Table des matières
La presse plieuse CNC est un équipement mécanique de haute précision utilisé pour le pliage, le formage et d'autres opérations de traitement sur des tôles métalliques. Son fonctionnement nécessite certaines compétences et expériences. Cette machine peut paraître complexe et puissante, mais en réalité, à condition de maîtriser les bonnes méthodes de fonctionnement, vous pouvez la contrôler facilement. Cet article vise à vous fournir un guide complet de fonctionnement des presses plieuses CNC, vous aidant à démarrer rapidement et à améliorer l'efficacité du travail.
Introduction générale au fonctionnement de la presse plieuse CNC
Presse plieuse CNC La méthode de fonctionnement comprend principalement les étapes suivantes.
- Préparation au démarrage : Avant de commencer l'opération, clarifiez d'abord votre objectif de pliage, notamment l'épaisseur, le matériau et l'angle de pliage de la tôle à plier. Ces informations détermineront la manière dont vous définissez les paramètres du frein de pliage CNC. Vérifiez les performances de l'équipement, le programme et les paramètres du moule de la machine pour vous assurer qu'elle est en bon état. Démarrez l'alimentation principale de la machine-outil, activez le moteur hydraulique et effectuez l'opération de mise à zéro de la machine-outil.
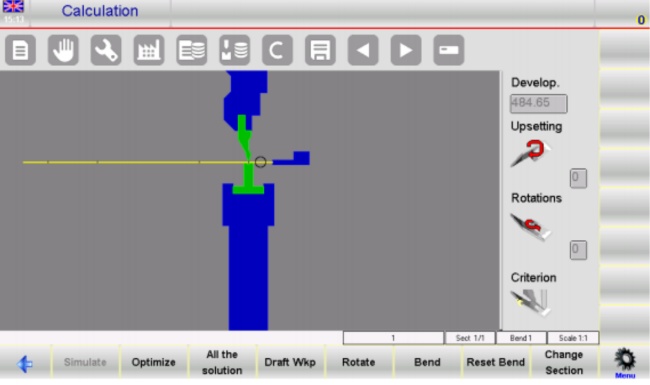
- Réglage et programmation du moule : sélectionnez les moules supérieurs et inférieurs appropriés en fonction de la longueur, de l'épaisseur de la plaque et du manomètre de flexion de la pièce, et assurez-vous que la pression de flexion est inférieure à la résistance à la pression du moule. Programmez sur le panneau LCD contrôlé par CNC, en considérant le mode de programmation directe ou le mode de programmation d'angle, pour éviter les interférences entre la pièce, les moules supérieur et inférieur et la jauge. Assurez-vous d'assurer des réglages précis des paramètres pour éviter d'affecter l'effet de flexion.
- Ajustement et préparation : Ajustez la course de la presse plieuse hydraulique pour garantir qu'il y a un écart d'épaisseur de plaque lorsque le moule supérieur descend vers le bas, évitant ainsi d'endommager le moule et la machine. Choisissez la largeur de fente appropriée et ajustez le matériau de blocage après réglage.
- Commencez à plier : appuyez sur la pédale pour commencer à plier, qui peut être relâchée à tout moment, et la machine à cintrer s'arrêtera. Continuez à appuyer sur l'interrupteur pour vous plier si nécessaire.
- Programmation et exécution : utilisez le système de contrôle pour écrire des programmes de pliage et saisir des paramètres tels que l'angle de pliage et la position de départ. Chargez le programme écrit dans le système de contrôle de la presse plieuse CNC, sélectionnez le mode automatique à exécuter et la machine terminera automatiquement l'opération de pliage en fonction des paramètres et des étapes définis.
- Vérifiez et terminez le travail : après avoir terminé le pliage, vérifiez si la taille, l'angle et la forme de la pièce répondent aux exigences. Effectuer les ajustements et réglages nécessaires pour garantir la qualité de la pièce. Nettoyer la zone de travail, enregistrer les paramètres opérationnels et les programmes.
En suivant les étapes ci-dessus, le hydraulique pliant frein machine peut être utilisé efficacement pour plier diverses tôles.
Précautions d'utilisation
Pendant le fonctionnement de la presse plieuse CNC, les opérateurs doivent faire attention à la sécurité et éviter les accidents.
Lors des opérations de pliage, il convient de veiller à contrôler la force et la vitesse de pliage pour éviter des problèmes tels que la rupture et la déformation.
Lors du réglage du moule, il convient de veiller à assurer le parallélisme et l'écart entre les moules supérieur et inférieur afin de garantir la qualité et la précision du pliage.
Pendant l'opération, il est important d'observer l'état de fonctionnement de la machine et la flexion de la planche, et d'effectuer des réglages et des contrôles en temps opportun.
Une fois l'opération terminée, des travaux de nettoyage et d'entretien doivent être effectués pour assurer le fonctionnement normal de la machine.
Entretien de la presse plieuse
Avant d'effectuer l'entretien ou le nettoyage de la machine, le poinçon supérieur doit être aligné avec les matrices inférieures et la machine doit être abaissée et éteinte jusqu'à ce que le travail soit terminé. Si un démarrage ou d'autres opérations sont nécessaires, le mode doit être sélectionné comme manuel et la sécurité doit être assurée. Le contenu de la maintenance est le suivant :
Circuit d'huile hydraulique
- Vérifiez le niveau d'huile dans le réservoir de carburant chaque semaine et vérifiez-le également après l'entretien du système hydraulique. Si le niveau d'huile est en dessous de la fenêtre d'huile, ajoutez de l'huile hydraulique.
- L'huile hydraulique utilisée dans cette machine est ISO HM46 ou MOBIL DTE25.
- L'huile de la nouvelle machine doit être changée après 2 000 heures de fonctionnement, puis toutes les 4 000 à 6 000 heures de fonctionnement. Après chaque vidange d'huile, le réservoir d'huile doit être nettoyé.
- La température de l'huile du système doit être comprise entre 35 ℃ et 60 ℃ et ne doit pas dépasser 70 ℃. S'il est trop élevé, cela peut entraîner une détérioration et endommager la qualité de l'huile et les accessoires.
Filtre
- Le filtre doit être remplacé ou soigneusement nettoyé à chaque vidange d'huile.
- Si la machine-outil présente des alarmes associées ou d'autres anomalies de filtre telles qu'une mauvaise qualité d'huile, elle doit être remplacée.
- Le filtre à air du réservoir de carburant doit être inspecté et nettoyé tous les 3 mois, de préférence remplacé chaque année.
Composants hydrauliques
- Nettoyez mensuellement les composants hydrauliques (substrats, vannes, moteurs, pompes, conduites d'huile, etc.) pour empêcher la saleté de pénétrer dans le système et évitez d'utiliser des produits de nettoyage.
- Après avoir utilisé la nouvelle presse plieuse pendant un mois, vérifiez s'il y a une déformation au niveau des parties pliées des conduites d'huile. En cas d'anomalie, ils doivent être remplacés. Après deux mois d'utilisation, resserrez tous les raccords des accessoires et éteignez la machine lors de ces travaux.
Sélection et débogage des outils de presse plieuse
Poinçon supérieur
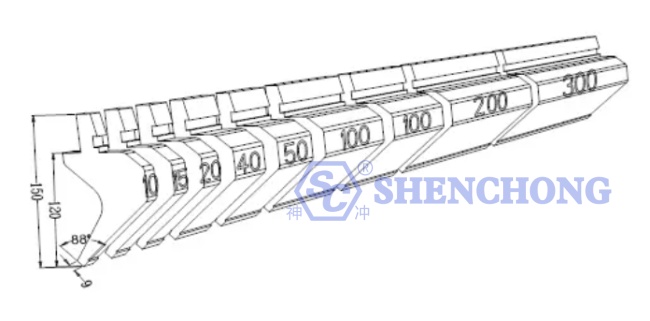
Le poinçon supérieur de la presse plieuse, également connu sous le nom de couteau pliant, est divisé en deux types : intégral et segmenté. La longueur du moule supérieur intégré est respectivement de 415 mm et 835 mm.
Longueur divisée : 10, 15, 20, 40, 50, 100 (oreille gauche), 100 (oreille droite), 200, 300 (mm). Le module de segmentation peut être utilisé pour combiner des longueurs de pliage de différentes longueurs. Le moule supérieur est divisé en quatre types : poinçon supérieur droit, poinçon supérieur incurvé, poinçon supérieur incurvé et poinçon supérieur spécial.
Types et caractéristiques de traitement du poinçon supérieur droit
Le poinçon supérieur droit convient au pliage de produits symétriques, les directions avant et arrière peuvent être évitées et l'épaisseur de l'outil est de 6 mm, de sorte que l'ouverture de pliage peut être aussi petite que 6 mm.
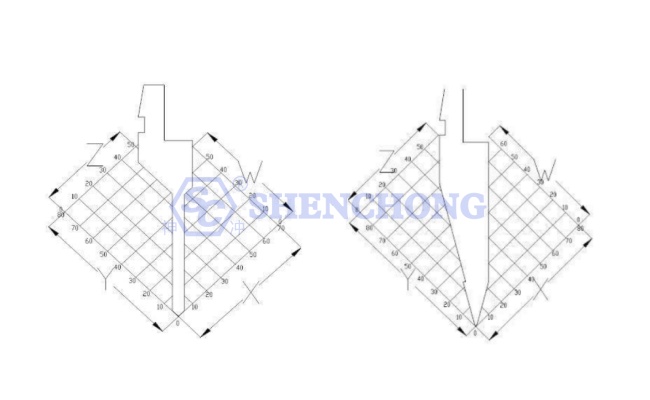
Analyse de l'outil : à partir du diagramme de simulation du pliage de l'outil, on peut voir que l'outil peut être évité dans les positions avant et arrière, mais la longueur de Z et W est plus petite que celle de X et Y. L'angle de pointe de l'outil de celui-ci Le type d'outil est de 88 degrés et l'angle R de la pointe de l'outil est de 0,2. De plus, des outils avec un angle de pointe de 30 degrés et 45 degrés sont couramment utilisés. L'angle du tranchant est de 30 degrés et l'angle R du tranchant est de 0,67, il peut donc être plié à un angle de 30. degrés à 180 degrés. En utilisant le petit angle de la pointe de l'outil, vous pouvez éviter de faire germer des trous ou des écrous. De plus, il peut également être utilisé comme moule à insertion profonde, et l'outil peut être évité en position avant et arrière.
Types et caractéristiques de traitement du poinçon supérieur incurvé
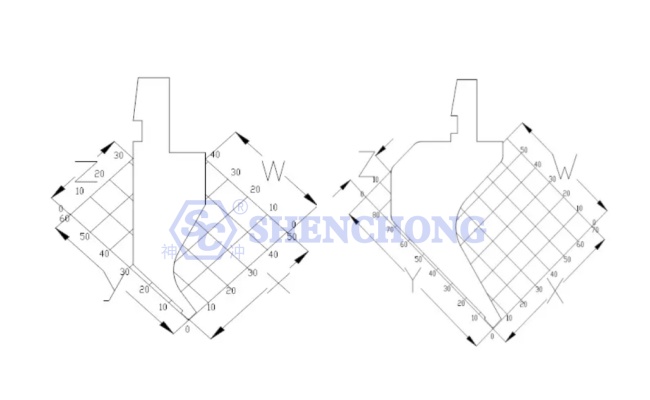
Analyse de l'outil : L'outil utilise principalement l'évitement dans la direction W pendant le processus de pliage. Lorsque X>15MM, son effet d'évitement devient de pire en pire. Il ne remplit les conditions de flexion que lorsque Y>30, sinon il heurtera l'arrière de l'outil. Ce type d'outil est communément appelé petit poinçon supérieur incurvé. Lorsque X>25MM, son effet d'évitement devient de pire en pire. Lorsque Y>75, la condition de pliage est remplie, sinon il heurtera l'arrière du poinçon supérieur. Ce type d'outil est communément appelé grand poinçon supérieur incurvé.
Types et caractéristiques de traitement du poinçon supérieur à arc circulaire
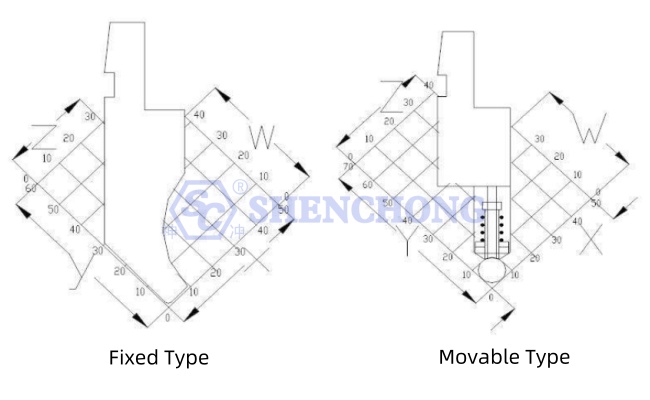
Analyse des outils : les poinçons supérieurs en arc sont divisés en types fixes et mobiles. Le poinçon supérieur d'arc répond aux conditions de traitement des différents coudes d'arc en remplaçant la tige ronde. Le poinçon supérieur à arc fixe a le même effet d'évitement que les petits outils de pliage lorsque la taille X est supérieure à 10 mm. Les critères de sélection courants pour la rainure en V du moule inférieur sont le diamètre de l'arc plus deux épaisseurs de plaque.
Types et caractéristiques de traitement du poinçon supérieur spécial
Le spécial poinçon supérieur pour presse plieuse comprennent des moules à différence d'étape, des moules d'aplatissement et certains moules de pliage de forme spéciale.
R : Il existe deux types de moules différentiels existants : 415 mm et 835 mm. Les spécifications de taille de la forme de division sont cohérentes avec celles de l'outil de coupe, et la forme de pliage est indiquée dans le schéma de formage. Cependant, lorsque l'épaisseur de la feuille est importante, telle que T = 2,0, compte tenu de l'indentation importante et des limitations du moule lui-même, elle sera difficile à former.
B : Le moule supérieur du moule d'aplatissement est un moule plat, et le moule inférieur peut être remplacé par un moule inférieur à pliage régulier, mais il doit éviter la rainure en V. Il est principalement utilisé pour l'aplatissement des bords morts, les écrous de rivetage et d'autres méthodes de traitement.
Matrice inférieure de frein de presse
La matrice inférieure de la presse plieuse comprend le pliage du moule inférieur, l'insertion du moule inférieur profond, etc.
Le choix de la matrice inférieure pour la presse plieuse est principalement basé sur l'épaisseur du produit traité. Lorsqu'il est nécessaire de sélectionner des encoches en V grandes ou petites pour le traitement en raison de limitations de traitement, le coefficient de flexion doit être ajusté en conséquence. Analyse de moule : Les types d'encoches en V comprennent principalement 4 V, 6 V, 7 V, 8 V, 10 V, 12,16 V, 25 V et certains outils de pliage spéciaux à grandes encoches en V.
Principes de base de l'arrangement du processus de pliage
- Se plier de l’intérieur vers l’extérieur.
- Pliez du petit au grand.
- Pliez d’abord la forme générale, puis pliez la forme complexe.
- Le principe est que le cintrage du processus précédent n’affecte pas le processus suivant.
Méthode de contrôle de la taille de pliage
- Pour éviter les erreurs cumulatives, mesurez la taille dépliée pour chaque pli pendant le traitement.
- Évitez de vous appuyer contre des bords pliés et évitez de vous appuyer contre de grands angles.
- Le produit doit être positionné avec le bord plié et l'angle de pliage précédent doit être légèrement inférieur à 90 degrés.
- Déterminez la précision des outils de mesure avant le traitement.
- Effectuez une inspection initiale avant le traitement formel et effectuez des inspections régulières pendant le traitement.
- Sélectionnez la machine appropriée en fonction des exigences de précision du produit traité.
- Évitez de choisir des outils qui ne sont pas concentriques et vérifiez que la pointe supérieure de l'outil du moule est sur la même ligne droite avant le traitement.
- Choisir de bonnes méthodes de traitement et organiser les techniques pour simplifier les difficultés de traitement.
- Positionnement précis, tout positionnement anormal doit être détecté immédiatement.
Actuellement, le contrôleur de presse plieuse CNC peut optimiser automatiquement les étapes de pliage pour les utilisateurs, ce qui signifie que les opérateurs n'ont pas besoin de concevoir manuellement les étapes de pliage à l'aide d'une presse plieuse hydraulique CNC.
Conclusion
En savoir plus sur les connaissances sur le fonctionnement des presses plieuses CNC aide les opérateurs à améliorer les résultats de pliage et à mieux entretenir la machine. Machines SC est l'un des fabricants de presses plieuses hydrauliques les plus célèbres en Chine. Pour plus d’informations sur la presse plieuse, n’hésitez pas à nous contacter.