come coltello pieghevole, si divide in due tipologie: integrale e segmentato. La lunghezza dello stampo superiore integrale è rispettivamente di 415 mm e 835 mm.
Lunghezza divisa: 10, 15, 20, 40, 50, 100 (orecchio sinistro), 100 (orecchio destro), 200, 300 (mm). Il modulo di segmentazione può essere utilizzato per combinare lunghezze di piegatura di diverse lunghezze. Lo stampo superiore è diviso in quattro tipologie: punzone superiore dritto, punzone superiore curvo, punzone superiore curvo e punzone superiore speciale.
Tipi e caratteristiche di lavorazione del punzone superiore dritto
Il punzone superiore dritto è adatto per piegare prodotti simmetrici, è possibile evitare sia la direzione anteriore che quella posteriore e lo spessore dell'utensile è 6 mm, quindi l'apertura di piegatura può essere piccola fino a 6 mm.
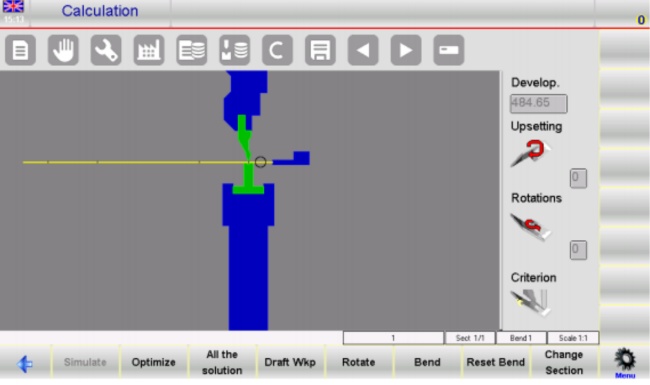
Analisi dell'utensile: dal diagramma di simulazione della piegatura dell'utensile, si può vedere che l'utensile può essere evitato sia nella posizione anteriore che in quella posteriore, ma la lunghezza di Z e W è inferiore a quella di X e Y. L'angolo della punta dell'utensile di questo tipo di utensile è 88 gradi e l'angolo R della punta dell'utensile è 0,2. Inoltre, vengono comunemente utilizzati utensili con un angolo della punta dell'utensile di 30 gradi e 45 gradi. L'angolo del tagliente è di 30 gradi e l'angolo R del tagliente è 0,67, quindi può essere piegato con un angolo di 30 gradi a 180 gradi. Utilizzando il piccolo angolo della punta dell'utensile, è possibile evitare la formazione di fori o dadi. Inoltre, può essere utilizzato anche come stampo ad inserimento profondo e l'utensile può essere evitato sia nella posizione anteriore che posteriore.
Tipi e caratteristiche di lavorazione del punzone superiore curvo
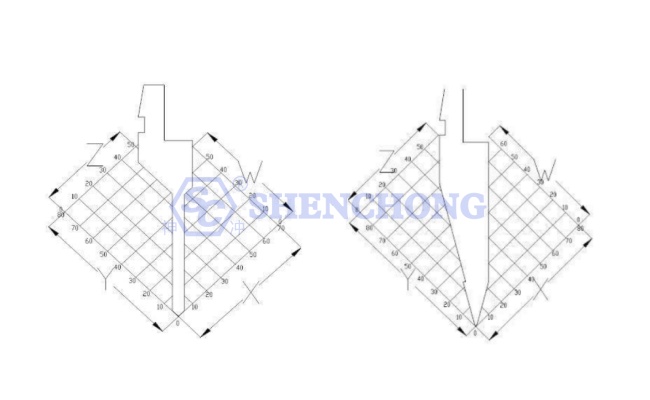
Analisi dell'utensile: L'utensile utilizza principalmente la scanalatura nella direzione W durante il processo di piegatura. Quando X>15MM, il suo effetto di evitamento diventa sempre peggiore. Soddisfa le condizioni di piegatura solo quando Y>30, altrimenti colpirà la parte posteriore dell'utensile. Questo tipo di utensile è comunemente noto come piccolo punzone superiore curvo. Quando X>25MM, il suo effetto di evitamento diventa sempre peggiore. Quando Y>75, la condizione di piegatura è soddisfatta, altrimenti colpirà la parte posteriore del punzone superiore. Questo tipo di utensile è comunemente noto come grande punzone superiore curvo.
Tipi e caratteristiche di lavorazione del punzone superiore ad arco circolare
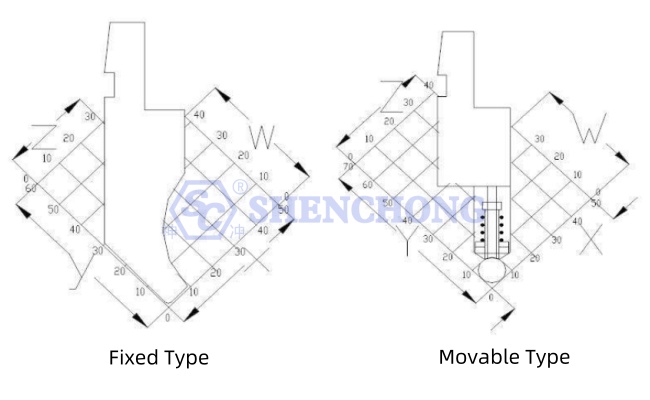
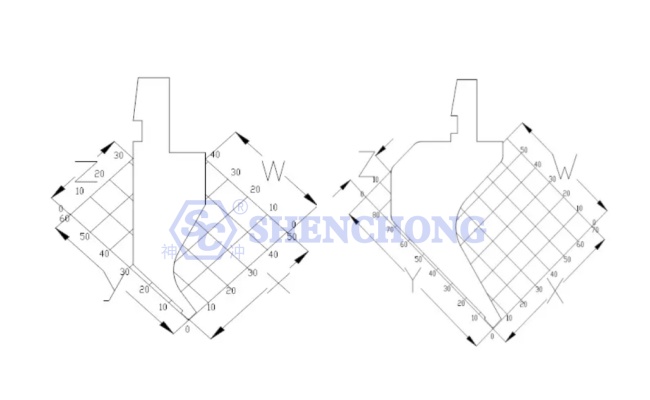
Analisi degli utensili: i punzoni superiori ad arco si dividono in tipologie fisse e mobili. Il punzone superiore dell'arco soddisfa le condizioni di lavorazione di diverse curve dell'arco sostituendo l'asta tonda. Il punzone superiore ad arco fisso ha lo stesso effetto di evitamento dei piccoli utensili di piegatura quando la dimensione X è maggiore di 10 mm. I criteri di selezione comuni per la scanalatura a V dello stampo inferiore sono il diametro dell'arco più due spessori della piastra.
Tipologie e caratteristiche di lavorazione del punzone superiore speciale
Lo speciale punzone superiore per pressa piegatrice includono stampi per differenze di fase, stampi di appiattimento e alcuni stampi di piegatura a forma speciale.
R: Esistono due tipi di stampi differenziali esistenti: 415 mm e 835 mm. Le specifiche dimensionali della forma di divisione sono coerenti con quelle dell'utensile da taglio e la forma di piegatura è mostrata nel diagramma di formatura. Tuttavia, quando lo spessore della lastra è spessa, ad esempio T=2,0, considerando la forte rientranza e le limitazioni dello stampo stesso, sarà difficile da formare.
B: Lo stampo superiore dello stampo di appiattimento è uno stampo piatto e lo stampo inferiore può essere sostituito da uno stampo inferiore piegabile regolare, ma dovrebbe evitare la scanalatura a V. Viene utilizzato principalmente per l'appiattimento dei bordi morti, la rivettatura di dadi e altri metodi di lavorazione.
Stampo inferiore per pressa piegatrice
Lo stampo inferiore della pressa piegatrice comprende la piegatura dello stampo inferiore, l'inserimento dello stampo inferiore profondo, ecc.
La scelta della matrice inferiore per la pressa piegatrice si basa principalmente sullo spessore del prodotto lavorato. Quando è necessario selezionare intagli a V grandi o piccoli per la lavorazione a causa di limitazioni di lavorazione, il coefficiente di flessione deve essere regolato di conseguenza. Analisi dello stampo: i tipi di intagli a V includono principalmente 4V, 6V, 7V, 8V, 10V, 12,16V, 25V e alcuni speciali strumenti di piegatura per intagli a V di grandi dimensioni.
Principi di base della disposizione del processo di piegatura
- Piegarsi dall'interno verso l'esterno.
- Piegati da piccolo a grande.
- Piegare prima la forma generale, quindi piegare la forma complessa.
- Il principio è che la piegatura della lavorazione precedente non pregiudica la lavorazione successiva.
Metodo di controllo per le dimensioni di piegatura
- Per evitare errori cumulativi, misurare la dimensione spiegata per ciascuna piega durante l'elaborazione.
- Evitare di appoggiarsi a bordi piegati ed evitare di appoggiarsi ad angoli ampi.
- Il prodotto deve essere posizionato con il bordo piegato e l'angolo di piegatura precedente deve essere leggermente inferiore a 90 gradi.
- Determinare la precisione degli strumenti di misurazione prima della lavorazione.
- Eseguire l'ispezione iniziale prima della lavorazione formale e condurre ispezioni regolari durante la lavorazione.
- Selezionare la macchina adeguata in base ai requisiti di precisione del prodotto lavorato.
- Evitare di scegliere strumenti che non siano concentrici e verificare che la punta superiore dell'utensile dello stampo sia sulla stessa linea retta prima della lavorazione.
- Scegliere buoni metodi di lavorazione e organizzare le tecniche per semplificare la difficoltà di lavorazione.
- Posizionamento accurato, qualsiasi posizionamento anomalo deve essere rilevato immediatamente.
Attualmente, il controller della pressa piegatrice CNC può ottimizzare automaticamente le fasi di piegatura per gli utenti, il che significa che gli operatori non devono progettare manualmente le fasi di piegatura utilizzando la pressa piegatrice idraulica CNC.
Conclusione
Per saperne di più sulla conoscenza del funzionamento della pressa piegatrice CNC, gli operatori possono migliorare i risultati di piegatura e mantenere meglio la macchina. Macchinari SC è uno dei produttori di presse piegatrici idrauliche più famosi in Cina. Per ulteriori informazioni sulla pressa piegatrice, non esitate a contattarci.




