
L'un des presse plieuse L'application consiste à plier toutes sortes de poteaux, c'est pourquoi les usines de presses plieuses reçoivent souvent les demandes des clients pour produire la presse plieuse pour les poteaux d'éclairage public et le cintrage des poteaux de mât élevé. La ligne de production de poteaux lumineux semi-automatiques est spécialement conçue pour la fabrication de poteaux. Vous trouverez ci-dessous l'une des lignes de production de poteaux lumineux semi-automatiques que SC SHENCHONG propose à notre client.
Informations sur le pôle client
Ce client souhaite produire deux types de poteaux : l'un est celui des poteaux polygonaux et l'autre est celui des poteaux coniques.
Poteaux polygonaux (Matériau : S235) | nombre maximum de coups | 16 |
|
dimensions maximales |
|
|
|
| épaisseur | 6 | mm |
| longueur | 12000 | mm |
| diamètre (une seule pièce) (minimum) | 160 | mm |
| diamètre (pièce unique) (maximum) | 500 | mm |
Poteaux coniques (Matériau : S235) |
|
|
|
dimensions maximales |
|
|
|
| épaisseur | 4 | mm |
| longueur | 12000 | mm |
| diamètre (une seule pièce) (minimum) | 60 | mm |
| diamètre (pièce unique) (maximum) | 210 | mm |
| conicité/réduction du cône sur toute la longueur |
|
|
|
|
|
|
dimensions minimales |
|
|
|
| épaisseur | 4 | mm |
| longueur | 6000 | mm |
| diamètre (une seule pièce) (minimum) | 60 | mm |
| diamètre (pièce unique) (maximum) | 135 | mm |
| conicité/réduction du cône sur toute la longueur |
|
Processus technologique de fabrication de poteaux lumineux
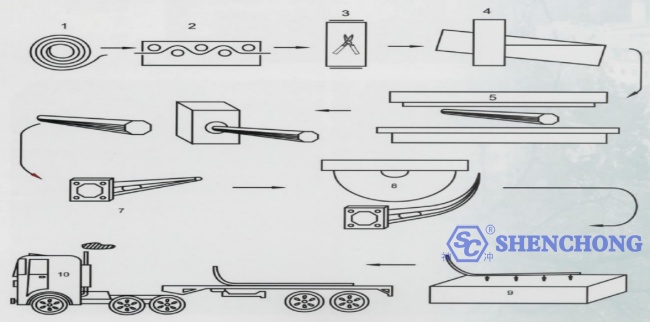
Flux de processus de la ligne de production de poteaux lumineux semi-automatiques
- Déroulement
- Nivellement des plaques
- Découpe de plaques
- Cisaille oblique à plaques
- Nivellement de la plaque de refente pour réduire la contrainte.
- Empilage des planches coupées longitudinalement sur le dispositif de déchargement (le processus du déroulement à l'empilage de la tôle est automatique).
- Utilisez une grue pour transporter les feuilles empilées jusqu'à la presse plieuse.
- Système de chargement en treillis à double poutre pour charger la feuille vers le dispositif d'alimentation avant de la presse plieuse.
- Poteau d'éclairage pliable
- Machine à souder pour assemblage de poteaux (les poteaux de déchargement de la presse plieuse tandem se connectent à la machine à souder).
Principaux équipements de production
- Ligne de déroulage – nivelage – coupe
- Machine à refendre
- Système de chargement de fermes à double poutre
- Presse plieuse tandem
- Machine à assembler et à souder les poteaux
Ligne coupée à longueur CNC pour poteau lumineux
Modèle : CTLA6x1600
Type automatique, avec machine de nivellement à quatre poses + cisaillement + refendage des bords à 3 lames + unité de refendage conique.

Caractéristiques
- La matière première est une bobine d'acier et la sortie est une plaque trapézoïdale isocèle adaptée à la taille du poteau d'éclairage public.
- Déroulage, nivellement, coupe en longueur, enlèvement des bords, cisaillement oblique, déchargement et empilage sur une seule ligne de production. C'est une machine et un processus. Après la coupe transversale de la cisaille à plaques, il n'est pas nécessaire de conduire la grue pour le chargement et le déchargement, et d'entrer directement dans le processus de cisaillement oblique. Réduisez le nombre d’opérateurs, de main d’œuvre et améliorez la vitesse de production.
- Type entièrement automatique, contrôle CNC de la longueur des feuilles, contrôle CNC de la quantité de feuilles, cisaillement oblique automatique, déchargement automatique et système d'empilage automatique.
- La vitesse de production est extrêmement rapide, car elle est bien plus rapide que le processus ultérieur. Généralement, une fois ce processus terminé, les opérateurs peuvent travailler sur d'autres processus, ce qui permet d'économiser considérablement du temps de travail et de réduire les coûts de production.
- L'opérateur doit être détendu et minimiser le contact avec la plaque d'acier, ce qui est sans danger pour le personnel.
- La cisaille a la fonction de rotation globale, qui peut tourner à un certain angle par rapport à la ligne centrale, de sorte que la plaque coupée soit un parallélogramme, ce qui est pratique pour la cisaille oblique pour obtenir une plaque trapézoïdale isocèle après un cisaillement oblique, ce qui est adapté à la production de poteaux lumineux. Il n'est pas nécessaire de recourir à un processus de détourage pour réduire les déchets de tôle.
- Dispositif de coupe de bord à trois lames, qui peut enlever le bord résiduel et couper la moitié centrale en même temps lorsque la largeur de la feuille peut être utilisée comme quatre pôles.
- Après cisaillement oblique, les plaques dans le même sens sont empilées séparément sans tri. Plusieurs plaques (telles que 30 plaques) peuvent être directement hissées sur la cintreuse, ce qui est sûr et permet de gagner du temps.
- L'unité de nivellement en option après la fente conique, qui peut éliminer la contrainte causée par la coupe conique et fabriquer des poteaux d'éclairage de haute qualité.
Paramètre technique et appareils composés
Paramètre technique
- Épaisseur du matériau : acier doux laminé à chaud Max : 6 mm, Min : 2 mm pour Q235, Q345, limite d'élasticité : 235Mpa, 345Mpa
- Largeur maximale de la plaque d'acier : 1600 mm
- Poids de la bobine d'acier : Max 30 tonnes
- Diamètre intérieur de la bobine d'acier : Φ508mm-Φ760mm
- Vitesse de nivellement : 5- 15 m/min
- Nombre de rouleaux de nivellement : 13, rouleau supérieur 6, rouleau inférieur 7
- Diamètre des rouleaux de nivellement : 132 mm
- Distance du rouleau de nivellement : 143 mm
- Matériau du rouleau de nivellement : GCr15
- Dureté du rouleau de nivellement : HRC55-58
- Dispositif à rouleaux de support : rouleaux haut et bas chacun 3 unités
- Diamètre du rouleau de support : 140 mm
- Plage de longueur pour l'échelle : 2000~12000mm selon les exigences
- Tolérance de longueur de coupe : moins de ± 2 mm (base sur plaque de 8 m de longueur)
- Puissance du moteur de nivellement principal : 37 kW, 960 tr/min
- Capacité de la cisaille : 6 mm x 2500 mm
- Angle de rotation de la cisaille : 1,5 degrés.
- double bord et cône Vitesse de refendage : 15 m/min.
- Puissance du moteur principal pour la refente : 5,5 kw
- Vitesse de déplacement du chariot : 15 m/min. Ajustable
- Matériau de la lame de refendage : H13k
- Diamètre de la lame de refendage : 280 mm
- Diamètre du rouleau de pincement pour refendage conique : 280 mm
- Largeur intérieure de l'unité de refendage des bords : 1550 mm
- Largeur intérieure de l'unité de refendage conique : 1800 mm
- zone de largeur pour la machine: environ 7200 mm
Détail de l'appareil
- Chariot de chargement de bobines en acier
- Dérouleur hydraulique de type parapluie à double tête
- Pressage et guidage hydrauliques, dispositif hydraulique à tête de pelle, dispositif de pincement
- Table de travail à roulement moyen
- Dispositif de guidage
- Unité de nivellement : (type à quatre poses)
- Type rotatifCisailleuse
- Table support longueur mât + chariot, avec automatisme :
- Dispositif de remontée des plaques.
- Unité de refendage de bords à trois lames.
- Table support de longueur de poteau + chariot avec dispositif d'automatisation
- Dispositif de remontée des plaques.
- Unité de refendage conique
- Table support à billes pour le déchargement
- Système automatique de déchargement et d'empilage de plaques coniques
- Système électrique
- Système hydraulique
- Système pneumatique
Éléments d'option
Option 1 : Unité de nivellement après refendage conique,
Option 2 : système hors ligne de plaques
Option 3 : Fonction de diagnostic à distance.
Option 4 Pièces de rechange
Système de chargement de fermes à double poutre
Après le refendage et le nivellement, à l'aide d'une grue, soulever manuellement une pile de planches tranchées jusqu'au poste de fermes devant la cintreuse.
Flux de travail :
La ventouse sous vide du système de chargement de fermes à double poutre saisit la plaque du chemin de rouleau de la machine à refendre.
Chargez la plaque sur le dispositif d'alimentation avant automatique de la presse plieuse tandem.
Le dispositif d'alimentation avant automatique de la presse plieuse alimente la plaque.
La presse plieuse tandem plie la pièce.
Après pliage, dispositif de déchargement latéral contrôlé par CNC pour décharger les poteaux finis.
Les poteaux finis sont chargés sur le chemin de roulement de la machine à souder.
- Le système de chargement de fermes à double poutre comprend 2 postes de travail, chaque poste de travail mesure 2 000 mm de long et le système de chargement de fermes à double poutre mesure donc 4 000 mm de long.
- Système de chargement de fermes à double poutre poids de charge Max. 1200 kg, adopter un engrenage et une crémaillère, un guide linéaire comme dispositif de transmission. La partie de chargement utilise un servomoteur et une ventouse à vide.
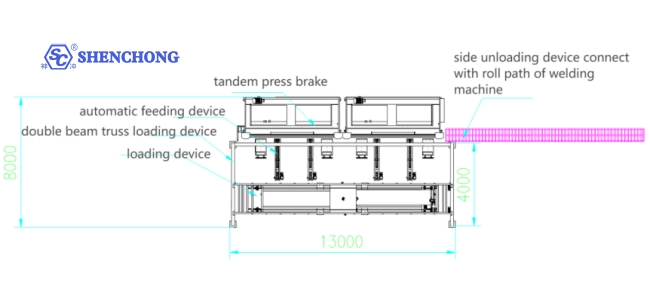
Presse plieuse tandem CNC

Pour répondre aux exigences de pliage du client, nous recommandons presse plieuse CNC tandem modèle : 2-WE67K 600 tonnes 6000MM, dont le total est de 1200 tonnes 12000mm. Cette machine que nous concevons pour les poteaux d'éclairage, le matériau, max. épaisseur 6 mm, longueur maximale 12 000 mm, diamètre du poteau 60-500 mm.
Conception spéciale pour presse plieuse tandem CNC dans une chaîne de production de poteaux légers semi-automatiques
- Dispositif d'alimentation frontale automatique contrôlé par CNC
- Dispositif de retour automatique contrôlé par un système CNC
- Dispositif de déchargement latéral automatique
- Aspire automatiquement (y compris la structure de séparation magnétique, chargeant automatiquement la structure.
Paramètre de la machine
Modèle | 2-SEMAINES-600/6000(ESA-S860) | ||
Non. | Article | Unité | valeur |
1. | pression | KN | 2×6000 |
2. | Table de travail | mm | 2×6000 |
3. | Distance entre les logements | mm | 4800 |
4. | Profondeur de la gorge | mm | 1250 |
5. | Coup de bélier | mm | 300 |
6. | Vitesse d'approche | mm/s | 100 |
7. | Vitesse de travail | mm/s | 8-12 |
8. | Vitesse de retour | mm/s | 60-100 |
9. | Axe (13+2) |
| Y1,Y2,X1,X2,X3,X4+V1 Y3,Y4,X5,X6,X7,X8,C+V2 |
10. | Tolérance parallèle Y1, Y2, Y3, Y4 | mm | ±0,01 |
11. | Course d'alimentation avant | mm | 1800 |
12. | Course d'alimentation arrière | mm | 1250 |
13. | Lumière du jour | mm | 980 |
14. | Moteur principal | kW | 37×2 |
15. | Dimension globale d'une seule machine (LxlxH) | mm | 6600*3700*4700 |
16. | Poids d'une seule machine | Tonne | 56 |
Spécification de l'axe CNC :
Axe Y1, Y2, Y3, Y4 – axe du cylindre de commande, axe X1, X2, X3, X4, X5, X6, X7, X8 – axe d'alimentation de commande, axe de déchargement côté commande C, couronnement de la table de commande V1, V2 – CNC
Principales performances et caractéristiques
- Le cadre se compose d'un réservoir de carburant, d'un plateau, d'un support, d'une table de travail, de panneaux muraux gauche et droit et de curseurs. La structure, la résistance structurelle élevée et le grand degré d'acier assurent la résistance structurelle du cadre et adoptent des vibrations pour éliminer les contraintes.
- Les pièces structurelles sont rouillées par grenaillage et pulvérisées avec de la peinture antirouille.
- Le panneau mural, le curseur et l'établi sont traités par une aléseuse et une fraiseuse de sol CNC à grande échelle pour garantir le parallélisme et la verticalité de chaque surface de montage.
- Le principe de synchronisation de la machine : l'application d'une servovalve proportionnelle électrohydraulique pour assurer la synchronisation des deux machines, l'utilisation de la vanne proportionnelle servoélectrohydraulique de la société allemande, ses caractéristiques de performance sont l'action continue de l'électro-aimant à force de fonctionnement élevée, le frottement de la paire de mouvements mécaniques Un petit amplificateur électronique de précision avec des caractéristiques de fonctionnement rapides. Une grille est installée à chaque extrémité de la plaque verticale de l'établi, qui reflète en permanence la position de course et l'erreur de synchronisation du curseur et envoie les deux différences dans le système de contrôle par micro-ordinateur pour contrôler la vanne proportionnelle électro-hydraulique pour synchroniser le jumeau. -cylindres de chaque machine. Étant donné que l'échelle de grille n'est pas directement montée sur le panneau mural du cadre, mais est montée sur un cadre en forme de C fixé à la plaque verticale de la table, et que la table de travail est utilisée comme point de référence, le curseur lui-même et le cadre sont sous charge. . La déformation n'affecte pas la précision de mesure et de contrôle de la balance. La synchronisation à deux machines de la liaison à deux machines transmet les informations de synchronisation mécanique en un signal électrique à la carte de synchronisation et au micro-ordinateur via un potentiomètre différentiel installé entre les deux curseurs, et contrôle la vanne proportionnelle électro-hydraulique via la carte d'amplification. pour effectuer l'action synchrone à double machine.
- L'opérateur peut directement effectuer un dialogue homme-machine via l'ordinateur, affichant en chinois et en anglais, calculant et ajustant automatiquement la force de flexion, optimisant la séquence de pliage, calculant la longueur de la pièce, affichant la forme et les informations de fonctionnement nécessaires avant et après le la pièce est traitée et le point mort haut de contrôle de calcul automatique, le point de changement de vitesse, l'affichage de l'image, complet, avec programmation, jogging, pression, contrôle de récupération lente et autres fonctions.
Système hydraulique
- Il est entraîné par un groupe de servovalves électro-hydrauliques importé par une société allemande. Il présente une structure compacte, de fortes performances d'étanchéité, une précision de synchronisation élevée et une longue durée de vie.
- Vanne de remplissage externe de grand diamètre à haute vitesse et faible perte.
- L'utilisation de la pompe haute pression à engrenages internes Sumitomo peut résister à une pression élevée et à un faible bruit.
- Le joint de cylindre adopte le composant d'étanchéité de la société suédoise SKF, qui présente une faible usure et aucune fuite.
- Le système hydraulique est doté d'une protection de sécurité contre les surcharges et les débordements.
- Le cylindre est intégralement forgé en acier 45. Après un usinage grossier, un traitement thermique, une finition et un meulage fin, la paroi intérieure du cylindre présente à la fois une dureté et une résistance à l'usure, ainsi qu'une précision de cylindricité élevée.
- Le piston est intégralement forgé en acier 45. Après un usinage grossier, un traitement thermique et un meulage fin, la surface est recouverte de nickel et de phosphore grâce à la technologie militaire la plus avancée du pays. Le piston cylindrique a de bonnes propriétés autolubrifiantes et peut considérablement améliorer la durée de vie.
- Le niveau d'huile a un affichage clair et intuitif.
- Un système de guidage de haute précision, un système de mesure de position et une fonction d'équilibrage hydraulique peuvent répondre aux besoins de l'usinage sur toute la longueur.
- L'équipement peut fonctionner en continu pendant 16 heures sous la charge nominale, tandis que le système hydraulique ne présente aucune fuite, que le travail est stable et que les performances sont bonnes. La température de l'huile peut être contrôlée dans le cadre de la norme nationale (≤60~70°C).
Système de contrôle électrique
- Les composants électriques sont conformes aux normes internationales, sont sûrs et fiables, ont une forte capacité anti-interférence et l'armoire de commande électrique a une fonction de dissipation thermique.
- Il dispose d'un interrupteur au pied mobile pour une utilisation facile et d'une fonction d'arrêt d'urgence.
La capacité anti-décalage de la machine
Le système d'asservissement électro-hydraulique de la machine est un système de contrôle de position, qui détecte dynamiquement l'erreur de synchronisation du curseur à travers la règle de grille et corrige l'erreur de synchronisation du curseur par le signal de la servovalve électro-hydraulique donné par la commande numérique. système, de sorte que le curseur soit complètement. En cas de charge partielle, il peut toujours être parallèle à la table.
MACHINE DE SOUDAGE DE FERMETURE DE PÔLE CNC
MODÈLE : HM500/12000
Champ d'application : convient pour le soudage à fermeture automatique longitudinale de poteaux de grande longueur et de taille moyenne, comme les poteaux 5G, les monopôles, les poteaux hauts et les poteaux d'éclairage public normaux.

Caractéristiques
- Réglage automatique CNC, système CNC, avec le changement du diamètre du pôle, ajuste automatiquement la pression, ajuste automatiquement la position du pied-de-biche, fait correspondre automatiquement la vitesse et la position d'alimentation, maintient le cordon de soudure toujours à l'état fermé, pour assurer un soudage en douceur.
- Sur la base de la qualification du processus précédent, après le soudage, il n'y a pas de torsion de la soudure du poteau et il n'est pas nécessaire que le personnel fasse levier et tourne la tige à l'arrière de la machine pour centrer la soudure.
- Le poteau d'entraînement est contrôlé par conversion de fréquence, avec une fonction d'arrêt de frein électrique pour assurer la stabilité du soudage de la tête et de la queue. Ce système peut souder le poteau de la petite extrémité à l'extrémité inférieure sur toute la surface et presque aucune longueur restante hors du soudage. De cette façon, le travail manuel du processus suivant est réduit.
- Le nombre de rouleaux de serrage est de 3 jeux, l'avantage est de réduire la pression du rouleau sur la surface du poteau et de réduire les rayures sur la surface. Il convient à la production de poteaux octogonaux, de poteaux polygonaux et de poteaux coniques. Il peut être de même diamètre ou conique.
- Le chariot de type poussant avec fonction de retour rapide motorisée, pas besoin de l'opérateur de repousser manuellement et réduit l'intensité de travail des opérateurs.
- Le chariot à poussée arrière avec dispositif de serrage pneumatique, c'est simple et rapide par rapport au serrage manuel.
- Fonction de soudage à l'arc submergé
- Le côté de déchargement est de type rouleau, ce qui est pratique pour le chargement et le déchargement et permet de réaliser l'automatisation des matériaux en amont et en aval. Le chargement et le déchargement peuvent se faire du même côté pour permettre à l'opérateur d'éviter les mouvements sur de longues distances. L'opérateur doit uniquement travailler dans la position de la machine hôte, ce qui réduit considérablement l'intensité du travail.
- Le système de synchronisation de pression d'huile et de contrôle auto-développé réduit les exigences relatives au poteau, rendant le poteau après soudage plus arrondi et moins déformé.
- Opérateur : 1 personne.
- Support à rouleaux de déchargement, 5 jeux (convient pour un poteau de 12, 14 m)
- Selon la disposition de l'atelier de l'acheteur, des machines avec des directions de travail différentes peuvent être fournies
- Pour les exigences particulières des clients, la machine peut être spécialement conçue et fabriquée pour répondre à différents pôles dans le monde entier.
- Grâce à la caméra installée sur la tête de la machine, le cordon de soudure se reflète sur l'écran du panneau de commande principal, ce qui rend le suivi du cordon de soudure simple et facile et réduit l'intensité du travail de l'opérateur pour la surveillance du soudage.
La machine se compose des pièces suivantes
- Longue table de travail pour le déplacement du chariot
- Châssis du portique principal
- Système d'entraînement de chariot
- Support à rouleaux de déchargement, 5 ensembles (convient pour poteau de 12, 14 m)
- Pièce de serrage hydraulique (y compris les rouleaux de serrage, adaptés aux poteaux de taille moyenne)
- Système de soudage à l'arc submergé, avec système d'alimentation en fil
- Système de récupération de flux
- Système hydraulique
- Système de contrôle
- Caméra, système de surveillance des cordons de soudure. Galet de serrage, conforme aux exigences du client en matière de poteaux. Avec 1 jeu adapté au mât haut monopôle, moule à pôle 5G. avec
- 1 jeu adapté aux poteaux d'éclairage public normaux, diamètre minimum de 60 mm (poteaux ronds et poteau conique)
- 1 jeu adapté aux poteaux d'éclairage public normaux, diamètre minimum de 60 mm (poteau octogonal)
- Un ensemble de dispositifs de serrage arrière adaptés aux poteaux d'éclairage public normaux. (Comprend un petit outil, adapté aux poteaux de très courte longueur, comme un bras de 1 à 2 mètres de long)
- Système de chargement et de déchargement de poteaux d'éclairage public (en option)
- Système de données de production en réseau
- Fonction de diagnostic à distance
- Pièces de rechange d'un an
Efficacité de production de la chaîne de production de poteaux lumineux semi-automatiques
En adoptant la ligne de production de poteaux d'éclairage semi-automatique ci-dessus pour poteaux de 12 000 mm, le client obtient un excellent résultat d'efficacité de production.
- Ligne de coupe à longueur + machine à refendre pour la fabrication normale de poteaux de rue : 200 ~ 250 pièces/8 heures.
- Presse plieuse : poteau de rue normal et poteau de mât élevé : 80-160 pièces/8 heures.
- Machine à souder les poteaux fermés : poteau de rue normal : environ 50 pièces/8 heures.
Conclusion
La ligne de production de poteaux lumineux semi-automatique comprend une machine à refendre, une ligne de coupe à longueur, une cisaille à plaques, une machine de chargement automatique, une presse plieuse tandem, une machine à souder les cadres. Différentes configurations d'usine et différentes exigences de fabrication de poteaux doivent utiliser différentes propositions de lignes de production. Bienvenue à nous contacter pour plus de propositions de lignes de production de poteaux lumineux.
Article associé:




