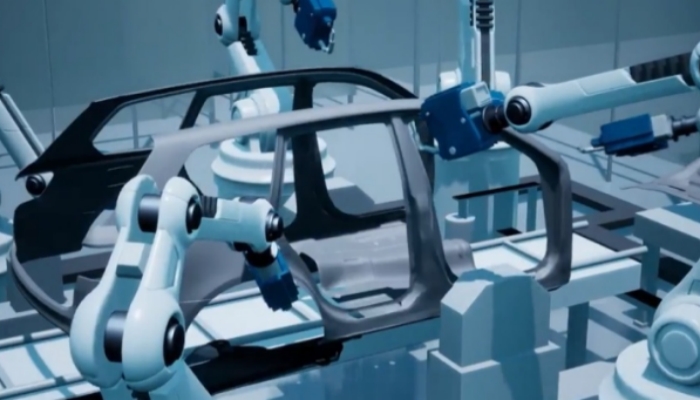
Contexte de l’industrie des appareils à pression
SC Shenchong peut fournir une machine complète pour produire des chaudières, des récipients sous pression, des échanges thermiques, des réservoirs de stockage, comme Machine à rouler les plaques à 3 rouleaux, machine de découpe laser à fibre, cisaille à plaques, machine de découpe plasma CNC, manipulateur de soudage robuste, rotateur de soudage.
Le pétrole et le gaz sont une industrie composée d'entreprises du plus haut niveau qui recherchent toujours des équipements capables d'assurer la meilleure qualité disponible sur le marché. Les produits à laminer doivent être fabriqués avec la plus grande précision et la répétabilité est une exigence fondamentale à atteindre.
Les principaux procédés de fabrication des appareils à pression
Le processus de fabrication des récipients sous pression comprend la préparation des matières premières, le marquage, la découpe, le pliage, le formage, le traitement des bords, l'assemblage, le soudage, l'inspection, etc.
Préparation des matières premières
Avant le marquage, l'acier doit être prétraité. Le prétraitement de l'acier fait référence à la purification, au redressage et à l'application d'un primaire protecteur sur des matériaux tels que des plaques d'acier, des tuyaux et des profilés.
Le traitement de purification consiste principalement à éliminer la rouille, la peau d'oxyde, les taches d'huile et les scories de soudage de la surface des plaques d'acier, des tuyaux et des sections avant le marquage, la découpe et le soudage, ainsi qu'après la découpe, le chanfreinage, le formage et le soudage.
L'orthodontie est le processus de correction de la déformation de l'acier lors du transport, du levage ou du stockage.
L'objectif principal de l'application d'une peinture protectrice est d'améliorer la résistance à la corrosion de l'acier, de prévenir l'oxydation et de prolonger la durée de vie des composants et des équipements en appliquant une couche de peinture protectrice sur la surface.
Marquage
Le marquage est la première étape du processus de fabrication des récipients sous pression, qui détermine directement la précision dimensionnelle et la précision de la forme géométrique des pièces formées, et a un impact significatif sur les processus ultérieurs d'assemblage et de soudage.
Le marquage est le processus consistant à tracer des lignes de coupe, des lignes de traitement, diverses lignes de position et des lignes d'inspection sur des matières premières ou des ébauches pré-traitées, et à marquer (ou écrire) les signes et symboles nécessaires. Le processus de marquage comprend généralement le dépliage, la disposition et le marquage des pièces. Avant le marquage, la taille du flan doit d'abord être déterminée. La dimension du flan est composée des dimensions dépliées des pièces et de diverses surépaisseurs d'usinage. Il existe plusieurs méthodes pour déterminer la taille de dépliage des pièces :
1) Méthode de dessin : Désigne l’utilisation d’un dessin géométrique pour déplier des pièces en formes plates.
2) Méthode de calcul : fait référence à la dérivation de formules de calcul basées sur le principe d'expansion ou le principe de surface inchangée avant et après déformation par compression (tension).
3) Méthode expérimentale : fait référence à l'utilisation de formules expérimentales pour déterminer les dimensions dépliées de billettes de formes complexes, ce qui est simple et pratique.
4) Méthode globale : fait référence à l'utilisation de méthodes de dessin et de calcul pour déterminer la taille dépliée des billettes pour des pièces trop complexes, et parfois des méthodes expérimentales peuvent également être utilisées pour la vérification.
Les pièces destinées à la fabrication de conteneurs peuvent être divisées en deux catégories : les pièces extensibles et les pièces non extensibles, telles que le cylindre circulaire et la tête elliptique, qui appartiennent respectivement aux pièces extensibles et non extensibles.
Coupe
La découpe fait référence au processus de séparation des flans requis des matières premières découpées sur la ligne. Il existe deux méthodes de découpe : la découpe mécanique et la découpe thermique.
Découpe Mécanique
La découpe mécanique comprend principalement la découpe, le sciage, le fraisage et le poinçonnage, et sa caractéristique est que la force mécanique joue un rôle majeur dans le processus de découpe.
La coupe est le processus consistant à presser des ciseaux dans une pièce à usiner, ce qui fait que la contrainte de cisaillement dépasse la résistance au cisaillement du matériau et atteint l'objectif de coupe. Cette méthode a une efficacité et une précision de coupe élevées et peut être utilisée tant que la dureté et la taille du matériau sont appropriées. Cependant, il existe un phénomène de durcissement évident dans le métal à 2-3 mm du tranchant. Selon la forme du plan à couper, il peut être divisé en coupe droite et coupe courbe.
Il existe deux types de cisailles qui utilisent des bords de coupe droits et longs pour la coupe, à savoir les cisailles à bouche plate et les cisailles à bouche oblique.
Dans une coupe à plat, deux arêtes de coupe droites sont parallèles et le processus de coupe est effectué simultanément sur toute la longueur de l'arête de coupe. Par conséquent, la force de coupe est importante et l'impact est fort, ce qui le rend approprié pour couper des bandes épaisses et étroites.
Dans la coupe oblique, deux arêtes de coupe droites se croisent selon un certain angle et le processus de coupe se déroule progressivement sur la longueur de l'arête de coupe. Par conséquent, la force de coupe est inférieure à celle d'une coupe à plat lors de la coupe de pièces de même épaisseur, ce qui réduit l'impact et la rend adaptée à la coupe de tôles fines et larges.
Dans la fabrication d’équipements, les cisailles à portique sont souvent utilisées pour couper des pièces droites. Cette cisaille est pratique à utiliser, a une alimentation simple, une vitesse de coupe rapide et une grande précision. Pour produire un petit réservoir de stockage dont l'épaisseur de la plaque n'est pas très épaisse, les clients peuvent également choisir cisaille à plaques pour couper la plaque.
Coupe à l'oxygène
L’oxycoupage est abrégé en coupage au gaz, également connu sous le nom d’oxycoupage. La coupage à l'oxygène appartient au coupage thermique, qui nécessite une flamme de préchauffage lors de la découpe. Cependant, la flamme seule ne peut pas réaliser la coupe, et la clé est d'avoir un flux d'air d'oxygène pur à grande vitesse.
Découpe Plasma
Le plasma est un état de la matière dans lequel toutes les substances sont ionisées en ions positifs et négatifs. Le découpage au plasma consiste à utiliser des flammes plasma à haute température et à grande vitesse pour fusionner des matériaux et former des encoches, ce qui appartient à la fusion et au découpage à haute température du découpage thermique. Il n'est pas limité par les propriétés physiques et peut couper des matériaux métalliques et non métalliques, mais est principalement utilisé pour couper l'acier inoxydable, l'aluminium, le cuivre, le nickel et leurs alliages.
Découpe au laser
Avec le développement de la technologie de découpe laser à fibre, la capacité de découpe de machine de découpe laser à fibre augmente considérablement et le prix diminue beaucoup. Actuellement, de plus en plus de clients choisissent d’acheter une machine de découpe laser à fibre pour remplacer la machine de découpe plasma.
Pliant
Pliage et roulement du corps du cylindre
Le corps du cylindre est composé de plusieurs sections de cylindre soudées par des soudures circonférentielles, et les sections de cylindre sont soudées par laminage de plaques et des soudures longitudinales. Le principe de roulement de cette section de cylindre est également connu sous le nom de plaque de roulement, qui est la méthode de fabrication de base de la section de cylindre. Le principe du pliage par roulage consiste à utiliser un machine à rouler les plaques appliquer un pliage plastique continu et uniforme à une plaque d'acier pour obtenir une surface cylindrique.
Courbure de la tête
Il existe trois méthodes principales pour former la tête : l’estampage, le filage et le formage explosif. Les méthodes actuellement couramment utilisées sont l’emboutissage et le filage.
Soudage
Le soudage est un processus qui consiste à chauffer, à appliquer une pression ou une combinaison des deux pour réaliser une liaison atomique et former un joint permanent. Les procédés de soudage participent à 50% de la consommation annuelle mondiale d'acier.
Le soudage peut être divisé en trois catégories : le soudage par fusion, le soudage sous pression et le brasage.
Soudage par fusion
Méthode de traitement consistant à chauffer localement la pièce à souder jusqu'à ce qu'elle fonde, à la condenser pour former une soudure et à relier les composants entre eux. Y compris le soudage à l'arc, le soudage au gaz, le soudage sous laitier électrique, le soudage par faisceau d'électrons, le soudage au laser, etc. Le soudage par fusion est une méthode de soudage largement utilisée, et la plupart des aciers à faible teneur en carbone et des aciers alliés sont soudés par soudage par fusion. Le soudage par fusion spécial permet également de souder des matériaux non métalliques tels que la céramique et le verre.
Soudage sous pression
Une pression doit être appliquée pendant le processus de soudage, qui peut ou non être chauffée pour terminer le soudage. L'objectif principal de son chauffage est de ramollir le métal, en appliquant une pression sur le métal plastique et en rapprochant les atomes d'une distance d'attraction stable les uns par rapport aux autres, ce qui est fondamentalement différent du chauffage lors du soudage par fusion. Le soudage sous pression comprend le soudage par résistance, le soudage par friction, le soudage par ultrasons, le soudage par pression à froid, le soudage par explosion, le soudage par diffusion et le soudage magnétique. Ses caractéristiques incluent une petite déformation de soudage, peu de fissures et une automatisation facile.
Brasage
La méthode de soudage consiste à chauffer le matériau de brasage avec un point de fusion inférieur à celui du métal de base jusqu'à ce qu'il fonde, mais la température de chauffage est inférieure au point de fusion du métal de base. Le matériau de brasage fondu est utilisé pour remplir le cordon de soudure, mouiller le métal de base et diffuser avec le métal de base pour former un tout. Le brasage peut être divisé en deux catégories : le brasage dur et le brasage doux. La température de chauffage du brasage est supérieure à 450 ℃ et la résistance à la traction est supérieure à 200 MPa. Des matériaux de brasage à base d'argent et de cuivre sont souvent utilisés, adaptés aux situations soumises à des contraintes de travail élevées et à des températures environnementales élevées, telles que le soudage d'outils de tournage en alliage dur et de forets géologiques. La température de chauffage du brasage tendre est inférieure à 450 ℃, la résistance à la traction est inférieure à 70 MPa et convient aux environnements à faible contrainte et à basse température de fonctionnement, tels que le soudage de circuits à base d'étain.