Table des matières
Introduction
Le calcul du facteur K, de la perte de pliage et de la déduction pour pliage corrects est crucial pour obtenir une pièce finie de bonne qualité de votre part. hydraulique presse plieuse. La connaissance et la technique de la presse plieuse sont ses fondamentaux, qui sont primordiaux pour vous aider à l'utiliser en fabrication.
Calculer la longueur du motif plat à partir de la pièce 3D n’est vraiment pas si difficile. Bien que vous puissiez trouver plusieurs formules différentes prétendant calculer la tolérance de courbure, il s'agit généralement de la même formule, simplifiée uniquement en remplissant l'angle ou un facteur K. Cet article vous montrera ces informations, y compris le facteur K, la tolérance au pli et la déduction au pli.
Qu’est-ce que la tolérance de pliage ?
Les métaux peuvent effectivement être pliés. Lors de la fabrication de tôles, le métal doit être plié, non seulement pour former une certaine forme, mais également pour respecter les règles de sécurité lorsque le métal est soumis à un impact, le faisant se plier plutôt que se briser. Quel que soit le type de métal, ainsi que sa forme et son épaisseur, chaque pièce de métal présente un certain degré de tolérance à la flexion.
Définition de la tolérance de pliage
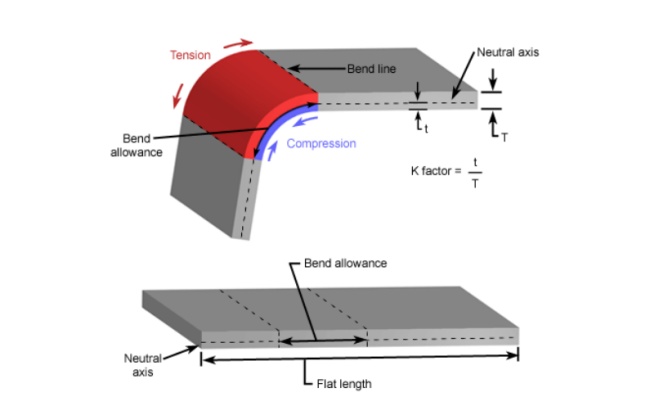
La tolérance de pliage (BA) est la longueur de l'arc de pliage mesurée le long de l'axe neutre de la plaque métallique puisque la longueur de l'axe neutre ne change pas après le pliage.
Une fois la tolérance de pliage calculée, elle doit être ajoutée à la longueur à plat pour déterminer la longueur de tôle requise pour former la pièce souhaitée.
Comment calculer la tolérance de pliage
Comme le montre la figure ci-dessous :
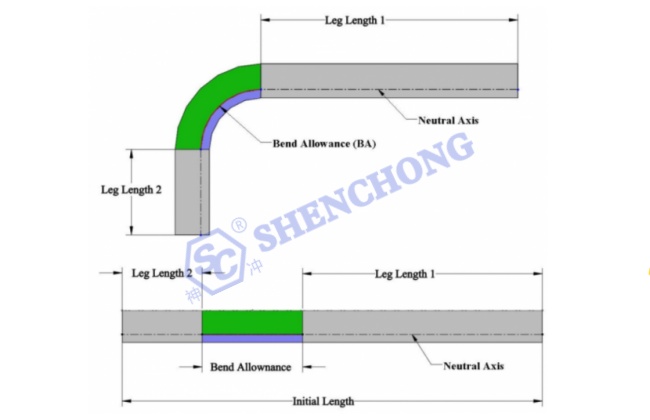
La formule suivante est utilisée pour calculer la longueur à plat :
Longueur de la tôle = Longueur de jambe 1 +BA + Longueur de jambe 2
Formule de calcul de l'allocation de pliage
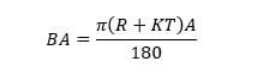
A – Angle de courbure
R – Rayon intérieur
K – Facteur K
T – Épaisseur du matériau
Commençons par un simple support en L. L'image montre que les pieds du support mesurent 2" et 3". L'épaisseur du matériau est de 0,125", le rayon intérieur est de 0,250" et l'angle de courbure est de 90 degrés. La longueur plate est la somme de la partie plate des deux brides plus la longueur passant par l'arc de la zone de pliage. Mais est-ce que vous calculez cela à l’intérieur du matériau ou à l’extérieur ? Ni l'un ni l'autre! C’est là que le facteur K entre en jeu. Le facteur K est le pourcentage de l'épaisseur du matériau où il n'y a pas d'étirement ou de compression du matériau, par exemple l'axe neutre. Pour ce simple support en L, j'utiliserai un facteur K de 0,42.
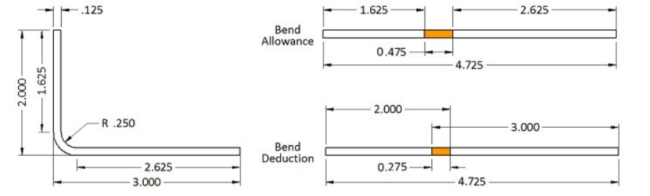
En utilisant la formule ci-dessus, nous avons : Tolérance de courbure = 90 * (π / 180) * (0,250 + 0,42 * 0,125) = 0,475″.
La longueur du motif plat est donc de 1,625" + 2,625" + 0,475", ce qui équivaut à 4,725". Ainsi, si vous additionnez la longueur à plat de toutes les brides et ajoutez une marge de pliage pour chaque zone de pliage, vous obtenez la longueur à plat correcte de la pièce.
Mais regardez le dessin. Ce n’est pas ainsi que nous dimensionnons habituellement une pièce en tôle. Les dimensions correspondent généralement à l'intersection des brides ou de la ligne de moule. Cela signifie que nous devons soustraire deux fois l'épaisseur du matériau plus le rayon de courbure (également appelé retrait) pour chaque zone de courbure. Pour cet ensemble de dimensions, il serait plus facile de calculer la valeur de compensation de courbure. La valeur Compensation de pliage vous permet d'additionner la longueur de chaque bride à l'aide des dimensions de la ligne de moulage, puis d'ajouter une compensation de pliage par zone de pliage au total. Il s'agit de -0,275, un nombre négatif, ce qui signifie que vous soustraireez ce montant du total des longueurs de bride, 5", pour obtenir 4,725".
Qu’est-ce que le facteur K ?
Le facteur K est le pourcentage de l'épaisseur du matériau pour lequel il n'y a pas d'étirement ou de compression du matériau dans la zone de pliage.
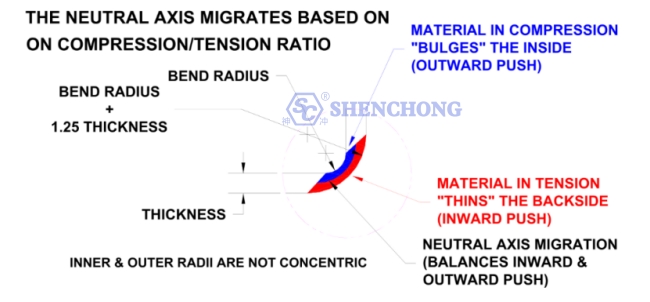
Plus le matériau est dur, moins il y a de compression à l’intérieur du pli. Par conséquent, plus d'étirement à l'extérieur et l'axe neutre se déplace vers l'intérieur du virage. Les matériaux plus souples permettent plus de compression à l'intérieur et l'axe neutre reste plus proche du centre de l'épaisseur du matériau.
Le rayon de courbure a un effet similaire. Plus le rayon de courbure est petit, plus le besoin de compression est important et l'axe neutre se déplace vers l'intérieur du virage. Sur un rayon plus grand. l'axe neutre reste proche du centre de l'épaisseur du matériau.
Pour comprendre le facteur K, nous devons d’abord comprendre l’axe neutre.
Lorsque la tôle est pliée, la surface inférieure est comprimée et la surface supérieure est étirée. L'axe neutre est situé à l'intérieur du métal où il ne sera ni comprimé ni dilaté, lui permettant de conserver une longueur constante.
Axe neutre
L'axe neutre ne change pas. Lors du développement d'une longueur de flan plat, il y a une longueur de la pièce qui ne change pas. Cette longueur est appelée l'axe neutre. Le matériau à l’intérieur de l’axe neutre se comprimera, tandis que le matériau à l’extérieur s’étirera. En fonction de l'épaisseur du matériau, du rayon de forme et des méthodes de formage, le rapport compression/tension dans la pièce changera.
Une pièce pliée sur un rayon très pointu, par rapport à son épaisseur, s'étirera davantage vers l'extérieur, ce qui signifie que l'axe neutre sera plus proche de l'intérieur du pli. Une pièce qui se plie progressivement aura moins d'étirement extérieur, ce qui signifie que l'axe neutre sera plus proche du centre de la pièce.
Dans la tôle plate, l'axe neutre est uniformément situé à la moitié de l'épaisseur de la tôle, mais il se déplacera lors du pliage.
Le changement de position de l'axe neutre est déterminé par divers facteurs tels que les propriétés du matériau, l'épaisseur, l'angle de pliage, le rayon interne et la méthode de pliage de la plaque.
Comment calculer les facteurs K
Mathématiquement, le facteur K représente le rapport entre la position de l'axe neutre (t) et l'épaisseur de la plaque (T).
Formule des facteurs K
Où t est la distance entre la surface intérieure et l'axe neutre et T est l'épaisseur du métal.
Le facteur K est déterminé par les propriétés physiques du matériau, la méthode de pliage, l'angle de pliage et d'autres facteurs.
La valeur des facteurs K sera toujours comprise entre 0 et 1. Si le facteur ak est de 0,25, cela signifie que l'axe neutre est situé à 25% de l'épaisseur du matériau de tôlerie de la pièce. De même, s'il est de 0,5, cela signifie que l'axe neutre est situé à 50% de toute l'épaisseur.
Propriétés matérielles: il se situe généralement entre 0,30 et 0,50. En général, le facteur K du cuivre mou ou des matériaux en cuivre tendre est de 0,35, le facteur K des matériaux tels que le cuivre semi-dur ou le laiton, l'acier doux et l'aluminium est de 0,41 et le facteur K des matériaux tels que le bronze, le cuivre dur, l'acier laminé à froid et l'acier à ressorts sont de 0,45.
Rayon de courbure: plus le rayon de courbure est petit, plus le facteur K est élevé.
Épaisseur de matériau: plus l'épaisseur du matériau est grande, plus le facteur K est élevé.
Limite d'élasticité du matériau : plus la limite d'élasticité est élevée, plus le facteur K est petit.
Module d'élasticité (également appelé module d'Young) : plus l'épaisseur du matériau est grande, plus le facteur K est élevé.
Dans la fabrication de tôles de précision en utilisant Presse plieuse CNC, le facteur K est un facteur crucial. Le facteur K est utilisé pour calculer le plan de pliage, qui est directement lié à la longueur de la tôle étirée pendant le pliage.
C'est la valeur fondamentale pour déterminer la tolérance de flexion et la déduction de flexion.
Étant donné que le rapport entre la distance à l'axe neutre et l'épaisseur de la plaque détermine la position de l'axe neutre dans la plaque métallique, connaître le facteur K permet de déterminer la position de l'axe neutre après pliage.
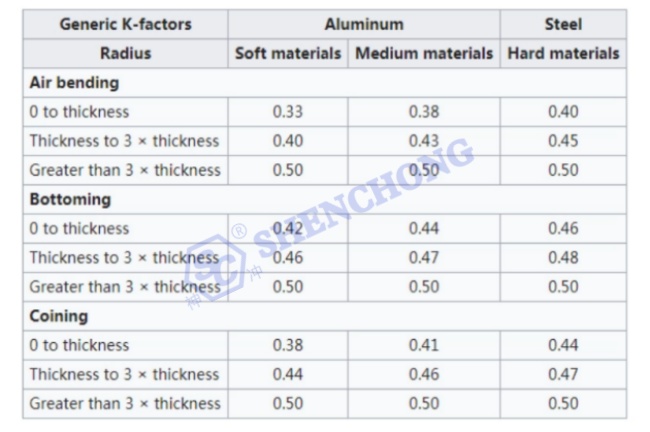
Facteurs K pour l’aluminium et l’acier
Vous pouvez également déterminer le facteur K à l'aide du tableau ci-dessous :
Facteurs K pour le cuivre, le laiton et le bronze
Après une étude minutieuse, il a été constaté que le système SolidWorks fournit également des algorithmes de compensation de flexion pour les matériaux spécifiques suivants à un angle de flexion de 90 degrés. La formule de calcul spécifique est la suivante :
Matériau en laiton souple ou en cuivre souple : BA=(0,55 * T)+(1,57 * R)
Matériaux tels que le cuivre ou le laiton semi-dur, l'acier doux et l'aluminium : BA=(0,64 * T)+(1,57 * R) Matériaux tels que le bronze, le cuivre dur, l'acier laminé à froid et l'acier à ressort : BA=(0,71 * T)+(1,57 * R) En fait, si nous simplifions l'équation (7), fixons l'angle de courbure à 90 degrés et calculons la constante, l'équation peut être transformée en :
BA=(1,57 * K * T)+(1,57 * R)
Ainsi, pour les matériaux en laiton mou ou en cuivre mou, en comparant la formule de calcul ci-dessus, nous pouvons obtenir 1,57xK=0,55K=0,55/1,57=0,35. Il est facile de calculer les valeurs du facteur K de plusieurs types de matériaux répertoriés dans le livre en utilisant la même méthode.
Matériau en laiton souple ou en cuivre souple : K=0,35.
Matériaux tels que le cuivre ou le laiton semi-dur, l'acier doux et l'aluminium : K=0,41.
Matériaux tels que le bronze, le cuivre dur, l'acier laminé à froid et l'acier à ressort : K=0,45.
Qu’est-ce que la déduction pour virage ?
Lors du pliage de tôles, en raison d'une déformation plastique incomplète du matériau et des limitations structurelles de la machine-outil elle-même, l'angle et la longueur de la pièce pliée peuvent s'écarter des dimensions conçues. Afin de garantir que la précision du pliage et que la taille de la pièce répondent aux exigences, il est nécessaire d'envisager une déduction de pliage lors de la production du dessin, c'est-à-dire de réduire la taille du pliage à effectuer.
Définition de la déduction de courbure
La déduction de courbure est la longueur de matériau que nous devons retirer de la longueur totale de la plaque pour obtenir le motif plat correct.
Principe de déduction des virages
Le principe de la déduction en flexion est d'utiliser la déformation élastique du matériau, de sorte que la longueur et l'angle après flexion puissent répondre aux exigences de conception. Lors du pliage, la tôle est placée sur la machine à cintrer, qui applique une force de pliage pour provoquer une déformation élastique de la tôle, entraînant des changements de forme et d'angle, et finalement devenant la forme souhaitée. Dans ce processus, la déduction de flexion peut être contrôlée avec précision en ajustant la taille du dessin, obtenant ainsi la précision et la taille requises par la conception.
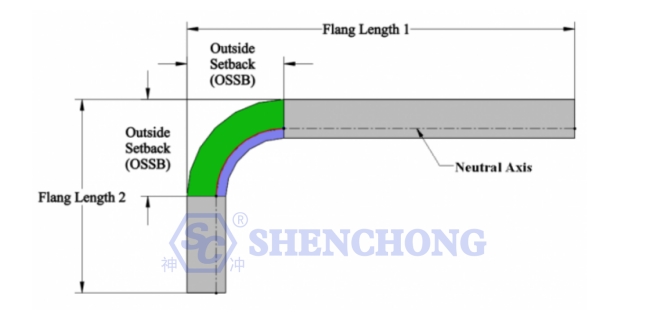
Selon la figure ci-dessus, la déduction pour virage est la différence entre la marge de virage et le double du retrait extérieur.
Formule de calcul de déduction de courbure

Où:
OSSB – Le retrait extérieur (la longueur de la pièce qui s'étend au-delà de l'angle de pliage).
R – Rayon de courbure
K – Facteur K (déterminé par les propriétés et l’épaisseur du matériau)
T – Épaisseur du matériau
A – Angle de courbure souhaité en degrés
Supposons que nous souhaitions plier une tôle d'acier inoxydable de 2 mm d'épaisseur à un angle de 90° avec un rayon de courbure intérieur de 3 mm. Le facteur K de ce matériau est connu pour être de 0,44. Calculons la déduction de courbure étape par étape :
- Calculez la tolérance de pliage (BA) :
BA = π * (R + K * T) * (A / 180)
Où R est le rayon de courbure intérieur, K est le facteur K, T est l'épaisseur de la tôle et A est l'angle de courbure.
Brancher les valeurs:
BA = π * (3 + 0,44 * 2) * (90/180) = 4,39 mm
- Calculez la marge extérieure (OSSB) :
OSSB = R + T = 3 + 2 = 5 mm
- Calculez la déduction pour courbure (BD) :
BD = 2 * OSSB – BA
Brancher les valeurs:
BD = 2 * 5 – 4,39 = 5,61 mm
Par conséquent, pour obtenir un pliage à 90° avec un rayon de courbure intérieur de 3 mm sur cette tôle d'acier inoxydable de 2 mm d'épaisseur, nous devons régler la déduction de pliage à 5,61 mm pendant le processus de pliage.
Cela signifie que nous devons trop plier la tôle de 5,61 mm pour compenser le retour élastique après le pliage, pour finalement obtenir l'angle de pliage souhaité de 90°.
Le calcul de la déduction pour pliage peut aider à déterminer les dimensions de la pièce avant le pliage, permettant ainsi une meilleure planification de la production et une réduction des déchets de matériaux.
Principales fonctions de la déduction de flexion
- Assurer la précision du pliage. La déduction de pliage peut contrôler la longueur et l'angle de la tôle pliée, garantissant ainsi que les pièces de tôle produites répondent aux exigences de taille et de précision de la conception.
- Améliorer l’efficacité du traitement. La conception de la déduction de pliage réduit non seulement la taille de la production, mais évite également les expériences et les ajustements répétés, améliorant ainsi l'efficacité de la fabrication des pièces en tôle.
- Réduisez le gaspillage de matériaux. En utilisant la déduction de pliage pour contrôler les dimensions, un traitement excessif ou un gaspillage de matériaux peuvent être évités, réduisant ainsi les coûts et améliorant l'efficacité de la production.
En bref, la déduction au pliage est un maillon très important dans le processus de traitement de la tôle, et c'est également la clé pour garantir la qualité et la précision du produit fini. Dans le traitement réel, la valeur de déduction de flexion doit être ajustée raisonnablement en fonction de la situation spécifique pour obtenir le meilleur effet de traitement.
Matériaux avec une tolérance de pliage différente
Quel métal peut bien se plier ?
Tous les métaux ont un certain degré d'élasticité. Certains métaux sont plus élastiques que d’autres et peuvent atteindre des tolérances de flexion plus importantes que d’autres matériaux. Les métaux sont classés en fonction de leur module élastique, qui est le rapport entre la contrainte et la déformation lors de la déformation du métal. Le module élastique est également un moyen de mesurer la rigidité d'un matériau ou la résistance élastique. D'autres matériaux tels que le caoutchouc et le verre peuvent également être calculés de la même manière.
Étonnamment, l’un des métaux les plus élastiques est le nickel-titane, également connu sous le nom de nickel-titane, avec une pression de 28 GPa. Il peut être resserré plusieurs fois dans une large mesure sans être considéré comme déformé. Parmi les types de métaux courants, les deuxièmes plus grands métaux élastiques comprennent 45 GPa d'étain, de magnésium, de cadmium et 69 GPa d'aluminium. Bien sûr, l’aluminium est connu pour sa légèreté et sa capacité de flexion, mais en termes de métaux purs, y compris les alliages, certains métaux peuvent le surpasser à cet égard.
Quels métaux ne peuvent pas bien se plier ou se briseront s’ils sont trop pliés ?
Comme on le sait, la plupart des métaux sont très durs et si le matériau n’est pas plié, il se brisera définitivement lorsqu’il sera plié. Parmi tous les alliages, le tungstène est le métal le plus dur, atteignant jusqu'à 411 GPa. Même sous sa forme la plus fine, le tungstène est difficile à plier et risque donc de se briser comme du verre. Le deuxième métal le plus dur est le cuivre-béryllium 304 GPa. Le chrome est un matériau présent dans les diamants et autres pierres précieuses, se classant troisième avec 279 GPa. Le fer forgé et le cobalt ont tous deux 211 GPa. À 210 GPa, vous disposez de tôles beaucoup plus courantes, telles que l'acier, l'acier inoxydable, le cobalt et le nickel. Comme vous le savez, la plupart des métaux sont considérés comme très durs, mais comme mentionné précédemment, certains métaux ne sont pas aussi durs que d’autres.
Conclusion
Le facteur K, également connu sous le nom de facteur de rayon de courbure, représente la tendance du matériau à s'étirer sur la surface extérieure et à se comprimer sur la surface intérieure lors du pliage.
Un calcul correct du facteur K est important pour déterminer la position de l'axe neutre et minimiser les défauts potentiels tels que les fissures ou les plissements.
La tolérance de courbure fait référence au matériau supplémentaire requis pour s'adapter au rayon de courbure, empêchant ainsi un étirement ou une compression excessive du matériau.
Un calcul précis de la perte de pliage est essentiel pour garantir que les dimensions finales de la pièce correspondent aux spécifications de conception.
La déduction de courbure, en revanche, compense l'effet de retour élastique du matériau, où la partie pliée a tendance à se déplier partiellement une fois la force de flexion supprimée.
La prise en compte de la déduction de pliage est essentielle pour obtenir l’angle de pliage souhaité et maintenir la précision dimensionnelle.
En comprenant et en appliquant correctement ces facteurs essentiels, vous pouvez optimiser leurs processus de pliage, minimiser le gaspillage de matériaux et produire systématiquement des composants pliés de haute qualité qui répondent aux exigences les plus strictes.




