Table des matières
L'axe de la presse plieuse fait partie intégrante du travail de la machine de pliage. Lorsqu'il s'agit de presse plieuse CNC, nous entendons souvent parler de termes professionnels tels que l'axe X, l'axe Y, l'axe Z, l'axe R, etc. De nombreux utilisateurs qui entrent en contact avec la presse plieuse pour la première fois devront faire la distinction entre ces axes et apprendre à les distinguer.
Des pliages simples aux conceptions complexes, ces axes contrôlent les mouvements et les réglages qui transforment les matières premières en pièces parfaitement formées. Que vous utilisiez une simple machine à 2 axes ou une presse plieuse CNC multi-axes de pointe, il est essentiel de comprendre le fonctionnement de ces systèmes pour obtenir des résultats cohérents et de haute qualité.
Chaque axe de presse plieuse participe à la mise en forme de votre pièce en guidant le mouvement de la butée arrière, le positionnement et les réglages en parfaite harmonie. En maîtrisant leur rôle, vous améliorez non seulement la précision et la productivité, mais vous réduisez également les déchets et manipulez divers matériaux en toute simplicité.
Cet article vous aide à comprendre ce qu'est un axe de presse plieuse et comment les choisir pour votre nouvelle machine.
Présentation de l'axe de la presse plieuse
Nous voyons souvent l'axe X, l'axe Y, l'axe Z et l'axe R dans les spécifications des machines. Que sont l'axe X et l'axe Y ? Quelles sont leurs fonctions ?
Sur un Presse plieuse CNC, les différents axes contrôlent le mouvement des différentes pièces dans différentes directions. La presse plieuse peut utiliser ces axes pour ajuster la taille et l'angle du pli.
Quelles sont les fonctions de l'axe de la presse plieuse ?
Un axe de presse plieuse fait référence aux trajectoires de mouvement contrôlées au sein d'une presse plieuse qui permettent des réglages précis pendant le processus de pliage. Ces axes contrôlent la manière dont le vérin, la butée arrière et les autres composants se déplacent pour positionner la tôle avec précision et obtenir l'angle de pliage souhaité. Chaque axe remplit une fonction spécifique, contribuant à la fonctionnalité et à la polyvalence globales de la presse plieuse.
Les presses plieuses modernes utilisent généralement une combinaison d'axes pour gérer des tâches telles que le positionnement de la pièce, l'alignement des doigts de butée arrière et la compensation de la déflexion de la machine. Par exemple, l'axe Y contrôle le mouvement vertical du vérin, déterminant la profondeur du pliage. L'axe X régit le mouvement horizontal de la butée arrière, garantissant un positionnement correct de la tôle. Des axes supplémentaires, tels que l'axe R et l'axe Z, permettent de régler respectivement la hauteur de la bride et le positionnement latéral. Certaines machines comprennent également un axe V pour la compensation du bombage, qui contrecarre la déflexion du banc de la machine.
Dans les presses plieuses CNC, ces axes sont gérés par un système de contrôle informatisé, permettant des réglages automatiques et une précision améliorée.
Axe Y
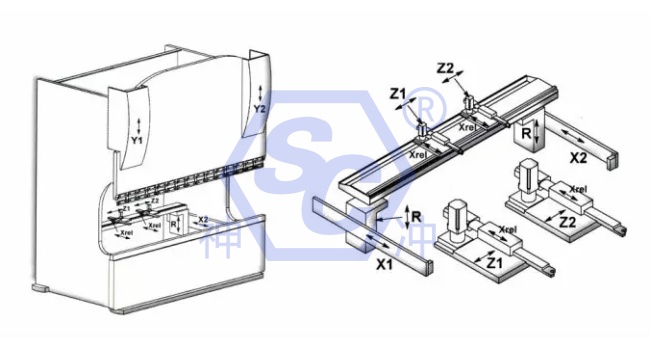
Qu'est-ce que l'axe Y de la presse plieuse ? On retrouve l'axe Y sur diverses presses plieuses CNC, généralement divisé en axe Y1 et axe Y2. L'axe Y de la presse plieuse CNC peut contrôler la course des cylindres des deux côtés, c'est-à-dire le mouvement de haut en bas du vérin de la presse plieuse.
Quel est le rôle de l'axe Y ? L'axe Y contrôle le mouvement du vérin, qui applique la force nécessaire au pliage. Pour les presses plieuses CNC, les axes Y1 et Y2 fonctionnent indépendamment des deux côtés de la partie supérieure de la machine. L'axe Y rend la descente du vérin très fluide, uniforme et stable. Y1, Y2 contrôlés par le contrôleur CNC, ce qui peut assurer une synchronisation parfaite.
Axe X
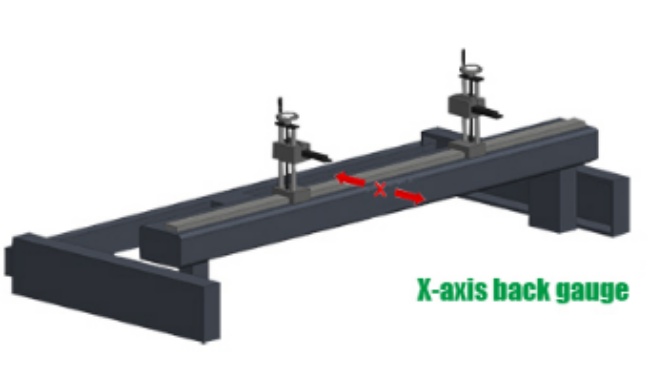
L'axe X est utilisé pour contrôler le mouvement de va-et-vient de la butée arrière. Alors, quel est le rôle de l'axe X et de la butée arrière ?
L'axe X gère le positionnement horizontal de la butée arrière, un élément crucial pour la précision du pliage. Cet axe garantit que la tôle est correctement placée par rapport au poinçon et à la matrice, ce qui permet d'obtenir des angles de pliage cohérents sur plusieurs pièces.
Lorsque nous devons mesurer la longueur de la bride d'une pièce à plier, l'axe X de la presse plieuse est utile. Il suffit de mettre la plaque métallique en contact avec la butée arrière pour déterminer le point de pliage exact et effectuer l'opération de pliage.
Tout comme l'axe Y de la presse plieuse, l'axe X de la cintreuse CNC comprend également l'axe X1 et l'axe X2, qui sont respectivement les axes de mouvement avant et arrière de la butée arrière gauche et droite.
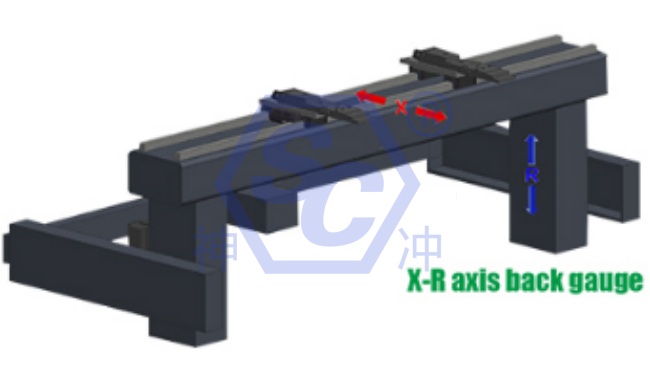
Axe R
L'axe R de la presse plieuse est similaire à l'axe X et peut contrôler le mouvement de haut en bas de la butée arrière. Il est idéal pour les travaux de pliage de pièces inclinées et personnalisées. Si vous souhaitez placer une pièce déjà tournée dans la presse plieuse pour la replier et que la pièce présente une différence de hauteur, l'axe R sera particulièrement important. Les réglages de l'axe R permettent de maintenir la qualité de pliage souhaitée, même lorsque vous travaillez avec des pièces non standard.
L'axe R1 et l'axe R2 sont respectivement les axes de déplacement vers le haut et vers le bas des doigts de butée arrière gauche et droit.
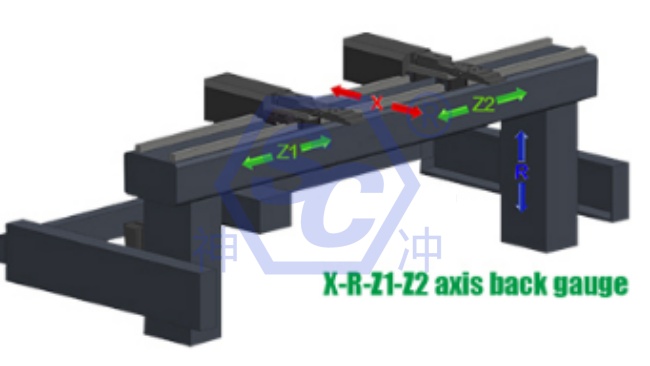
Axe Z
L'axe Z de la plieuse CNC contrôle le mouvement gauche et droit de la butée arrière. L'axe Z comprend également les axes Z1 et Z2, qui sont respectivement les axes de déplacement gauche et droit de l'engrenage arrière gauche et droit, et les deux peuvent être programmés indépendamment.
Si vous devez plier une petite pièce ou ajuster fréquemment la largeur du doigt de butée arrière, l'axe Z programmable indépendamment vous permettra de gagner du temps et d'économiser de la main-d'œuvre. L'axe Z est particulièrement utile pour créer des plis avec des positions variables ou pour travailler sur des pièces asymétriques.
Axe V
L'axe V de la presse plieuse est la compensation du bombage de la table de travail. Si la pièce à plier est lourde, le bombage de la table deviendra un problème grave. L'axe V de la presse plieuse peut vous aider à réduire ce risque en ajustant symétriquement le faisceau lumineux. Il modifie l'ensemble du faisceau lumineux mais se concentre davantage sur la résistance à la flexion au milieu.
Pour obtenir la plus grande précision, la plupart des fabricants de presses plieuses CNC installeront directement la compensation de bombage de la table de travail pendant le processus de production de la presse plieuse.
Comment comprendre le numéro de l'axe de la presse plieuse CNC ?
Qu'est-ce qu'une presse plieuse CNC à 2 axes ? La presse plieuse synchrone à barre de couple avec système de commande numérique possède généralement deux axes, à savoir : l'axe X et l'axe Y. La presse plieuse électrohydraulique servo CNC possède plus d'axes, notamment 6+1 axes, 8+1 axes et même jusqu'à 18 axes.
Dans la configuration de la cintreuse CNC, on voit souvent 3 + 1, 4 + 1, 6 + 1 et 8 + 1… que représentent-ils ?
- Axe 3+1 : Y1, Y2, X, + V ;
- Axe 4+1 : Y1, Y2, X, R, +V ;
- Axes 6+1 : Y1, Y2, X, R, Z1, Z2, +V ;
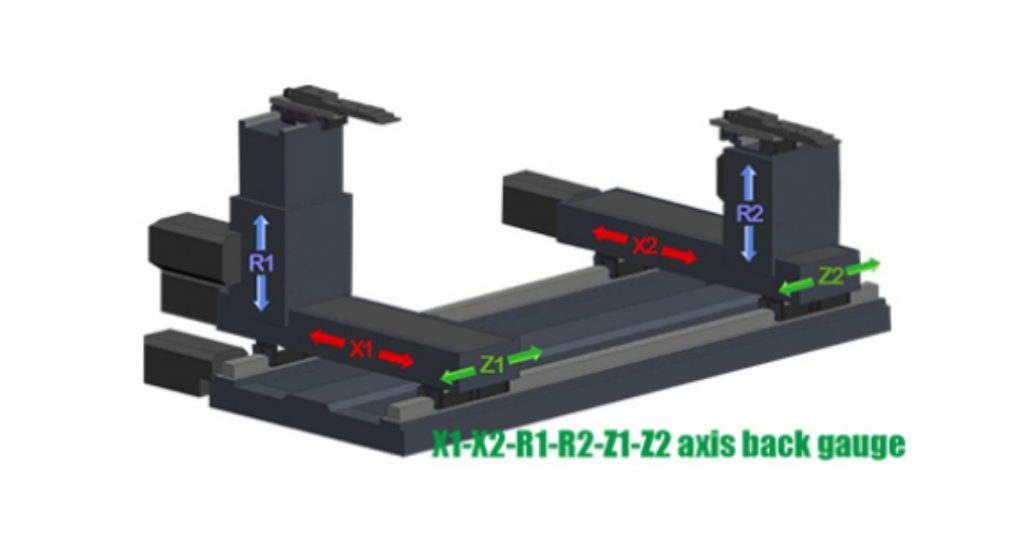
- 8+1 axes : Y1, Y2, X1, X2, R1, R2, Z1, Z2, +V ;
La presse plieuse CNC standard générale est la presse plieuse 4 + 1 axes. La presse plieuse 3 + 1 axes est généralement une presse plieuse à profil bas. Les presses plieuses 6 + 1 axes et 8 + 1 axes, également appelées presses plieuses CNC multi-axes, ont des performances plus élevées. Plus la presse plieuse à commande numérique multi-axes haut de gamme est élevée, plus elle a généralement d'axes.
Configurations d'axes courantes et leurs significations
La compréhension des configurations d'axes est essentielle pour choisir la presse plieuse adaptée à vos besoins. Chaque configuration est adaptée à des tâches de pliage spécifiques, offrant différents degrés de précision et de flexibilité.
2 axes : axes Y et X : cette configuration de base comprend l'axe Y pour le mouvement vertical du vérin et l'axe X pour le réglage horizontal de la butée arrière. Elle est idéale pour les opérations de pliage simples et les pièces plus petites.
Axe 3+1 : Y1, Y2, X et V : cette configuration ajoute un contrôle indépendant des axes Y1 et Y2 pour un mouvement précis du vérin, ainsi que l'axe V pour la compensation du bombage. Elle convient aux applications nécessitant des angles de pliage constants sur toute la longueur de la tôle.
Axe 4+1 : Y1, Y2, X, R et V : l'axe R permet le réglage vertical des doigts de butée arrière, ce qui rend cette configuration plus polyvalente. Elle est particulièrement adaptée à la manutention de matériaux avec des longueurs ou des épaisseurs de brides variables.
6+1 axes : Y1, Y2, X, R, Z1, Z2 et V : avec l'ajout des axes Z1 et Z2, cette configuration permet le mouvement latéral des doigts de butée arrière. Elle est idéale pour la production de pièces complexes avec plusieurs plis ou des conceptions asymétriques.
8+1 axes : Y1, Y2, X1, X2, R1, R2, Z1, Z2 et V : cette configuration avancée inclut le contrôle indépendant des axes X et R supplémentaires, offrant une flexibilité et une précision inégalées. Elle est conçue pour les processus de fabrication haut de gamme nécessitant des tâches de pliage complexes et une production à grande échelle.
Comment choisir le nombre d'axes de la cintreuse CNC ?
Lorsque la plupart des clients acheter des presses plieuses, le nombre d'axes est un élément essentiel de la configuration. Étant donné que le nombre d'axes de la presse plieuse détermine la capacité d'usinage de la machine, en bref, plus il y a d'axes dans la presse plieuse, plus la pièce peut être usinée de manière complexe.
En même temps, plus les axes de la presse plieuse sont nombreux, plus le prix de la machine est élevé. Par conséquent, nous devons effectuer des achats raisonnables en fonction de la demande et du budget.
Combien d'axes une presse plieuse doit-elle avoir ?
Le nombre d'axes dont doit disposer une presse plieuse dépend de vos besoins opérationnels spécifiques, notamment de la complexité des pièces, des types de matériaux et des volumes de production. Alors qu'une machine à 2 axes convient aux tâches de base, des configurations plus avancées avec plusieurs axes sont souvent nécessaires pour la fabrication de précision et les géométries complexes.
Une presse plieuse à 3+1 axes, qui comprend les axes Y1, Y2, X et V, offre une précision et une cohérence améliorées. Le contrôle indépendant de Y1 et Y2 garantit un mouvement précis du vérin, tandis que l'axe V compense la déflexion du lit pendant le pliage. Cette configuration est idéale pour les applications nécessitant des angles uniformes sur toute la longueur de la tôle.
Pour les opérations impliquant des pliages complexes ou des longueurs de brides variables, une presse plieuse à 4+1 axes est recommandée. L'inclusion de l'axe R permet un réglage vertical des doigts de butée arrière, offrant ainsi plus de flexibilité. L'ajout des axes Z1 et Z2 pour créer une configuration 6+1 améliore encore la capacité de la machine à traiter des pièces asymétriques ou des pièces aux dimensions complexes.
Les processus de fabrication haut de gamme peuvent nécessiter une presse plieuse 8+1 axes, qui comprend un contrôle supplémentaire sur le positionnement de la butée arrière et le placement de tôles inclinées. Cette configuration prend en charge les opérations avancées, notamment le pliage en plusieurs étapes et la manipulation de grandes pièces avec des tolérances serrées.
Déterminer les besoins de votre axe de presse plieuse
Plusieurs facteurs influencent le nombre d'axes dont votre presse plieuse a besoin. En les évaluant, vous vous assurez de sélectionner une machine adaptée à vos objectifs de production.
- Complexité du pliage : la complexité de vos opérations de pliage est la première considération. Les pliages simples à 90 degrés nécessitent moins d'axes, tandis que les conceptions complexes avec plusieurs angles ou des tolérances serrées exigent des configurations avancées.
- Exigences de précision et d'exactitude : une précision plus élevée exige davantage d'axes pour un contrôle indépendant, tels que Y1 et Y2 pour le mouvement du vérin. Ceux-ci garantissent des pliages uniformes et minimisent les erreurs sur toute la longueur de la tôle.
- Spécifications du matériau : le type, l'épaisseur et la longueur du matériau affectent les axes requis. Les matériaux plus épais peuvent nécessiter un bombage (axe V) pour contrer la déflexion, tandis que les feuilles plus longues bénéficient des axes Z1 et Z2 pour les ajustements latéraux.
- Exigences relatives à la butée arrière : la flexibilité du système de butée arrière détermine la gamme de pièces que vous pouvez manipuler. Des axes supplémentaires tels que R, Z1 et Z2 améliorent la capacité de la butée arrière à s'adapter à différentes longueurs et positions de bride.
- Considérations relatives à l'outillage : si votre opération utilise un outillage spécialisé ou à plusieurs étages, davantage d'axes peuvent aider à gérer l'alignement de l'outillage et sa compatibilité avec différents processus de pliage.
- Automatisation et intégration logicielle : les presses plieuses CNC dotées de commandes d'axe avancées permettent l'automatisation et la programmation, réduisant ainsi les interventions manuelles et augmentant l'efficacité de la production. L'intégration logicielle permet une meilleure synchronisation des axes.
- Contraintes d'espace et d'agencement : L'agencement physique de votre atelier peut limiter la taille ou la complexité de la presse plieuse. Les machines compactes avec moins d'axes peuvent néanmoins gérer de nombreuses tâches, mais peuvent manquer de la polyvalence des modèles plus grands.
Qu'est-ce qu'une presse plieuse à 2 axes ?
Une presse plieuse à 2 axes est la configuration la plus simple, équipée de l'axe Y et de l'axe X. La presse plieuse à 2 axes est une presse plieuse synchrone à barre de torsion. L'axe Y contrôle le mouvement vertical du vérin, qui applique une pression pour plier la tôle, tandis que l'axe X gère le positionnement horizontal de la butée arrière pour aligner la pièce avec précision.
Cette configuration est idéale pour les tâches de pliage simples, telles que la création d'angles uniformes sur des pièces plus petites. Il s'agit d'une solution économique pour les opérations impliquant des pièces de base et des réglages minimes. Cependant, l'absence d'axes supplémentaires limite la flexibilité, ce qui la rend inadaptée aux projets nécessitant des pliages complexes, des longueurs de brides variables ou des géométries complexes.
Qu'est-ce qu'une presse plieuse à 3 axes ?
Une presse plieuse à 3 axes ajoute davantage de fonctionnalités en incluant l'axe V aux côtés de l'axe Y et de l'axe X. L'axe V est responsable du bombage, qui compense toute déflexion du bâti de la machine pendant le processus de pliage. Cette fonction garantit des angles de pliage cohérents sur toute la tôle, améliorant ainsi la précision et la fiabilité.
Cette configuration est particulièrement adaptée aux fabricants qui ont besoin d'une précision accrue sans pour autant avoir recours à la complexité des machines à axes supérieurs. Elle prend en charge les opérations impliquant des matériaux légèrement plus épais ou des pièces plus grandes, où le maintien d'angles uniformes devient essentiel.
Qu'est-ce qu'une presse plieuse à 4 axes ?
Une presse plieuse à 4 axes s'appuie sur la configuration à 3 axes en incorporant l'axe R, qui contrôle le mouvement vertical des doigts de butée arrière. Cette commande supplémentaire permet des réglages pour s'adapter aux différentes hauteurs de bride et épaisseurs de matériau. Avec l'axe R, la butée arrière peut être positionnée de manière plus flexible, ce qui permet à la machine de gérer une plus large gamme de tâches de pliage.
Cette configuration est idéale pour les opérations nécessitant de la polyvalence. Par exemple, si vous travaillez avec des pièces aux formes complexes ou nécessitant plusieurs pliages de profondeurs variables, la machine 4 axes garantit un alignement et un positionnement précis. Elle convient également aux environnements de production de taille moyenne où la flexibilité et la précision sont tout aussi importantes.
Qu'est-ce qu'une presse plieuse à 6 axes ?
Une presse plieuse à 6 axes comprend les axes Y1 et Y2 pour contrôler le mouvement indépendant du vérin, l'axe X pour le positionnement de la butée arrière, l'axe R pour les réglages verticaux des doigts de la butée arrière et les axes Z1 et Z2 pour le mouvement latéral des doigts de la butée arrière. Ces axes fonctionnent ensemble pour assurer un contrôle précis du processus de pliage.
Cette configuration est idéale pour les industries qui nécessitent des opérations de pliage complexes, telles que l'automobile, l'aérospatiale et la fabrication de métaux sur mesure. Avec une presse plieuse à 6 axes, vous pouvez gérer des tâches telles que des pièces à pliage multiple avec des angles complexes et des longueurs de bride variables. Le mouvement indépendant des axes Z1 et Z2 permet une flexibilité dans le positionnement des pièces, ce qui facilite la fabrication de composants asymétriques ou de pièces à usiner avec des géométries non conventionnelles.
Qu'est-ce qu'une presse plieuse à 8 axes ?
Une presse plieuse à 8 axes représente le summum de la technologie de pliage, intégrant toutes les fonctionnalités d'une machine à 6 axes avec des caractéristiques supplémentaires pour une précision inégalée. Outre les axes Y1, Y2, X, R, Z1 et Z2, elle comprend les axes X1 et X2, qui contrôlent le mouvement horizontal indépendant des doigts de butée arrière. Cela permet des pliages en angle et un positionnement décalé, améliorant encore les capacités de la machine.
Cette configuration est spécialement conçue pour les applications de haute précision dans des secteurs tels que l'aéronautique, où la cohérence, la répétabilité et les marges d'erreur minimales sont essentielles. Le contrôle indépendant de chaque axe permet aux opérateurs de fabriquer des pièces très complexes avec une intervention manuelle minimale. Cela réduit le risque d'erreurs et améliore la productivité.
Conclusion
L'axe de la presse plieuse est l'une des configurations les plus importantes de la machine. Nous savons que choisir la bonne machine peut sembler difficile, mais il s'agit de se concentrer sur ce dont vous avez besoin maintenant et sur ce dont vous pourriez avoir besoin plus tard. Pensez aux matériaux que vous utilisez, à la taille de vos pièces et à la quantité que vous devez produire. Il s'agit de trouver l'équilibre entre performances et budget pour que votre investissement soit rentable aujourd'hui et à l'avenir.
À Machines SC, nous sommes là pour vous simplifier ce choix. Nos presses plieuses, de 2 à 11 axes, sont conçues pour gérer tout ce que vous leur soumettez, avec une précision et une fiabilité sur lesquelles vous pouvez compter. Lorsque vous êtes prêt à faire passer votre travail des métaux au niveau supérieur, nous avons les outils pour vous aider à y parvenir.




