Table des matières
La relation entre la vitesse de soudage au laser, la puissance et l'épaisseur du matériau est essentielle pour déterminer la qualité et l'efficacité du processus de soudage. Ces trois facteurs (vitesse de soudage, puissance laser et épaisseur du matériau à souder) sont interdépendants et doivent être optimisés pour obtenir des soudures solides et sans défaut. Comprendre comment ils interagissent est essentiel pour des secteurs comme l'automobile, l'aérospatiale et la fabrication, où la précision et l'intégrité du matériau sont primordiales.
Présentation de base de la machine de soudage laser
Machines de soudage laser utilise des impulsions laser à haute énergie pour chauffer localement des matériaux dans de petites zones, les faisant fondre par conduction thermique et réalisant une soudure. Son principe de fonctionnement implique principalement les aspects suivants :
- Focalisation optique : La machine de soudage laser utilise le faisceau laser généré par le laser pour focaliser l'énergie laser sur le point de soudage via des composants optiques tels que des lentilles ou des miroirs.
- Conduction thermique : lorsqu'un faisceau laser est irradié sur la surface d'une pièce, l'énergie laser est absorbée et convertie en énergie thermique. L'énergie thermique est progressivement transférée le long de la partie conductrice métallique du joint soudé par conduction thermique, provoquant ainsi une augmentation de sa température.
- Fusion et mélange : Lorsque la surface métallique est soumise à des températures suffisamment élevées, le métal commence à fondre et forme un bain de fusion. Sous l'action du faisceau laser, le bain de fusion se diffuse et se mélange rapidement, réalisant ainsi la connexion du joint métallique.
- Refroidissement et solidification : après l'arrêt de l'irradiation par le faisceau laser, le bain de fusion se refroidit progressivement et forme un joint soudé pendant le processus de solidification. Au cours du processus de solidification, les molécules métalliques se réorganisent et cristallisent, formant ainsi une liaison soudée solide.
Avantages des machines de soudage laser
- Haute précision : capable d'atteindre une précision de soudage de l'ordre du micron, particulièrement adaptée aux exigences de soudage de structures micro et complexes.
- Grande vitesse : en particulier en mode de soudage à pénétration profonde, en raison de la concentration de l'énergie laser, le bain de fusion est petit et profond, ce qui permet une vitesse de soudage rapide et une efficacité de production élevée.
- Faible déformation : Par rapport aux méthodes de soudage traditionnelles, le soudage laser a un apport de chaleur plus faible et un impact moindre sur les matériaux environnants, ce qui est bénéfique pour réduire la déformation après le soudage.
- Petite zone affectée par la chaleur : peut réduire les dommages thermiques aux matériaux environnants et améliorer la qualité des joints soudés.
Puissance, vitesse et épaisseur du matériau de soudage au laser
1. Puissance de soudage laser
La puissance du laser est un facteur essentiel pour déterminer la profondeur de pénétration et l'apport énergétique global dans le matériau pendant le processus de soudage. La puissance du laser détermine la quantité de chaleur disponible pour faire fondre le métal de base et créer le bain de soudure. Pour les plaques plus épaisses, une puissance laser plus élevée est généralement nécessaire pour obtenir une pénétration suffisante, tandis que pour les matériaux plus fins, une puissance plus faible peut empêcher une fusion excessive ou un brûlure.
- Puissance supérieure: Permet une pénétration plus profonde, ce qui le rend adapté au soudage de matériaux plus épais. Cependant, une puissance trop élevée sur des plaques plus fines peut provoquer des défauts tels qu'une instabilité du trou de serrure, des éclaboussures ou même des brûlures.
- Puissance inférieure:Fonctionne mieux avec des plaques plus fines, offrant un meilleur contrôle et empêchant la chaleur excessive de déformer ou de faire fondre le matériau.
La puissance du laser doit être soigneusement sélectionnée en fonction de l’épaisseur du matériau pour garantir une fusion correcte sans défauts.
2. Vitesse de soudage
La vitesse de soudage fait référence à la vitesse à laquelle le laser se déplace le long du joint à souder. Elle influence l'apport de chaleur par unité de longueur et est essentielle pour déterminer la qualité de la soudure. Il existe une relation directe entre la vitesse de soudage et la puissance du laser, car l'augmentation de l'une nécessite souvent des ajustements de l'autre pour maintenir les propriétés de soudure souhaitées.
- Vitesse de soudage plus élevée: Réduit l'apport de chaleur par unité de longueur de la soudure, ce qui peut être bénéfique pour les matériaux fins afin d'éviter la surchauffe et la déformation. Cependant, si la vitesse est trop élevée pour la puissance donnée, la soudure peut manquer de pénétration, ce qui entraîne des joints faibles ou une fusion incomplète.
- Vitesse de soudage inférieure: Augmente l'apport de chaleur, ce qui entraîne une fusion plus importante du matériau de base et une pénétration plus profonde. Cela est avantageux pour les plaques plus épaisses, mais peut entraîner une surchauffe ou un écoulement excessif du métal en fusion dans les matériaux minces.
L’utilisation d’une vitesse de soudage optimale est essentielle pour équilibrer l’apport de chaleur et éviter les défauts de soudage courants tels que la porosité, la fissuration ou la déformation.
3. Épaisseur du matériau
L'épaisseur du matériau à souder joue un rôle important dans la détermination de la puissance requise et de la vitesse de soudage autorisée. Les plaques plus épaisses nécessitent plus de chaleur pour atteindre une pénétration complète, ce qui signifie que le laser doit fonctionner à des niveaux de puissance plus élevés et que la vitesse de soudage peut devoir être réduite pour laisser suffisamment de temps à l'absorption de la chaleur. À l'inverse, les plaques plus fines nécessitent moins de puissance et des vitesses plus élevées pour éviter un apport de chaleur excessif, ce qui pourrait entraîner une fusion ou une brûlure.
- Plaques plus épaisses:Il faut plus d'énergie pour obtenir une pénétration complète. Le laser doit fournir une puissance plus élevée et la vitesse de soudage doit être plus lente pour permettre un transfert d'énergie suffisant au matériau.
- Plaques plus fines: Nécessitant moins d'énergie, la puissance du laser peut être réduite et la vitesse de soudage augmentée. Les matériaux minces sont plus sujets aux déformations liées à la chaleur, ce qui rend essentiel un contrôle précis de ces variables.
Interaction entre puissance, vitesse et épaisseur
Le rapport entre la vitesse de soudage laser, la puissance et l'épaisseur de la tôle est un exercice d'équilibre. Pour chaque épaisseur de matériau, il existe une combinaison optimale de puissance laser et de vitesse de soudage qui garantit une soudure de haute qualité avec la profondeur de pénétration correcte et des défauts minimes.
Par exemple, si vous soudez une plaque d'acier épaisse, augmenter la puissance du laser sans régler la vitesse de soudage peut entraîner un apport de chaleur excessif, provoquant des défauts tels qu'un gauchissement ou un cordon de soudure trop large. En revanche, réduire la vitesse de soudage sans augmenter la puissance peut entraîner une soudure trop profonde, pouvant entraîner une surchauffe du matériau. Pour les matériaux fins, une puissance trop élevée combinée à une vitesse de soudage lente peut entraîner une fusion excessive du matériau ou une brûlure.
Relation entre la vitesse de soudage au laser et l'épaisseur de la plaque
Les plaques épaisses nécessitent des vitesses de soudage plus lentes
Lors du soudage au laser de plaques plus épaisses, le matériau nécessite plus de chaleur pour atteindre une pénétration complète et une bonne résistance des joints. Par conséquent, la vitesse de soudage doit être réduite pour laisser suffisamment de temps au faisceau laser pour transférer la chaleur sur toute l'épaisseur du matériau. Si la vitesse de soudage est trop rapide, l'énergie laser ne peut pas pénétrer complètement, ce qui peut entraîner une profondeur de pénétration insuffisante, des soudures discontinues ou une résistance insuffisante des joints.
- Plaque épaisse (> 6 mm) : La vitesse de soudage doit être lente pour garantir que l'énergie laser puisse pénétrer complètement toute l'épaisseur de la plaque, formant une soudure stable et à haute résistance.
Les tôles minces peuvent être soudées à une vitesse plus rapide
Par rapport aux plaques épaisses, les matériaux en plaques minces (< 2 mm) nécessitent moins de chaleur, ce qui permet aux lasers de pénétrer plus facilement toute l'épaisseur. À ce stade, une vitesse de soudage plus rapide peut empêcher efficacement le matériau de surchauffer ou de trop fondre, évitant ainsi la déformation ou la brûlure du soudage. De plus, des vitesses de soudage plus élevées peuvent également améliorer l'efficacité du soudage.
- Tôle fine (< 2 mm) : la vitesse de soudage doit être rapide pour réduire les défauts de soudage tels que la déformation et les brûlures causées par la surchauffe du matériau.
Influence de la puissance du laser sur la vitesse de soudage et l'épaisseur de la plaque
La puissance du laser détermine l'apport d'énergie pendant le processus de soudage. Les lasers à haute puissance peuvent fournir une chaleur plus forte, ce qui les rend adaptés au soudage de matériaux plus épais. Les lasers à faible puissance sont plus adaptés au soudage de matériaux plus fins. Lors du choix de la vitesse de soudage, la puissance du laser et l'épaisseur de la plaque doivent être adaptées pour assurer une pénétration suffisante sans provoquer de surchauffe du matériau.
Soudage laser haute puissance de plaques épaisses
Lors du soudage de plaques plus épaisses, une puissance laser plus élevée est nécessaire pour assurer un transfert de chaleur suffisant vers l'intérieur du matériau, formant ainsi un bain de fusion stable. Combinée à une vitesse de soudage plus lente, l'énergie laser peut chauffer uniformément le matériau sur une période de temps plus longue, garantissant ainsi la pénétration.
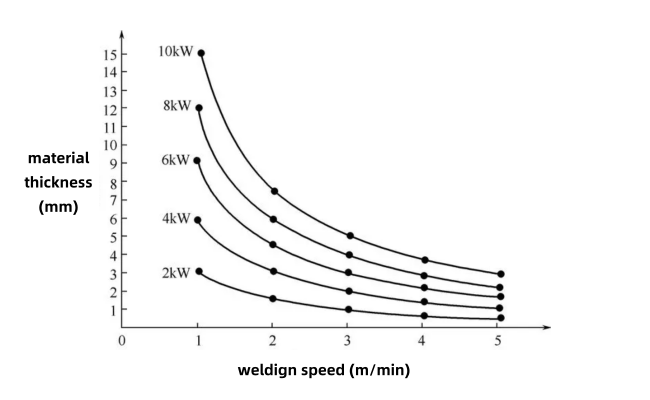
- Puissance de soudage de 6 kW pour plaques épaisses (10 mm) : La vitesse de soudage est généralement comprise entre 0,5 et 1,2 m/min.
Soudage laser à faible puissance de plaques minces
Lors du soudage de plaques minces, une puissance plus faible et une vitesse plus rapide permettent d'éviter la surchauffe et la déformation de la soudure. En général, lorsque la puissance du laser est comprise entre 2 et 3 kW, il est possible de traiter des plaques d'une épaisseur inférieure à 2 mm.
- Soudage de plaques minces (1 mm) à une puissance de 2 kW : la vitesse de soudage est généralement comprise entre 5 et 10 m/min.
Tableau comparatif entre la puissance et la vitesse de la machine de soudage laser
Voici un exemple de comparaison de la puissance et de la vitesse de soudage des machines de soudage laser dans différentes conditions d'épaisseur de plaque :
Épaisseur du matériau(mm) | Puissance laser(kW) | Vitesse de soudage(m/min) |
1.0 | 2.0 | 7.0 |
2.0 | 3.0 | 4.5 |
4.0 | 4.0 | 2.5 |
6.0 | 6.0 | 1.2 |
8.0 | 8.0 | 0.8 |
10.0 | 10.0 | 0.6 |
- Plaque mince (1-2 mm) : La combinaison d'une faible puissance (2-3 kW) et d'une vitesse de soudage élevée (5-10 m/min) est adaptée au soudage dans cette situation, garantissant un fonctionnement rapide sans générer de chaleur excessive.
- Tôle d'épaisseur moyenne (4-6mm) : Une puissance moyenne (4-6kW) combinée à une vitesse de soudage moyenne (1-3 m/min) peut assurer une pénétration tout en évitant une zone affectée par une chaleur excessive.
- Tôles épaisses (> 6 mm) : Une puissance élevée (8-10 kW) combinée à un soudage lent (0,5-1 m/min) est utilisée pour les plaques épaisses afin d'assurer une pénétration de chaleur suffisante dans le matériau et de former des joints à haute résistance.
Tableau de puissance, d'épaisseur et de vitesse de soudage au laser
Le soudage au laser est une technologie de connexion de précision qui permet de réaliser des soudures rapides et de haute qualité pour différentes épaisseurs de métal. La relation entre la puissance du laser, l'épaisseur du matériau et la vitesse de soudage est essentielle pour obtenir des résultats optimaux. Il s'agit d'un tableau complet qui détaille ces paramètres des matériaux courants.
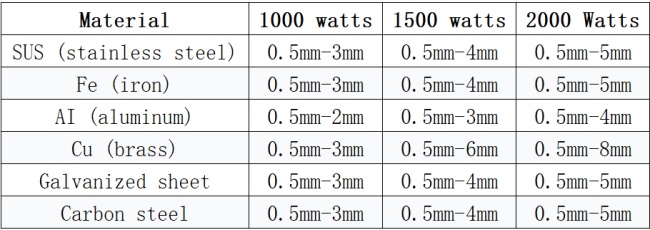
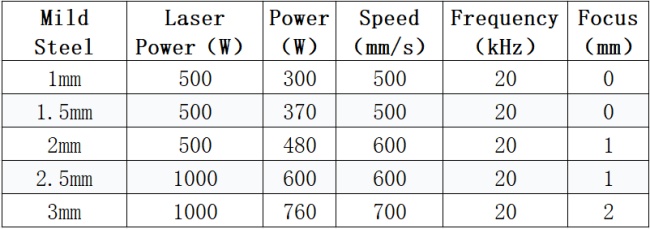
Acier doux
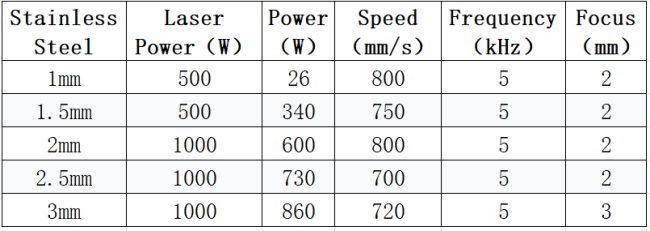
Acier inoxydable
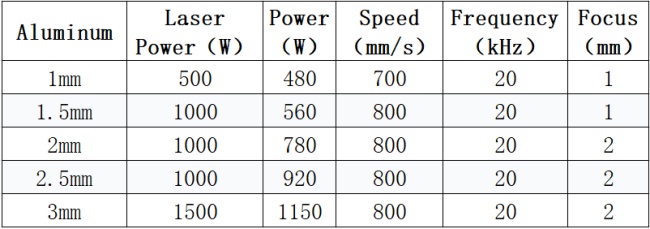
Aluminium
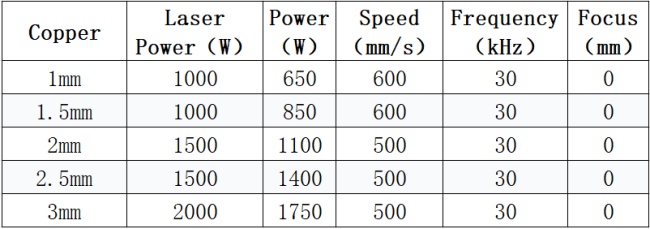
Cuivre
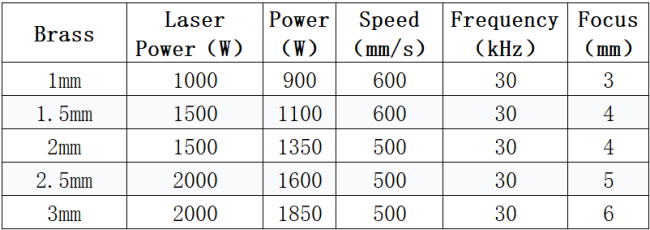
Laiton
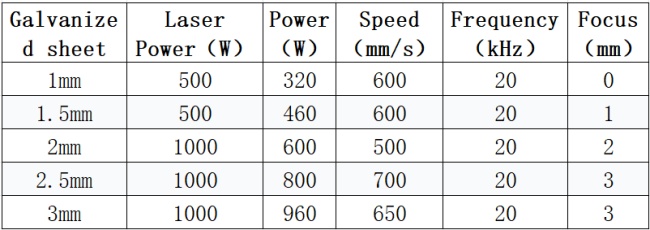
Tôle galvanisée
Conclusion
En résumé, les plaques plus épaisses nécessitent généralement une puissance plus élevée et des vitesses plus lentes, tandis que les matériaux plus minces nécessitent une puissance plus faible et des vitesses de soudage plus rapides. Cet équilibre délicat garantit une utilisation efficace de l'énergie et une qualité de soudure élevée. La compréhension de l'interaction entre ces variables permet aux fabricants d'optimiser leurs processus pour des applications, des matériaux et des épaisseurs spécifiques, ce qui permet d'obtenir des soudures plus solides et plus fiables avec un minimum de défauts.