Table des matières
L'outillage de la presse plieuse est un moule utilisé par le hydraulique presse plieuse machine pour façonner et traiter des matériaux en feuille. Cet outil se compose de différentes parties et différents moules sont constitués de différentes parties. Il réalise principalement le traitement de la forme de l'objet en modifiant l'état physique du matériau formé. Outil utilisé pour transformer une ébauche en une pièce avec une forme et une taille spécifiques sous la pression d'un frein de pliage.
Le matériau, l'épaisseur, les dimensions de longueur et de largeur de la tôle, ainsi que les différentes formes et angles conçus, nécessitent l'utilisation de différents outillages de presse plieuse pour le pliage. D'une manière générale, le pliage nécessite l'utilisation de poinçons supérieurs et de matrices inférieures de presse plieuse de différentes hauteurs, formes et largeurs de V, et plus encore, des moules spéciaux avec des formes spéciales sont nécessaires. Cet article présente les différents types d'outillage de presse plieuse et apprend aux utilisateurs comment sélectionner, utiliser et entretenir le poinçon supérieur et les matrices inférieures de la presse plieuse.
Introduction générale de l'outillage de presse plieuse
Structure des moules de presse plieuse
Le moule de presse plieuse peut être divisé en deux catégories en termes de structure : le poinçon supérieur de presse plieuse et les matrices inférieures de presse plieuse. Dans les opérations de pliage, la grande majorité du poinçon supérieur est le moule actif et la matrice inférieure est le moule passif. Si la matrice inférieure est fixe et non déplacée, le poinçon supérieur est déplacé en force. D'une manière générale, à l'exception des ensembles spéciaux d'outillage de presse plieuse, une matrice inférieure de presse plieuse peut correspondre à plusieurs poinçons supérieurs, et les opérateurs peuvent choisir en fonction des besoins de conception du produit.
Types d'outillage de presse plieuse
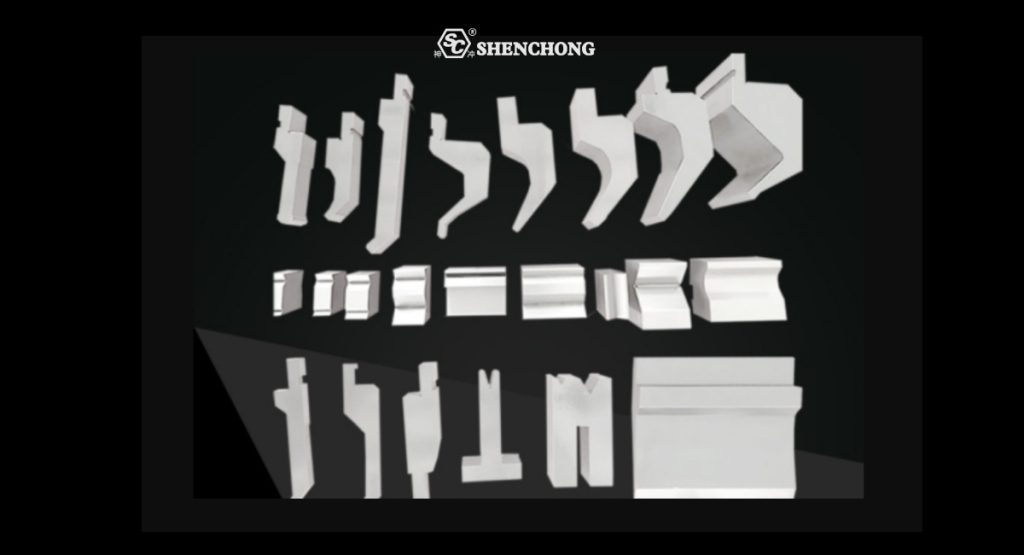
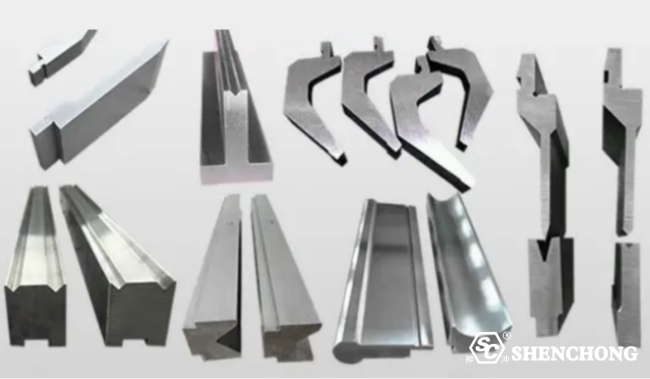
Il existe différents types de moules pour presses plieuses, notamment des moules en forme de V, des moules en forme de U, des moules polygonaux, des moules semi-circulaires, etc. Chaque type de moule est adapté aux besoins de traitement et aux types de matériaux spécifiques. Par exemple, les moules en forme de V et en U sont couramment utilisés pour plier des tôles, tandis que les moules polygonaux et semi-circulaires conviennent au pliage de formes et d'angles spécifiques. La forme et la taille spécifiques de ces moules sont sélectionnées en fonction des exigences de conception et de traitement de la pièce.
Il existe de nombreux types d'outils de coupe pour les machines à cintrer CNC, comprenant généralement des moules supérieurs standard pour le pliage à angle droit, des moules supérieurs pointus, des moules à couteaux aplatis, des moules à couteaux en forme de R, un poinçon supérieur décalé, des matrices inférieures 1 V, des matrices inférieures 2 V, 3U, Matrices inférieures 4 V, matrices inférieures de presse plieuse en caoutchouc Yuli, matrices inférieures en caoutchouc dur, rails de guidage de moule inférieurs, support de matrice inférieur, moules de pliage par différence de segment, moules de pliage de formation, moules de pliage combinés, moules de pliage sans rayures, etc. Divers moules non standard peut être conçu en fonction de différentes situations.
En termes d'utilisation, les moules des machines de freinage à cintrer sont généralement divisés en moules standards et moules spéciaux. D'une manière générale, l'angle de la pointe supérieure du poinçon de la presse plieuse est de 30 degrés (l'angle réel est de 26 à 28 degrés), l'angle d'encoche inférieur de la matrice est de 30 degrés, 45 degrés, 60 degrés, 80-90 degrés, etc., et 60 degrés, 78-88 degrés, etc.
Du point de vue de la forme, le poinçon supérieur de la machine à cintrer peut être divisé en moule à lame tranchante, moule à arc circulaire, moule à lame de pliage et moule de formage. D'une manière générale, les moules à couteaux tranchants mesurent principalement 30 degrés et 60 degrés, parfois avec des angles spéciaux spécifiés tels que 45 degrés et 55 degrés. Les moules à arc sont principalement conçus avec différents diamètres et longueurs d'arc. La matrice de pliage est principalement utilisée pour éviter les pièces en forme de U ou les pliages multiples. Le plus complexe est la matrice de formage. La matrice de formage peut être intégrée ou combinée. D'une manière générale, la matrice combinée est conçue, fabriquée et combinée à partir des moules supérieur et inférieur. Du point de vue du coût de production, le coût de fabrication de la matrice de formage complète sera beaucoup plus élevé (en particulier pour les grands moules) et la précision est difficile à contrôler. La matrice combinée présente de grands avantages dans les grands moules et les moules graphiques complexes.
L'outillage de presse plieuse peut être divisé en moule unique et moule multifonction en fonction de sa fonction. Un moule unique ne peut fabriquer qu'un seul type de pièce, tandis que le moule multifonctionnel peut traiter différents types de pièces. Certains peuvent être démontés et assemblés, également appelés moules composites, tels que les moules à différence de segments et les moules de formage.
Selon le nombre d'encoches du moule, la matrice inférieure de la presse plieuse peut être grossièrement divisée en matrice inférieure simple en V, matrice inférieure double en V et matrice inférieure multi-V. Comme son nom l'indique, la surface des matrices inférieures en V simple et double V ne comporte qu'une ou deux encoches de moule, ce qui est courant dans Presses plieuses CNC et a une grande précision. Grâce à son repère fixe, également appelé moule concentrique, il peut être facilement remplacé. La matrice inférieure multi V est principalement un moule carré, avec plusieurs encoches de moule sur les quatre surfaces et de différentes tailles. L'avantage est que le moule possède plusieurs rainures, qui peuvent s'adapter au pliage de diverses plaques épaisses.
De nos jours, avec le progrès continu de la société, les exigences en matière de produits augmentent également constamment, et les diverses exigences en matière de produits et de matériaux pliés augmentent également constamment. Le moule inférieur des cintreuses est également en constante évolution. Les moules inférieurs intégrés, les moules inférieurs sans indentation et les moules inférieurs à ouverture réglable ont été largement utilisés dans diverses industries.
Types courants de poinçon supérieur et de matrices inférieures de presse plieuse à vendre
1. Poinçon supérieur standard ordinaire et matrices inférieures
Un poinçon supérieur standard et des matrices inférieures sont utilisés pour le pliage à des angles de 90° à 180°. Avantages : polyvalent pour les plaques épaisses et fines, durable et largement utilisé.
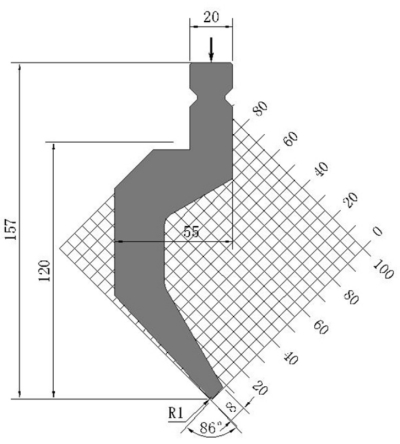
2. Poinçon supérieur à lame tranchante
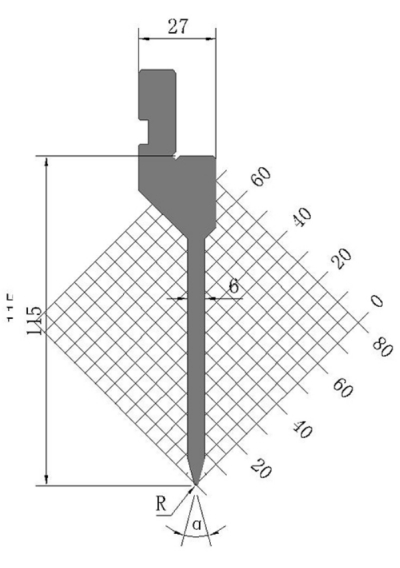
Le poinçon supérieur à lame tranchante est utilisé pour des angles de pliage de 20 ° à 180 °. Avantages : il peut plier des angles et des tailles plus petits, avec une courbe R plus petite après pliage, une belle apparence et des bords clairs.
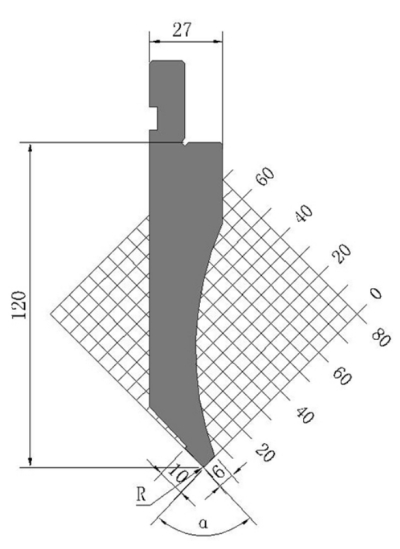
3. Poinçon supérieur à grand pliage (poinçon supérieur à col de cygne)
Le poinçon supérieur de la presse plieuse à col de cygne est utilisé pour des angles de pliage de 30 ° à 180 °. Avantages : utilisé pour les produits en forme de U qui ne peuvent pas être complétés par des moules standards et pointus, avec une large gamme d'applications.
4. Outillage de presse plieuse à ourler
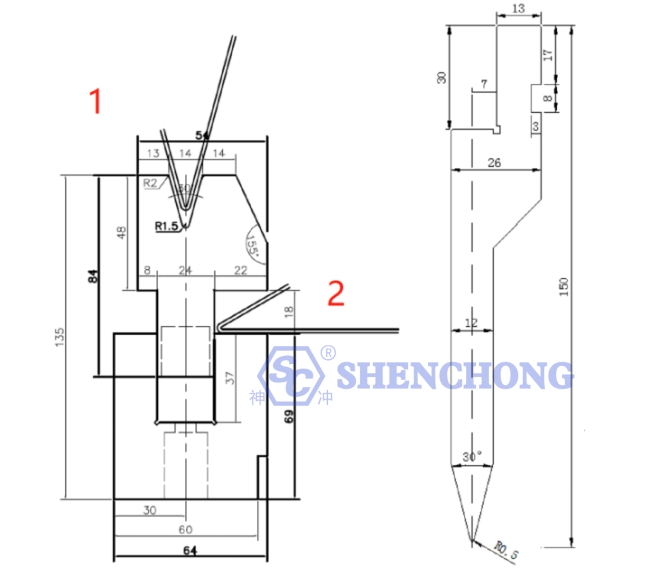
L'outillage de presse plieuse à ourler est utilisé pour ourler les bords, adapté à l'association avec des matrices pointues. Tout d'abord, utilisez la matrice pointue pour plier la pièce à un angle inférieur à 45 °, puis utilisez la matrice d'aplatissement pour appuyer sur le bord mort, principalement utilisé pour renforcer le cadre.
5. Outillage de presse plieuse « Z »
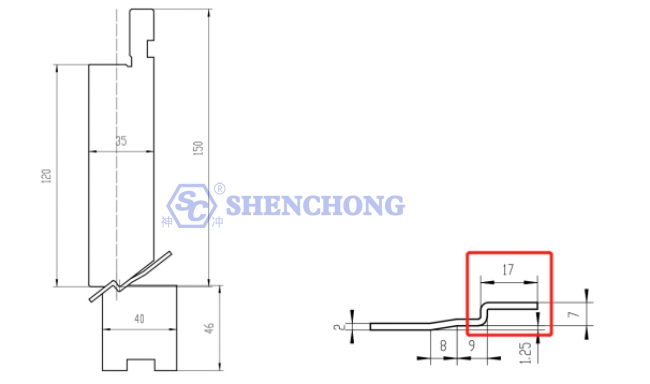
La matrice « Z » est principalement utilisée pour le pliage unique de pièces en forme de « Z » de petite taille, divisées en types fixes et réglables.
6. Moule de formage de presse plieuse
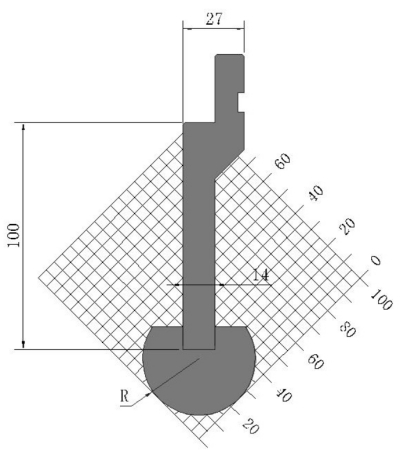
Le moule de formage (y compris le moule à arc, le moule de formage unique pour cadre de porte, le formage en forme de U, le moule pour poteau de lampe, etc.) est généralement utilisé pour plier des produits complexes et comprend plusieurs angles et styles de pliage. Par conséquent, un moule de formage par pliage unique est conçu pour améliorer la précision et l’efficacité du pliage.
7. Même matrice inférieure à noyau
La même matrice inférieure à noyau fait généralement référence au moule inférieur utilisé conjointement avec une machine à cintrer CNC, composé d'un support de moule et de moules inférieurs segmentés. Le même noyau fait référence à l'utilisation de n'importe quelle rainure qui doit uniquement être modifiée par la rainure spécifiée, sans qu'il soit nécessaire de recentrer les positions supérieure et inférieure du moule. Le changement de moule est très pratique et la précision d'usinage est élevée.
8. Matrice inférieure sans indentation
La structure du moule rotatif sans indentation à plaque rabattable. Pendant le processus de pressage de la pièce dans le corps de matrice inférieur par le poinçon supérieur, en raison du contact entre la pièce et le plan de la plaque rabattable rotative, la plaque rabattable rotative tourne dans le corps inférieur du moule et la pièce ne glisse pas par rapport à la plaque rabattable rotative pendant tout le processus de pliage. En même temps, la pièce est en contact avec la plaque rabattable rotative, éliminant les marques de pression et les rayures causées par la compression sur la surface de la pièce, améliorant ainsi efficacement la qualité de l'apparence et la précision de la pièce. En plus des deux types de structures de moule sans indentation mentionnés ci-dessus, qui peuvent résoudre l'indentation sur la surface de la pièce pendant le pliage, l'utilisation de tampons en caoutchouc anti-indentation, de manchons en caoutchouc anti-indentation pour moule concave unique en V, de colle supérieure en forme de bloc + Le revêtement du tampon AT, les moules concaves en caoutchouc dur et d'autres méthodes peuvent également être utilisés pour résoudre l'indentation sur la surface de la pièce pendant le pliage, répondant ainsi aux exigences de qualité du produit. Cependant, les patins en caoutchouc, les manchons en caoutchouc, les blocs en caoutchouc de qualité supérieure et le caoutchouc dur sont sujets à la déformation et ont une courte durée de vie pendant le processus de pliage, ce qui affecte la précision dimensionnelle de la pièce pliée. Ils ne conviennent que pour le pliage de pièces ayant de faibles exigences en matière de précision dimensionnelle.
La matrice inférieure sans indentation comprend une matrice inférieure sans indentation de type bille, une matrice inférieure sans indentation à plaque rabattable et une matrice inférieure sans indentation adhésive supérieure. L'objectif principal d'une matrice inférieure sans indentation est d'éviter les rayures, les rayures et les indentations sur la surface du matériau.
Matériau d'outillage de presse plieuse
Généralement, les outils de presse plieuse sont constitués de T8, T10, T10A et 42CrMo, qui nécessitent principalement une résistance, une ténacité et une bonne résistance à l'usure. L'acier pour moules pour travail à froid est sélectionné Cr12MoV est un très bon matériau. Ses performances peuvent répondre aux exigences et ses performances de processus sont également bonnes. Le prix sera plus élevé. Le 42CrMo est un acier trempé et revenu en alliage à haute résistance, doté d'une haute résistance et d'une bonne ténacité. Il peut fonctionner en dessous de 500 degrés
Lors du choix du matériau pour l'outillage de la machine-outil de presse plieuse, les usines et les utilisateurs doivent prendre en compte plusieurs caractéristiques : la dureté, la résistance à la chaleur et la résistance à l'usure. Nous choisissons généralement l'acier au carbone T8-T12 pour les outils de presse plieuse, parmi lesquels le T10 est plus couramment utilisé, avec une ténacité modérée et une bonne résistance à l'usure. Après traitement thermique, la dureté la plus élevée peut atteindre 60HRC ou plus et son coût de production est relativement faible. Cependant, sa trempabilité et sa résistance à la chaleur (250 ℃) sont médiocres.
Si vous avez besoin de meilleurs matériaux de moulage, choisissez l'acier de construction en alliage à haute résistance 42CrMo. Le 42CrMo appartient à l'acier à ultra haute résistance, qui présente une résistance et une ténacité élevées, de bonnes propriétés de trempe, une limite de fatigue élevée et une résistance aux impacts multiples après traitement de trempe et de revenu. Il peut fonctionner en dessous de 500 ℃. La dureté après traitement thermique est d'environ 45-48HRC, ce qui est plus approprié.
Sélection d'outillage de presse plieuse
L'utilisation de différentes combinaisons d'outils de presse plieuse peut obtenir différentes hauteurs de combinaison de moules pour le traitement de différentes pièces. La distance entre les pointes des outils de différentes combinaisons de moules ne peut pas dépasser la moitié de leur course moins la largeur de l'encoche en V.
Lors du traitement de différentes pièces, différents moules doivent être utilisés. Une sélection incorrecte du moule rend non seulement le traitement difficile, mais peut également entraîner la mise au rebut du produit. Avant de sélectionner un moule, il est nécessaire de comprendre les paramètres de traitement de la presse plieuse et du moule pour éviter les situations dans lesquelles ils ne peuvent pas correspondre.
Les paramètres de la machine-outil comprennent : la course, la capacité de pressurisation, la hauteur d'ouverture et le type de serrage rapide.
Paramètres de l'outillage de la presse plieuse : (type porte-poinçon), tonnage de résistance à la pression (pression de flexion maximale).
Sélection du poinçon supérieur de la presse plieuse
Il existe trois types de porte-poinçon supérieur.
- L'angle du poinçon supérieur doit être plus petit que l'angle d'usinage. Par exemple, traiter à 90 degrés à l'aide d'un poinçon supérieur à 88 degrés.
- Pour choisir une pointe appropriée, R utilise généralement R0,6 inférieur à 3 mm, mais s'il existe des exigences particulières pour le traitement, d'autres moules R tels que R0,2 peuvent être utilisés.
- Assurez-vous que la plage de résistance à la pression du poinçon supérieur dépasse la plage de traitement.
- Différentes formes de poinçon supérieur sont nécessaires pour différentes formes de pliage.
Sélection de matrices inférieures de presse plieuse
- Assurez-vous de choisir la bonne largeur de V pour la matrice inférieure.
- L'angle entre l'encoche en V du moule inférieur doit être cohérent avec celui du moule supérieur, par exemple, un moule supérieur à 88 degrés avec un moule inférieur à 88 degrés.
- Assurez-vous que la plage de résistance à la pression de la matrice inférieure dépasse la plage de traitement
- La matrice inférieure comprend un simple V et un double V. Parmi ces deux types, il existe également différents types de moules pour la segmentation et les segments entiers, qui conviennent à différents besoins de traitement. D'une manière générale, les moules à simple V ont une gamme d'applications de traitement plus large que les moules à double V, et les moules segmentés ont une gamme d'applications plus large que les moules à segments entiers. Cependant, le premier est relativement cher.
Sélection du support de matrice inférieur
Sélectionnez la base de matrice inférieure en fonction de la matrice inférieure sélectionnée et utilisez différentes bases de matrice inférieure pour les matrices inférieures simple V et double V.
Lors de la sélection du support de matrice inférieur, il est également important de noter qu'il existe plusieurs hauteurs différentes de support de moule utilisées pour correspondre aux différentes méthodes de traitement.
Introduction à la méthode d'installation de l'outillage de presse plieuse

Sélectionnez le moule de presse plieuse
Choisir un moule de presse plieuse adapté à vos besoins de travail est une condition préalable à l'utilisation d'une machine de freinage par pliage. Lors de la sélection d'un moule de pliage, faites attention aux points suivants :
- Déterminez la plage de pression requise et l’épaisseur du matériau de travail.
- Choisissez le type d'outillage de presse plieuse en fonction de l'angle de courbure et du rayon de courbure requis.
Ajuster le moule
Avant d'installer l'outillage de la presse plieuse, nous devons d'abord l'ajuster.
- Ajustez la force de serrage de l'outillage de la presse plieuse pour assurer un bon ajustement avec la pièce.
- Ajustez l'angle de courbure et le rayon du moule pour répondre aux exigences de la pièce.
Installation des moules
- Tout d’abord, insérez le support de matrice inférieur de la presse plieuse sur la table de travail en fonction de la goupille de positionnement.
- Installez ensuite le moule mobile dans la base du moule.
- Enfin, installez le cadre de siège du moule supérieur (la position de la courbe de flexion théorique) et terminez l'installation du moule.
Lors de l'installation du moule, des précautions de sécurité doivent être prises :
- Avant d'installer le moule, coupez l'alimentation et attendez que la machine s'arrête.
- Lors de l'installation, il convient de prêter attention à la force de support pour garantir une installation stable.
- Suivez strictement le manuel d'utilisation pour éviter que des situations d'urgence ne se produisent.
Utiliser des moules
Après l'installation de l'outillage de la presse plieuse, un essai de pliage est nécessaire pour déterminer si le moule et la machine sont stables et si le moule répond aux exigences de la pièce.
En résumé, l’installation correcte du moule de la cintreuse est la clé pour assurer le fonctionnement normal de la machine. Par conséquent, lors de l’installation du moule, il est nécessaire de prendre au sérieux les étapes de réglage et d’installation pour garantir une installation correcte, la sécurité opérationnelle et l’efficacité de la production.
Utilisation de l'outillage de presse plieuse
Il existe plusieurs types de moules de pliage, notamment en forme de L, en forme de R, en forme de U, en forme de Z, etc. Le moule supérieur est principalement utilisé sous différents angles tels que 90°, 88°, 45°, 30°, 20°, et 15°. Le moule inférieur a une encoche double et simple avec différentes largeurs d'encoche de 4 à 18 V, ainsi que des moules inférieurs R, des moules inférieurs à angle vif et des moules d'aplatissement. Les moules supérieur et inférieur sont divisés en segments et en un tout : les segments supérieurs du moule mesurent généralement 300 mm, 200 mm, 100 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm, 10 mm et le moule entier mesure 835 mm. Le moule inférieur est généralement divisé en 400 mm, 200 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm et 10 mm, avec une taille globale de 835 mm.
- L'outillage de la presse plieuse est fabriqué en acier de haute qualité grâce à un traitement thermique spécial, qui présente les caractéristiques d'une dureté élevée, d'une faible résistance à l'usure et d'une résistance à haute pression. Cependant, chaque ensemble de moules a sa résistance ultime à la pression : tonnes/mètre. Par conséquent, lors de l'utilisation du moule, il est important de choisir correctement la longueur du moule, c'est-à-dire la pression à ajouter par mètre, et de ne jamais dépasser la pression indiquée sur le moule. C’est très important et nous espérons que tout le monde s’en souviendra.
- Afin d'éviter d'endommager l'outillage de la presse plieuse, nous avons stipulé que lors de l'alignement de l'origine, un poinçon supérieur et une matrice inférieure d'une longueur de 300 mm ou plus doivent être utilisés. Ce n'est qu'après avoir aligné l'origine que la même hauteur des moules supérieur et inférieur peut être utilisée. Il est strictement interdit d'utiliser des moules diviseurs pour aligner l'origine, et la pression d'origine doit être basée sur la pression d'origine de la cintreuse. Elle ne peut excéder 7 tonnes pour 80T, 10 tonnes pour 100T et 15 tonnes pour 200T.
- Lors de l'utilisation de moules de presse plieuse, en raison des hauteurs variables des différents moules, seuls des moules de même hauteur peuvent être utilisés sur une seule machine et des moules de hauteurs différentes ne peuvent pas être utilisés.
- Lors de l'utilisation de moules, les moules supérieurs et inférieurs appropriés doivent être sélectionnés en fonction de la dureté du matériau de pliage, de l'épaisseur et de la longueur de la tôle. Lorsque le matériau est plus dur et plus épais, une encoche plus large doit être utilisée pour la matrice inférieure.
- Lorsque vous pliez des coins pointus ou écrasez des coins, un angle de 30 degrés doit être sélectionné, les coins pointus étant d'abord pliés, puis les bords écrasés. Lors du pliage de l'angle R, les moules supérieur et inférieur doivent être sélectionnés.
- Lors du pliage de pièces plus longues, il est préférable de ne pas utiliser de moules segmentés afin de réduire l'indentation de l'outil.
- Lors de la sélection d'un moule supérieur, nous devons comprendre les paramètres de tous les moules et décider quel moule supérieur utiliser en fonction de la forme du produit à former.
- Une fois que la machine a aligné l'origine, les moules supérieur et inférieur doivent être verrouillés pour éviter qu'ils ne tombent, causant des blessures aux personnes ou au moule. Pendant l'opération, veillez à ne pas appliquer trop de pression d'un coup et faites attention aux changements dans les données affichées à l'écran.
- Après avoir utilisé l'outillage de la presse plieuse, il doit être rapidement replacé sur le support de moule et placé conformément à l'étiquette. La poussière sur le moule doit être régulièrement nettoyée et recouverte d'huile antirouille pour éviter la rouille et réduire la précision du moule.
Conclusion
Ces dernières années, l'industrie manufacturière chinoise s'est développée rapidement, ce qui signifie un marché énorme pour l'industrie des machines-outils à presse CNC en Chine. Dans ce contexte, le faible niveau des coûts de fabrication en Chine est également un fait reconnu. Selon les données, la différence de prix entre les outils de presse plieuse en Chine et dans les pays développés d'Europe et d'Amérique est d'environ 3 à 5 fois. Les clients peuvent acheter des poinçons supérieurs et des matrices inférieures de presse plieuse moins chers en provenance de Chine.




