Table des matières
Présentation du soudage au laser
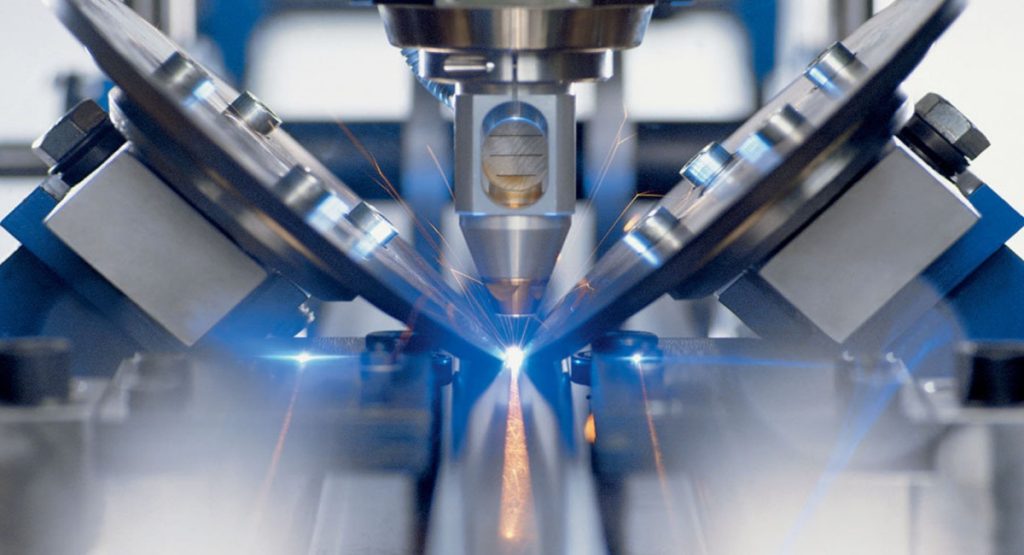
Le soudage au laser, en tant que technologie de soudage moderne, présente des avantages tels qu'une pénétration profonde, une vitesse rapide, une faible déformation, une densité de puissance élevée et n'est pas affecté par les champs magnétiques. Il est largement utilisé dans les domaines de la fabrication de précision haut de gamme tels que l'automobile, la marine et l'aérospatiale. Cet article présente principalement le principe du soudage au laser, ses avantages et ses inconvénients, aidant les personnes qui n'ont pas utilisé le soudage au laser à avoir une compréhension préliminaire de cette technologie de soudage.
Principe du soudage laser
Le soudage au laser peut être réalisé à l'aide de faisceaux laser continus ou pulsés, et le principe du soudage au laser peut être divisé en soudage par conduction thermique et soudage par pénétration profonde au laser.
- Une densité de puissance inférieure à 104-105 W/cm2 est considérée comme un soudage par conduction thermique, où la profondeur de fusion est faible et la vitesse de soudage est lente. Le principe du soudage laser est le suivant : le rayonnement laser chauffe la surface à traiter et la chaleur de surface est guidée vers l'intérieur pour se diffuser par transfert de chaleur. En contrôlant des paramètres tels que la largeur, l'énergie, la puissance et la fréquence de l'impulsion laser, la pièce est fondue pour former un bain de fusion spécifique.
- Le soudage laser à pénétration profonde utilise généralement un faisceau laser continu pour connecter les matériaux, et son processus physique métallurgique est très similaire au soudage par faisceau d'électrons. Le mécanisme de conversion d'énergie est réalisé par de petits trous. Sous l'irradiation d'un laser à haute densité de puissance, le matériau s'évapore pour former de petits trous, qui sont remplis de vapeur comme un corps noir et absorbent presque toute l'énergie lumineuse incidente. La chaleur est transférée de la paroi extérieure de la cavité à haute température, provoquant la fusion du métal entourant la cavité. Sous l'irradiation d'un faisceau lumineux, le matériau de la paroi s'évapore en continu pour produire de la vapeur à haute température. La tension superficielle de la couche de paroi formée par l'écoulement de liquide à l'extérieur de la paroi du trou est en équilibre constant avec la pression de vapeur générée en continu à l'intérieur de la cavité du trou. Le faisceau lumineux pénètre en continu dans le petit trou, qui est toujours dans un état d'écoulement stable. Le métal en fusion entourant la paroi du trou avance avec le faisceau lumineux principal, remplissant l'espace laissé par le petit trou et se condensant en conséquence, formant ainsi un cordon de soudure.
Domaine d'application du soudage laser
Le soudage au laser a été largement utilisé dans diverses industries, telles que :
- Industrie automobile : le soudage au laser permet d'obtenir une connexion efficace et précise des composants automobiles, d'améliorer la productivité et la qualité, de réduire les coûts et la pollution. Le soudage au laser peut être utilisé pour souder des composants tels que des carrosseries, des châssis, des moteurs, des transmissions, des tuyaux d'échappement, des airbags, des tableaux de bord, etc. Par exemple, le soudage au laser peut permettre une conception intégrée des hayons de voiture, réduire le nombre et le poids des pièces, améliorer la rigidité et la résistance, et améliorer l'apparence et la sécurité.
- Construction navale : le soudage au laser peut être utilisé pour connecter les plaques de navire, résoudre les problèmes de gauchissement et de déformation dans le soudage traditionnel, améliorer la qualité et la résistance des soudures et réduire la consommation de matériaux et les coûts de main-d'œuvre. Le soudage au laser peut être utilisé pour souder les structures de navire, les ponts, les cloisons, les cales, les pipelines et d'autres composants. Par exemple, le soudage au laser peut permettre un assemblage rapide de grandes structures de navire, raccourcir les cycles de construction et améliorer l'efficacité de la production.
- Domaine d'application : Le soudage au laser peut être utilisé pour la fabrication de maisons entièrement en aluminium, permettant d'obtenir une connexion sans faille des profilés en alliage d'aluminium, améliorant l'esthétique et la durabilité des maisons et répondant aux besoins de protection de l'environnement et de santé. Le soudage au laser peut être utilisé pour la production de produits pour la maison tels que des armoires entièrement en aluminium, des bibliothèques entièrement en aluminium et des armoires à chaussures entièrement en aluminium. Par exemple, le soudage au laser peut atteindre une valeur zéro formaldéhyde, zéro pollution et un recyclage dans les maisons entièrement en aluminium, créant ainsi un nouveau concept d'ameublement écologique et à la mode.
Classification du soudage au laser

Selon les différents modes de sortie d'énergie des lasers, le soudage laser peut être divisé en soudage laser continu et soudage laser pulsé. Le soudage laser continu forme une morphologie de soudure continue et ininterrompue pendant le processus de soudage, tandis que le soudage laser pulsé forme un point de soudure circulaire sur la surface de la pièce soudée en raison de l'apport d'énergie discontinu à la surface de la pièce. Différentes morphologies de soudure peuvent être obtenues en fonction des changements des paramètres laser. Selon les différentes densités de puissance du point focalisé par laser, le soudage laser peut être divisé en soudage par conductivité thermique et soudage par pénétration profonde.
1. Soudage par conductivité thermique au laser
La densité de puissance du point de soudage par conduction thermique laser sur la surface de la pièce est relativement faible, généralement inférieure à 105 W/cm2. Le laser délivre de l'énergie à la surface de la pièce soudée, chauffant la surface métallique à une température comprise entre les points de fusion et d'ébullition. La surface des matériaux métalliques convertit l'énergie lumineuse absorbée en énergie thermique, provoquant une augmentation continue de la température de la surface métallique et sa fusion. Ensuite, l'énergie thermique est transférée à l'intérieur du métal par conduction thermique, élargissant progressivement la zone de fusion. Après refroidissement, un point de soudage ou une soudure est formé. Ce principe de soudage est similaire au soudage à l'arc sous gaz inerte au tungstène (TIG), connu sous le nom de soudage par conductivité thermique.
2. Soudage laser à pénétration profonde (soudage de petits trous)
Lorsque la densité de puissance laser appliquée à la surface métallique est supérieure à 105 W/cm2, le faisceau laser haute puissance agit sur la surface du matériau métallique, provoquant une fusion locale et la formation de « petits trous ». Le faisceau laser pénètre à l'intérieur du bain de fusion à travers les « petits trous », tandis que le métal fond devant les petits trous. Le métal en fusion s'écoule autour des petits trous vers l'arrière, se solidifie à nouveau et forme un cordon de soudure.
Avantages et inconvénients du soudage au laser
Le soudage au laser est une méthode de soudage efficace et précise qui utilise un faisceau laser à haute densité énergétique comme source de chaleur. Le soudage au laser est l'un des aspects importants de l'application de la technologie de traitement des matériaux au laser, largement utilisée dans des domaines tels que l'automobile, l'aérospatiale, l'électronique et la médecine. Il présente les avantages d'une vitesse rapide, d'une haute qualité, d'une grande flexibilité et d'une protection environnementale verte.
Alors, quels sont les avantages du soudage laser par rapport aux méthodes de soudage traditionnelles ? Quelles sont les difficultés rencontrées lors du soudage laser et comment peuvent-elles être résolues ? Quels sont les domaines d'application courants du soudage laser ?
Avantages du soudage au laser

Par rapport aux méthodes de soudage traditionnelles, le soudage laser présente les avantages suivants :
- Vitesse rapide, profondeur importante et faible déformation. Le soudage au laser présente une densité énergétique élevée, des vitesses de chauffage et de refroidissement rapides, une petite zone affectée par la chaleur et une faible contrainte de soudage et déformation. Le soudage au laser peut réaliser des soudures à rapport hauteur/largeur élevé, avec un maximum de 10:1.
- Traitement sans contact, grande flexibilité. Le soudage laser ne nécessite aucun contact avec la pièce, ni électrodes ni matériaux de remplissage, ce qui peut réduire la pollution et les pertes. Le soudage laser peut être transmis et transformé via des composants optiques, ce qui facilite la coopération avec les robots et permet d'obtenir une automatisation et un traitement multi-stations. Le soudage laser peut également être effectué à température ambiante ou dans des conditions spéciales, adaptées au soudage de pièces difficiles d'accès ou de matériaux réfractaires.
- Haute qualité et bonnes performances. Le soudage au laser, en raison de son faible apport de chaleur et de sa vitesse de refroidissement rapide, peut réduire les défauts tels que la porosité et les fissures, et améliorer la densité et la résistance du cordon de soudure. Le soudage au laser peut également réaliser la connexion de différents métaux ou de matériaux dissemblables, améliorant ainsi la structure et les propriétés.
- Vert et respectueux de l'environnement, sûr et sans pollution. Le soudage au laser ne produit pas de gaz nocifs ni de bruit, n'est pas affecté par les champs électriques ou magnétiques et est sans danger pour la santé humaine et l'environnement.
Difficultés et solutions dans le soudage au laser
Bien que le soudage au laser présente de nombreux avantages, certains problèmes subsistent lors du soudage :
- Projections de soudure : désigne l'apparition de nombreuses particules métalliques à la surface du matériau une fois le soudage terminé, qui adhèrent à la surface du matériau. Cela affectera la qualité de surface du cordon de soudure et contaminera et endommagera également la lentille. La raison des éclaboussures peut être que la surface du matériau n'est pas propre, qu'il y a des taches d'huile ou des polluants, ou que la couche galvanisée s'est volatilisée.
La solution consiste à nettoyer la surface du matériau avant le soudage, à réduire l’énergie de soudage de manière appropriée et à minimiser les projections.
- Fissures : Désigne les fissures thermiques générées par le soudage laser continu, telles que les fissures cristallines, les fissures de liquéfaction, etc. La principale raison des fissures est la force de retrait excessive de la soudure avant qu'elle ne se solidifie complètement.
La solution consiste à utiliser des mesures telles que le remplissage des fils et le préchauffage pour réduire ou éliminer les fissures.
- Pores : désigne l'apparition de pores à la surface du cordon de soudure. La formation de pores peut être due au fait que le bain de fusion du soudage laser est profond et étroit, avec une vitesse de refroidissement rapide, et que le gaz généré dans le bain de fusion liquide ne peut pas s'échapper à temps ; soit la surface du cordon de soudure n'est pas nettoyée à fond, soit la vapeur de zinc s'évapore de la tôle galvanisée.
La solution consiste à nettoyer la surface du cordon de soudure, à améliorer la volatilisation du zinc lorsqu’il est chauffé et à ajuster la direction de soufflage.
- Morsure des bords : désigne une mauvaise liaison entre la soudure et le métal de base, entraînant une rainure d'une profondeur supérieure à 0,5 mm, une longueur totale supérieure à 10% de la longueur de soudure ou une longueur supérieure aux exigences de la norme d'acceptation. La raison de l'apparition d'une sous-coupe peut être que la vitesse de soudage est trop rapide, ce qui empêche le métal liquide de se redistribuer à l'arrière du petit trou ; ou l'espace entre l'assemblage de joint peut être trop grand, entraînant une diminution du métal en fusion dans le processus de remplissage ; ou le temps de chute d'énergie à la fin du soudage laser est trop rapide, provoquant l'effondrement du petit trou.
La solution est de contrôler la correspondance des machine de soudage laser Puissance de traitement et vitesse pour éviter les morsures sur les bords ; polir, nettoyer et réparer les bords mordus détectés lors de l'inspection.
Conclusion
Le soudage au laser est une technologie de soudage de haute précision et de haute efficacité avec de larges perspectives d'application. Différentes méthodes de soudage et scénarios d'application nécessitent la sélection de différentes méthodes de soudage au laser pour obtenir le meilleur effet de soudage. La technologie de soudage au laser est en constante évolution et innove, et de nouveaux types de lasers et de procédés apparaîtront à l'avenir, offrant des solutions de soudage de meilleure qualité, plus efficaces et moins coûteuses pour diverses industries.




