
Sommario
La relazione tra velocità di saldatura laser, potenza e spessore del materiale è fondamentale per determinare la qualità e l'efficienza del processo di saldatura. Questi tre fattori, velocità di saldatura, potenza laser e spessore del materiale da saldare, sono interdipendenti e devono essere ottimizzati per ottenere saldature resistenti e prive di difetti. Comprendere come interagiscono è essenziale per settori come quello automobilistico, aerospaziale e manifatturiero, in cui precisione e integrità del materiale sono fondamentali.
Introduzione di base alla macchina per saldatura laser
Macchine per saldatura laser utilizza impulsi laser ad alta energia per riscaldare localmente materiali in piccole aree, fondendoli tramite conduzione termica e ottenendo la saldatura. Il suo principio di funzionamento coinvolge principalmente i seguenti aspetti:
- Messa a fuoco ottica: la saldatrice laser utilizza il raggio laser generato dal laser per focalizzare l'energia laser sul punto di saldatura attraverso componenti ottici come lenti o specchi.
- Conduzione termica: quando un raggio laser viene irradiato sulla superficie di un pezzo in lavorazione, l'energia laser viene assorbita e convertita in energia termica. L'energia termica viene gradualmente trasferita lungo la parte metallica conduttiva del giunto saldato tramite conduzione termica, causando l'aumento della sua temperatura.
- Fusione e miscelazione: quando la superficie metallica è sottoposta a temperature sufficientemente elevate, il metallo inizia a fondersi e a formare una pozza fusa. Sotto l'azione del raggio laser, la pozza fusa si diffonde e si miscela rapidamente, realizzando la connessione del giunto metallico.
- Raffreddamento e solidificazione: dopo aver interrotto l'irradiazione del raggio laser, la piscina fusa si raffredda gradualmente e forma un giunto saldato durante il processo di solidificazione. Durante il processo di solidificazione, le molecole metalliche si riorganizzano e cristallizzano, formando una forte connessione saldata.
Vantaggi delle macchine per saldatura laser
- Elevata precisione: in grado di raggiungere un'accuratezza di saldatura a livello di micron, particolarmente adatta per i requisiti di saldatura di strutture micro e complesse.
- Alta velocità: soprattutto nella modalità di saldatura a penetrazione profonda, grazie alla concentrazione dell'energia laser, il bagno di fusione è piccolo e profondo, con conseguente elevata velocità di saldatura e alta efficienza produttiva.
- Bassa deformazione: rispetto ai metodi di saldatura tradizionali, la saldatura laser ha un apporto termico inferiore e un impatto minore sui materiali circostanti, il che è vantaggioso per ridurre la deformazione dopo la saldatura.
- Piccola zona termicamente alterata: può ridurre i danni termici ai materiali circostanti e migliorare la qualità dei giunti saldati.
Potenza, velocità e spessore del materiale della saldatura laser
1. Potenza della saldatura laser
La potenza del laser è un fattore critico per determinare la profondità di penetrazione e l'apporto energetico complessivo nel materiale durante il processo di saldatura. La potenza del laser determina la quantità di calore disponibile per fondere il metallo di base e creare il bagno di saldatura. Per piastre più spesse, è generalmente richiesta una potenza laser maggiore per ottenere una penetrazione sufficiente, mentre per materiali più sottili, una potenza inferiore può impedire una fusione eccessiva o una bruciatura.
- Potere superiore: Consente una penetrazione più profonda, rendendolo adatto alla saldatura di materiali più spessi. Tuttavia, troppa potenza su piastre più sottili può causare difetti come instabilità del foro della serratura, schizzi o persino bruciature.
- Potenza inferiore: Funziona meglio con piastre più sottili, offrendo un maggiore controllo ed evitando che il calore eccessivo deformi o fonda il materiale.
La potenza del laser deve essere attentamente selezionata in base allo spessore del materiale per garantire una fusione corretta e senza difetti.
2. Velocità di saldatura
La velocità di saldatura si riferisce alla velocità con cui il laser si muove lungo il giunto da saldare. Influisce sull'apporto di calore per unità di lunghezza ed è fondamentale per determinare la qualità della saldatura. Esiste una relazione diretta tra velocità di saldatura e potenza laser, poiché l'aumento di una richiede spesso regolazioni dell'altra per mantenere le proprietà di saldatura desiderate.
- Maggiore velocità di saldatura: Riduce l'apporto di calore per unità di lunghezza della saldatura, il che può essere utile per i materiali sottili per evitare surriscaldamento e distorsione. Tuttavia, se la velocità è troppo elevata per la potenza data, la saldatura potrebbe non essere penetrante, con conseguenti giunzioni deboli o fusione incompleta.
- Velocità di saldatura inferiore: Aumenta l'apporto di calore, portando a una maggiore fusione del materiale di base e a una penetrazione più profonda. Ciò è vantaggioso per piastre più spesse, ma può portare a surriscaldamento o a un flusso eccessivo di metallo fuso in materiali sottili.
Utilizzare la velocità di saldatura ottimale è essenziale per bilanciare l'apporto di calore ed evitare comuni difetti di saldatura come porosità, crepe o distorsioni.
3. Spessore del materiale
Lo spessore del materiale da saldare gioca un ruolo significativo nel determinare sia la potenza richiesta che la velocità di saldatura consentita. Le piastre più spesse richiedono più calore per raggiungere la penetrazione completa, il che significa che il laser deve funzionare a livelli di potenza più elevati e potrebbe essere necessario ridurre la velocità di saldatura per consentire un tempo sufficiente per l'assorbimento del calore. Al contrario, le piastre più sottili richiedono meno potenza e velocità più elevate per evitare un apporto di calore eccessivo, che potrebbe portare alla fusione o alla bruciatura.
- Piastre più spesse: Richiedere più energia per ottenere una penetrazione completa. Il laser deve fornire una potenza maggiore e la velocità di saldatura deve essere più lenta per consentire un trasferimento di energia sufficiente al materiale.
- Piastre più sottili: Richiedono meno energia, quindi la potenza del laser può essere ridotta e la velocità di saldatura aumentata. I materiali sottili sono più inclini a distorsioni legate al calore, rendendo essenziale un controllo preciso su queste variabili.
Interazione tra potenza, velocità e spessore
La relazione tra velocità di saldatura laser, potenza e spessore della piastra è un atto di bilanciamento. Per ogni spessore di materiale, esiste una combinazione ottimale di potenza laser e velocità di saldatura che assicura una saldatura di alta qualità con la corretta profondità di penetrazione e difetti minimi.
Ad esempio, se si salda una piastra di acciaio spessa, aumentare la potenza del laser senza regolare la velocità di saldatura potrebbe causare un apporto di calore eccessivo, causando difetti come deformazioni o un cordone di saldatura eccessivamente largo. D'altro canto, ridurre la velocità di saldatura senza aumentare la potenza potrebbe portare a una saldatura eccessivamente profonda, con possibile surriscaldamento del materiale. Per materiali sottili, troppa potenza combinata con una bassa velocità di saldatura può causare una fusione eccessiva del materiale o la sua bruciatura.
Relazione tra velocità di saldatura laser e spessore della piastra
Le piastre spesse richiedono velocità di saldatura più lente
Quando si saldano al laser piastre più spesse, il materiale richiede più calore per ottenere una penetrazione completa e una buona resistenza del giunto. Pertanto, la velocità di saldatura deve essere ridotta per consentire al raggio laser di trasferire il calore all'intero spessore del materiale. Se la velocità di saldatura è troppo elevata, l'energia laser non può penetrare completamente, il che può portare a una profondità di penetrazione insufficiente, saldature discontinue o resistenza del giunto insufficiente.
- Lamiera spessa (>6 mm): la velocità di saldatura deve essere lenta per garantire che l'energia laser possa penetrare completamente l'intero spessore della lamiera, formando una saldatura stabile e ad alta resistenza.
I fogli sottili possono essere saldati a una velocità maggiore
Rispetto alle piastre spesse, i materiali delle piastre sottili (<2mm) richiedono meno calore, rendendo più facile per i laser penetrare l'intero spessore. A questo punto, una velocità di saldatura più rapida può impedire efficacemente al materiale di surriscaldarsi o fondersi troppo, evitando deformazioni o bruciature durante la saldatura. Inoltre, velocità di saldatura più elevate possono anche migliorare l'efficienza della saldatura.
- Lamiera sottile (<2 mm): la velocità di saldatura deve essere elevata per ridurre i difetti di saldatura quali deformazioni e bruciature causate dal surriscaldamento del materiale.
Influenza della potenza laser sulla velocità di saldatura e sullo spessore della piastra
La potenza del laser determina l'apporto di energia durante il processo di saldatura e i laser ad alta potenza possono fornire calore più forte, rendendoli adatti alla saldatura di materiali più spessi; i laser a bassa potenza sono più adatti alla saldatura di materiali più sottili. Quando si seleziona la velocità di saldatura, la potenza del laser e lo spessore della piastra devono essere abbinati per garantire una penetrazione sufficiente senza causare surriscaldamento del materiale.
Saldatura laser ad alta potenza di lamiere spesse
Quando si saldano piastre più spesse, è richiesta una potenza laser maggiore per garantire un sufficiente trasferimento di calore all'interno del materiale, formando una piscina fusa stabile. In combinazione con una velocità di saldatura più lenta, l'energia laser può riscaldare uniformemente il materiale per un periodo di tempo più lungo, garantendo la penetrazione.
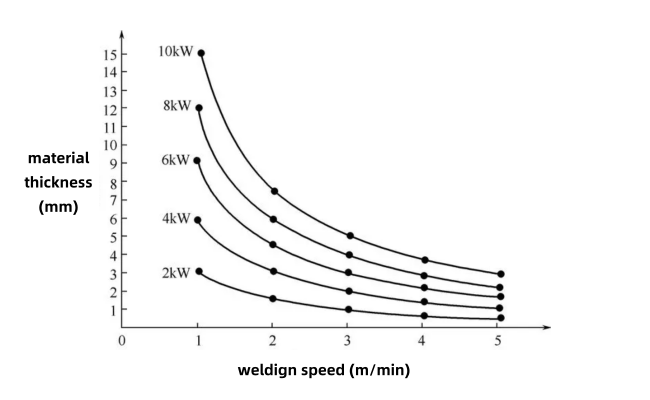
- Potenza di saldatura di 6 kW su lamiere spesse (10 mm): la velocità di saldatura è solitamente compresa tra 0,5 e 1,2 m/min.
Saldatura laser a bassa potenza di lamiere sottili
Nella saldatura di lamiere sottili, una potenza inferiore e una velocità maggiore aiutano a prevenire il surriscaldamento e la deformazione della saldatura. Di solito, quando la potenza del laser è compresa nell'intervallo di 2-3 kW, può elaborare lamiere con uno spessore inferiore a 2 mm.
- Potenza di saldatura di 2 kW per lamiere sottili (1 mm): la velocità di saldatura è solitamente compresa tra 5 e 10 m/min.
Tabella comparativa tra potenza e velocità della macchina per saldatura laser
Di seguito è riportato un esempio di confronto tra la potenza e la velocità di saldatura delle macchine per saldatura laser in diverse condizioni di spessore della piastra:
Spessore del materiale(mm) | Potenza del laser(kW) | Velocità di saldatura(m/min) |
1.0 | 2.0 | 7.0 |
2.0 | 3.0 | 4.5 |
4.0 | 4.0 | 2.5 |
6.0 | 6.0 | 1.2 |
8.0 | 8.0 | 0.8 |
10.0 | 10.0 | 0.6 |
- Lamiera sottile (1-2 mm): la combinazione di bassa potenza (2-3 kW) ed elevata velocità di saldatura (5-10 m/min) è adatta per la saldatura in questa situazione, garantendo un funzionamento rapido senza generare calore eccessivo.
- Lamiera di medio spessore (4-6 mm): la potenza media (4-6 kW) combinata con una velocità di saldatura media (1-3 m/min) può garantire la penetrazione evitando zone eccessivamente interessate dal calore.
- Lamiera spessa (>6 mm): per le lamiere spesse si utilizza un'elevata potenza (8-10 kW) combinata con una saldatura lenta (0,5-1 m/min) per garantire una penetrazione sufficiente del calore nel materiale e formare giunzioni ad alta resistenza.
Grafico di potenza, spessore e velocità della saldatura laser
La saldatura laser è una tecnologia di connessione di precisione che può fornire saldature ad alta velocità e alta qualità per vari spessori di metallo. La relazione tra potenza laser, spessore del materiale e velocità di saldatura è fondamentale per ottenere risultati ottimali. Questa è una tabella completa che descrive in dettaglio questi parametri di materiali comuni.
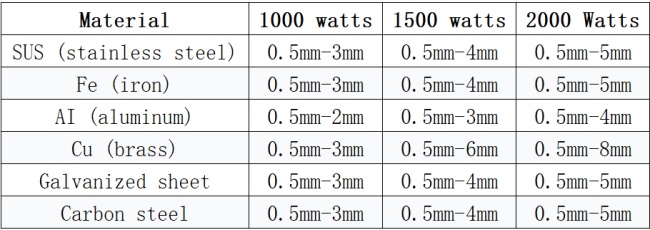
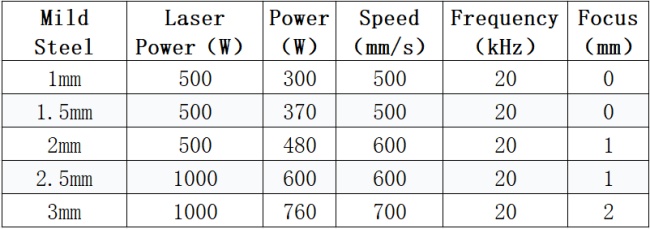
Acciaio dolce
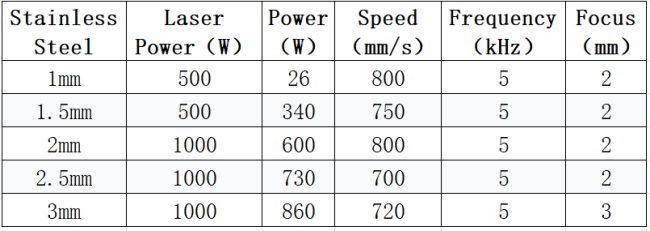
Acciaio inossidabile
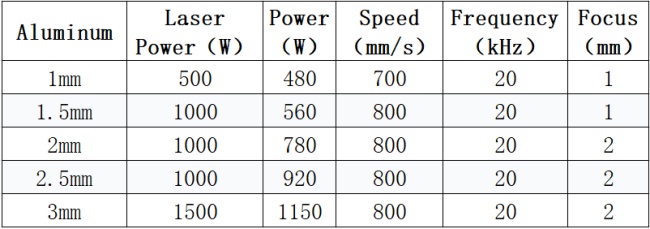
Alluminio
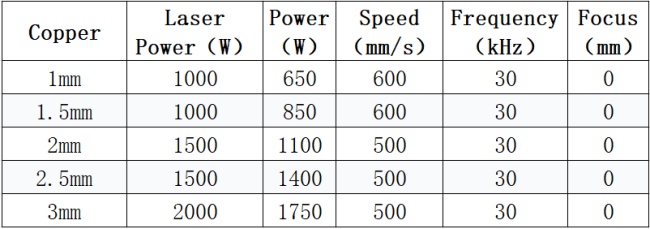
Rame
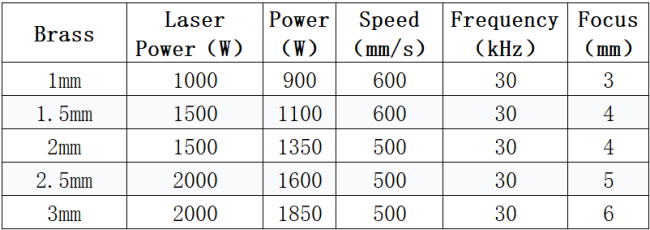
Ottone
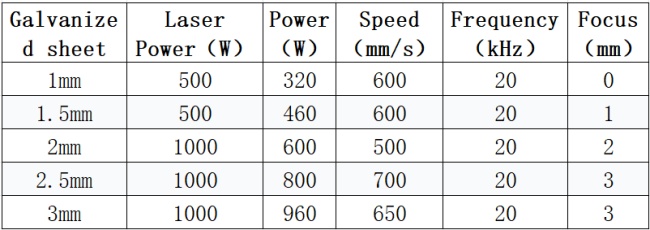
Lamiera zincata
Conclusione
In sintesi, le piastre più spesse richiedono generalmente una potenza maggiore e velocità inferiori, mentre i materiali più sottili richiedono una potenza inferiore e velocità di saldatura più elevate. Questo delicato equilibrio assicura un uso efficiente dell'energia e un'elevata qualità della saldatura. La comprensione dell'interazione tra queste variabili consente ai produttori di ottimizzare i loro processi per applicazioni, materiali e spessori specifici, ottenendo saldature più resistenti e affidabili con difetti minimi.




