Tabla de contenido
El utillaje de plegadora es un molde utilizado por la hidráulico presiona el freno máquina para dar forma y procesar materiales en láminas. Esta herramienta consta de varias partes y los diferentes moldes se componen de diferentes partes. Principalmente logra el procesamiento de la forma del objeto cambiando el estado físico del material formado. Herramienta utilizada para convertir una pieza en bruto en una pieza de trabajo con una forma y tamaño específicos bajo la presión de un freno de flexión.
Las dimensiones del material, espesor, largo y ancho de la chapa, así como las diferentes formas y ángulos diseñados, requieren el uso de diferentes utillajes plegadores para el plegado. En términos generales, el doblado requiere el uso de punzón superior y troqueles inferiores de prensa plegadora con diferentes alturas, formas y tamaños de ancho en V, y más aún, se necesitan moldes especiales con formas especiales. Este artículo presenta los diferentes tipos de herramientas de plegadora y enseña a los usuarios cómo seleccionar, usar y mantener el punzón superior y los troqueles inferiores de la plegadora.
Introducción general a las herramientas para prensa plegadora
Estructura de moldes de plegadora
El molde de la plegadora se puede dividir en dos categorías en términos de estructura: punzón superior de la plegadora y troqueles inferiores de la plegadora. En las operaciones de doblado, la gran mayoría del punzón superior es el molde activo y el troquel inferior es el molde pasivo. Si el troquel inferior está fijo y no se mueve, el punzón superior se mueve por la fuerza. En términos generales, a excepción de los juegos especiales de herramientas de plegadora, un troquel inferior de plegadora puede corresponder a múltiples punzones superiores y los operadores pueden elegir según las necesidades de diseño del producto.
Tipos de herramientas para plegadoras
Existen varios tipos de moldes para máquinas plegadoras, incluidos moldes en forma de V, moldes en forma de U, moldes poligonales, moldes semicirculares, etc. Cada tipo de molde es adecuado para necesidades de procesamiento y tipos de materiales específicos. Por ejemplo, los moldes en forma de V y U se usan comúnmente para doblar láminas de metal, mientras que los moldes poligonales y semicirculares son adecuados para doblar formas y ángulos específicos. La forma y el tamaño específicos de estos moldes se seleccionan en función de los requisitos de diseño y procesamiento de la pieza de trabajo.
Hay muchos tipos de herramientas de corte para máquinas dobladoras CNC, que generalmente incluyen moldes superiores estándar para doblado en ángulo recto, moldes superiores puntiagudos, moldes de cuchillas aplanadoras, moldes de cuchillas en forma de R, punzones superiores desplazados, troqueles inferiores de 1V, troqueles inferiores de 2V, 3U, Troqueles inferiores de 4V, troqueles inferiores de goma prensa plegadora Yuli, troqueles inferiores de caucho duro, rieles de guía del molde inferior, soporte de troquel inferior, moldes para doblar con diferencia de segmento, moldes para doblar, moldes para doblar combinados, moldes para doblar sin rayones, etc. Varios moldes no estándar Se puede diseñar según diferentes situaciones.
En términos de uso, los moldes de las máquinas dobladoras de frenos generalmente se dividen en moldes estándar y moldes especiales. En términos generales, el ángulo de la punta del punzón superior de la plegadora es de 30 grados (el ángulo real es de 26 a 28 grados), el ángulo de la muesca del troquel inferior es de 30 grados, 45 grados, 60 grados, 80 a 90 grados, etc., y 60 grados. 78-88 grados, etc.
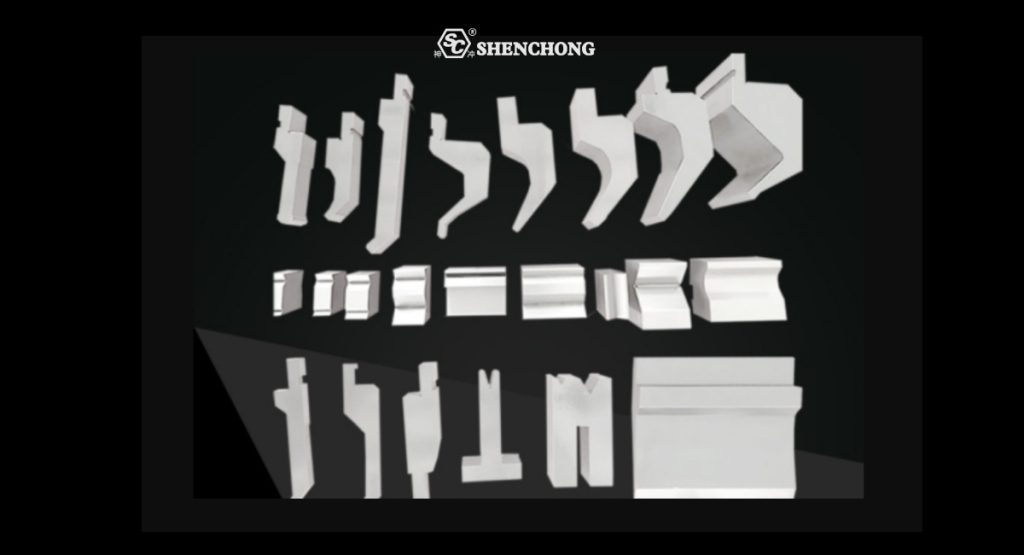
Desde la perspectiva de la forma, el punzón superior de la máquina dobladora se puede dividir en molde de hoja afilada, molde de arco circular, molde de hoja dobladora y molde de formación. En términos generales, los moldes de cuchillos afilados tienen en su mayoría 30 grados y 60 grados, ocasionalmente con ángulos especiales especificados, como 45 grados y 55 grados. Los moldes de arco se diseñan principalmente con diferentes diámetros y longitudes de arco. La matriz de doblado se utiliza principalmente para evitar piezas de trabajo en forma de U o dobleces múltiples. El más complejo es el molde de formación. El troquel de formación puede integrarse o combinarse. En términos generales, el troquel combinado se diseña, fabrica y combina a partir de los moldes superior e inferior. Desde la perspectiva del costo de producción, el costo de fabricación de la matriz de conformado integral será mucho mayor (especialmente para moldes grandes) y la precisión es difícil de controlar. El troquel combinado tiene grandes ventajas en moldes grandes y moldes gráficos complejos.
Las herramientas de la plegadora se pueden dividir en molde único y molde multifunción según su función. El molde único solo puede fabricar un único tipo de pieza de trabajo, mientras que el molde multifuncional puede procesar diferentes tipos de piezas de trabajo. Algunos se pueden desmontar y montar, lo que también se denomina molde compuesto, como el molde de diferencia de segmentos y el molde de formación.
De acuerdo con el número de muescas del molde, el troquel inferior de la máquina plegadora se puede dividir aproximadamente en un troquel inferior en V simple, un troquel inferior en V doble y un troquel inferior en V múltiple. Como sugiere el nombre, la superficie del troquel inferior en V simple y V doble solo tiene una o dos muescas en el molde, lo cual es común en Máquinas plegadoras CNC y tiene alta precisión. Debido a que tiene un punto de referencia fijo, también conocido como molde concéntrico, se puede reemplazar fácilmente. El troquel inferior en V múltiple es principalmente un molde cuadrado, con múltiples muescas en las cuatro superficies y diferentes tamaños. La ventaja es que el molde tiene múltiples ranuras, que pueden adaptarse al doblado de varias placas gruesas.
Hoy en día, con el progreso continuo de la sociedad, los requisitos de los productos también aumentan constantemente, y los diversos requisitos para productos y materiales doblados también aumentan constantemente. El molde inferior de las máquinas curvadoras también está en constante evolución. Los moldes de fondo integrados, los moldes de fondo sin hendiduras y los moldes de fondo con apertura ajustable se han utilizado ampliamente en diversas industrias.
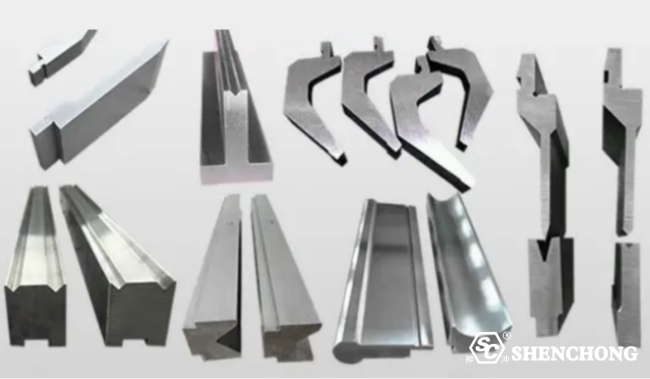
Tipos comunes de prensa plegadora, punzón superior y troqueles inferiores a la venta
1. Troqueles inferiores y punzones superiores estándar ordinarios
El punzón superior estándar y los troqueles inferiores se utilizan para doblar en ángulos de 90 ° -180 °. Ventajas: versátil para placas gruesas y delgadas, duradero y ampliamente utilizado.
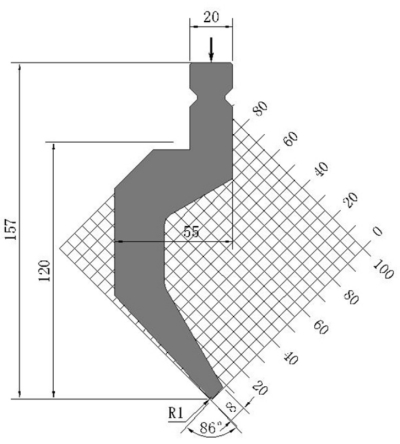
2. Punzón superior con hoja afilada
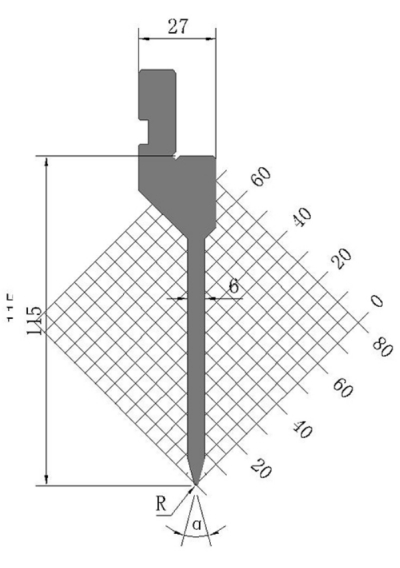
El punzón superior de hoja afilada se utiliza para doblar ángulos de 20° a 180°. Ventajas: puede doblar ángulos y tamaños más pequeños, con una curva R más pequeña después del doblado, una apariencia hermosa y bordes claros.
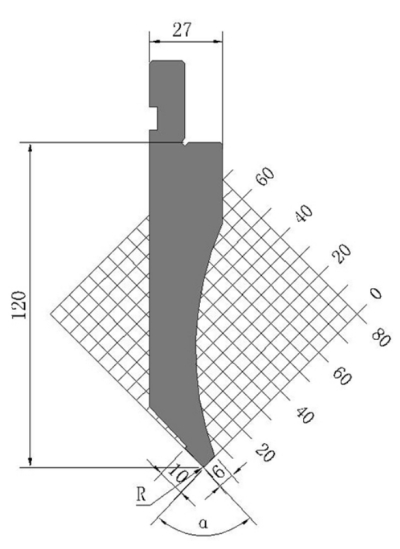
3. Golpe superior con flexión grande (golpe superior con cuello de ganso)
El punzón superior de la plegadora de cuello de ganso se utiliza para ángulos de flexión de 30 ° -180 °. Ventajas: se utiliza para productos en forma de U que no se pueden completar con moldes estándar y puntiagudos, con una amplia gama de aplicaciones.
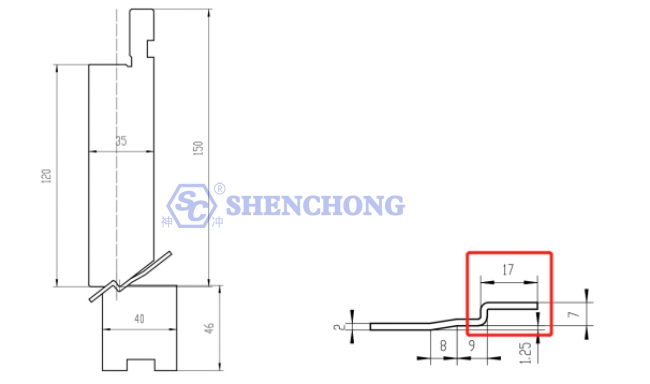
4. Dobladillo de herramientas para prensa plegadora
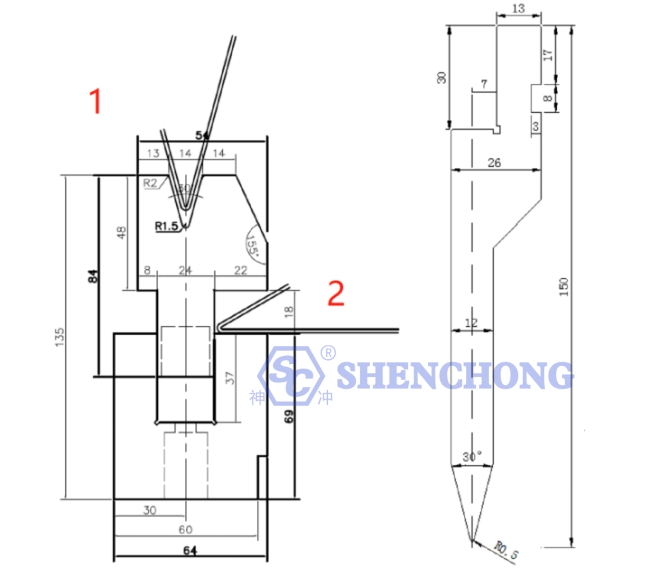
Las herramientas plegadoras para dobladillo se utilizan para dobladillo de bordes y son adecuadas para combinar con troqueles puntiagudos. Primero, use el troquel puntiagudo para doblar la pieza de trabajo en un ángulo de menos de 45 ° y luego use el troquel aplanador para presionar el borde muerto, que se usa principalmente para reforzar el marco.
5. Herramientas para prensa plegadora “Z”
El troquel "Z" se utiliza principalmente para doblar una sola vez piezas de trabajo de tamaño pequeño en forma de "Z", divididas en tipos fijos y ajustables.
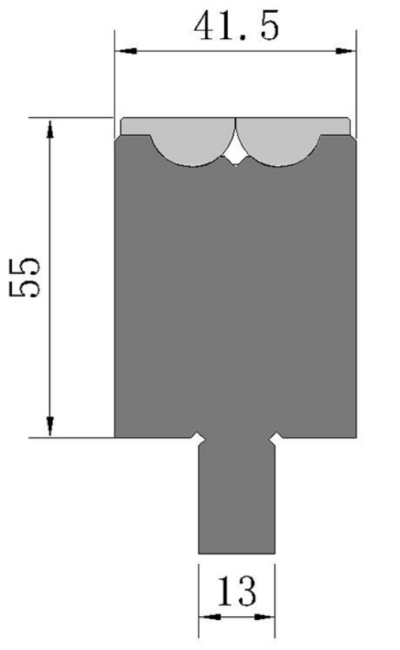
6. Prensa plegadora que forma el molde
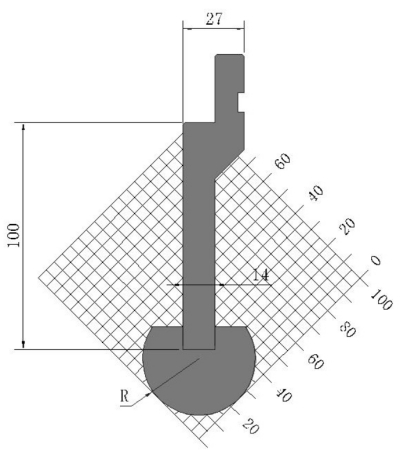
El molde de formación (incluido el molde de arco, el molde de formación única de marco de puerta, el molde de forma de U, el molde de poste de lámpara, etc.) se utiliza generalmente para doblar productos complejos e incluye múltiples ángulos y estilos de curvatura. Por lo tanto, un molde de conformado de doblado de una sola vez está diseñado para mejorar la precisión y eficiencia del doblado.
7. Mismo troquel inferior del núcleo
El mismo troquel inferior de núcleo generalmente se refiere al molde inferior utilizado junto con una máquina dobladora CNC, que consta de un soporte de molde y moldes inferiores segmentados. Mismo núcleo se refiere al uso de cualquier ranura que solo necesita cambiarse a la ranura especificada, sin necesidad de volver a centrar las posiciones superior e inferior del molde. El cambio de molde es muy conveniente y la precisión del mecanizado es alta.
8. Troquel inferior sin sangría
La estructura del molde giratorio sin hendiduras. Durante el proceso de presionar la pieza de trabajo en el cuerpo del troquel inferior mediante el punzón superior, debido al contacto entre la pieza de trabajo y el plano de la placa abatible giratoria, la placa abatible giratoria gira en el cuerpo del molde inferior y la pieza de trabajo no se desliza con respecto a la placa giratoria durante todo el proceso de doblado. Al mismo tiempo, la pieza de trabajo está en contacto con la placa giratoria, lo que elimina las marcas de presión y los rayones causados por la compresión en la superficie de la pieza de trabajo, mejorando efectivamente la calidad de la apariencia y la precisión de la pieza de trabajo. Además de los dos tipos de estructuras de molde sin indentaciones mencionados anteriormente, que pueden resolver la indentación en la superficie de la pieza de trabajo durante el doblado, el uso de almohadillas de goma antiindentaciones, manguitos de goma antiindentaciones de molde cóncavo en V simple y pegamento superior en forma de bloque+ También se pueden utilizar revestimiento de almohadilla AT, moldes cóncavos de caucho duro y otros métodos para resolver las hendiduras en la superficie de la pieza de trabajo durante el doblado, logrando así los requisitos de calidad del producto. Sin embargo, las almohadillas de caucho, los manguitos de caucho, los bloques de caucho superiores y el caucho duro son propensos a deformarse y tienen una vida útil corta durante el proceso de doblado, lo que afecta la precisión dimensional de la pieza de trabajo doblada. Sólo son adecuados para doblar piezas con requisitos de precisión dimensional bajos.
El troquel inferior sin indentaciones incluye un troquel inferior sin indentaciones de tipo bola, un troquel inferior sin indentaciones de placa giratoria y un troquel inferior sin indentaciones con adhesivo superior. El objetivo principal de un troquel inferior sin muescas es evitar rayones, rayones y muescas en la superficie del material.
Material de herramientas para prensa plegadora
Generalmente, las herramientas de las plegadoras están hechas de T8, T10, T10A y 42CrMo, que requieren principalmente alta resistencia, tenacidad y buena resistencia al desgaste. Se selecciona acero para moldes de trabajo en frío Cr12MoV es un material muy bueno. Su rendimiento puede cumplir con los requisitos y el rendimiento de su proceso también es bueno. El precio será mayor. 42CrMo es una aleación de acero templado y revenido de alta resistencia con alta resistencia y buena tenacidad. Puede funcionar por debajo de 500 grados.
Al elegir el material para la máquina herramienta plegadora, las fábricas y los usuarios deben considerar varias características: dureza, resistencia al calor y resistencia al desgaste. Generalmente elegimos acero al carbono T8-T12 para las herramientas de plegadoras, entre los cuales se usa más comúnmente el T10, con tenacidad moderada y buena resistencia al desgaste. Después del tratamiento térmico, la dureza más alta puede alcanzar 60 HRC o más, y su costo de producción es relativamente bajo. Sin embargo, tiene poca templabilidad y resistencia al calor (250 ℃).
Si necesita mejores materiales para el molde, elija acero estructural de aleación de alta resistencia 42CrMo. 42CrMo pertenece a un acero de ultra alta resistencia, que tiene alta resistencia y tenacidad, buenas propiedades de enfriamiento y un alto límite de fatiga y resistencia a múltiples impactos después del tratamiento de enfriamiento y revenido. Puede funcionar por debajo de 500 ℃. La dureza después del tratamiento térmico es de alrededor de 45-48 HRC, que es más adecuada.
Selección de herramientas para prensa plegadora
El uso de diferentes combinaciones de herramientas de plegadora puede obtener diferentes alturas de combinación de moldes para procesar diferentes piezas. La distancia entre las puntas de las herramientas de diferentes combinaciones de moldes no puede exceder la mitad de su carrera menos el ancho de la muesca en V.
Al procesar diferentes piezas, es necesario utilizar diferentes moldes. La selección incorrecta del molde no sólo dificulta el procesamiento, sino que también puede provocar el desguace del producto. Antes de seleccionar un molde, es necesario comprender los parámetros de procesamiento de la plegadora y el molde para evitar situaciones en las que no puedan coincidir entre sí.
Los parámetros de la máquina herramienta incluyen: carrera, capacidad de presurización, altura de apertura y tipo de sujeción rápida.
Parámetros del utillaje de la plegadora: (tipo portapunzón), tonelaje de resistencia a la presión (presión máxima de flexión).
Selección del punzón superior de la plegadora
Hay tres tipos de portapunzones superior.
- El ángulo superior del punzón debe ser menor que el ángulo de mecanizado. Por ejemplo, procesando 90 grados usando un punzón superior de 88 grados.
- Para elegir una punta R adecuada, generalmente se usa R0.6 por debajo de 3 mm, pero si existen requisitos especiales para el procesamiento, se pueden usar otros moldes R como R0.2.
- Asegúrese de que el rango de resistencia a la presión del punzón superior exceda el rango de procesamiento.
- Se requieren diferentes formas de punzón superior para diferentes formas de plegado.
Selección de troqueles inferiores para prensa plegadora
- Asegúrese de elegir el ancho de V correcto para el troquel inferior.
- El ángulo entre la muesca en V del molde inferior debe ser consistente con el del molde superior, por ejemplo, un molde superior de 88 grados con un molde inferior de 88 grados.
- Asegúrese de que el rango de resistencia a la presión del troquel inferior exceda el rango de procesamiento
- El troquel inferior incluye V simple y V doble. Entre estos dos tipos, también hay diferentes tipos de moldes para segmentación y segmentos enteros, que son adecuados para diferentes necesidades de procesamiento. En términos generales, los moldes de una sola V tienen una gama más amplia de aplicaciones de procesamiento que los moldes de doble V, y los moldes segmentados tienen una gama más amplia de aplicaciones que los moldes de segmento completo. Sin embargo, el primero es relativamente caro.
Selección de soporte de matriz inferior
Seleccione la base del troquel inferior de acuerdo con el troquel inferior seleccionado y utilice diferentes bases de troquel inferior para el troquel inferior en V simple y en V doble.
Al seleccionar el soporte del troquel inferior, también es importante tener en cuenta que se utilizan varias alturas diferentes de soporte del molde para adaptarse a los diferentes métodos de procesamiento.
Introducción al método de instalación de herramientas para prensa plegadora

Seleccione el molde de plegadora
Elegir un molde de plegadora que se adapte a sus necesidades de trabajo es un requisito previo para utilizar una máquina plegadora. Al seleccionar un molde para doblar, preste atención a los siguientes puntos:
- Determine el rango de presión requerido y el espesor del material de trabajo.
- Elija el tipo de herramienta de plegadora según el ángulo de curvatura y el radio de curvatura requeridos.
Ajustando el molde
Antes de instalar las herramientas de la plegadora, primero debemos ajustarlas.
- Ajuste la fuerza de sujeción de las herramientas de la plegadora para asegurar un buen ajuste con la pieza de trabajo.
- Ajuste el ángulo de curvatura y el radio del molde para cumplir con los requisitos de la pieza de trabajo.
Instalación de moldes
- Primero, inserte el soporte del troquel inferior de la plegadora en la mesa de trabajo de acuerdo con el pasador de posicionamiento.
- Luego instale el molde móvil en la base del molde.
- Finalmente, instale el marco del asiento del molde superior (la posición de la curva de flexión teórica) y complete la instalación del molde.
Al instalar el molde, se deben tomar precauciones de seguridad:
- Antes de instalar el molde, apague la alimentación y espere a que la máquina se detenga.
- Durante la instalación, se debe prestar atención a la fuerza de soporte para garantizar una instalación estable.
- Siga estrictamente el manual de operación para evitar que ocurran situaciones de emergencia.
Usando moldes
Después de la instalación de las herramientas de la plegadora, se requiere un experimento de prueba de flexión para determinar si el molde y la máquina son estables y si el molde cumple con los requisitos de la pieza de trabajo.
En resumen, la correcta instalación del molde de la máquina curvadora es la clave para garantizar el normal funcionamiento de la máquina. Por lo tanto, al instalar el molde, es necesario tomar en serio los pasos de ajuste e instalación para garantizar una instalación correcta, seguridad operativa y eficiencia de producción.
Uso de herramientas para prensa plegadora
Existen varios tipos de moldes para doblar, incluidos los en forma de L, en forma de R, en forma de U, en forma de Z, etc. El molde superior se utiliza principalmente en diferentes ángulos, como 90 °, 88 °, 45 °, 30 °, 20° y 15°. El molde inferior tiene muescas dobles y sencillas con diferentes anchos de muescas de 4-18 V, así como moldes inferiores R, moldes inferiores de ángulo agudo y moldes aplanadores. Los moldes superior e inferior se dividen en segmentos y un todo: los segmentos del molde superior son generalmente de 300 mm, 200 mm, 100 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm, 10 mm y el molde completo mide 835 mm. El molde inferior generalmente se divide en 400 mm, 200 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm y 10 mm, con un tamaño total de 835 mm.
- Las herramientas de la plegadora están hechas de acero de alta calidad mediante un tratamiento térmico especial, que tiene las características de alta dureza, baja resistencia al desgaste y alta resistencia a la presión. Sin embargo, cada conjunto de moldes tiene su resistencia máxima a la presión: toneladas/metro. Por eso, a la hora de utilizar el molde, es importante elegir correctamente el largo del molde, es decir, cuánta presión se debe añadir por metro, y nunca superar la presión indicada en el molde. Esto es muy importante y esperamos que todos lo recuerden.
- Para evitar dañar el herramental de la plegadora, hemos estipulado que al alinear el origen, se debe utilizar un punzón superior y un troquel inferior con una longitud de 300 mm o más. Sólo después de alinear el origen se puede utilizar la misma altura de los moldes superior e inferior. Está estrictamente prohibido utilizar moldes divisorios para alinear el origen, y la presión del origen debe basarse en la presión del origen de la máquina dobladora. No puede exceder las 7 toneladas para 80T, 10 toneladas para 100T y 15 toneladas para 200T.
- Cuando se utilizan moldes de prensa plegadora, debido a las diferentes alturas de varios moldes, solo se pueden usar moldes de la misma altura en una sola máquina y no se pueden usar moldes de diferentes alturas.
- Cuando se utilizan moldes, se deben seleccionar los moldes superior e inferior apropiados en función de la dureza, el grosor y la longitud del material de flexión de la lámina de metal. Cuando el material es más duro y grueso, se debe utilizar una muesca más ancha para el troquel inferior.
- Al doblar o aplastar esquinas afiladas, se debe seleccionar un ángulo de 30 grados, doblando primero las esquinas afiladas y luego aplastando los bordes. Al doblar el ángulo R, se deben seleccionar tanto el molde superior como el inferior.
- Al doblar piezas de trabajo más largas, es mejor no utilizar moldes segmentados para reducir las indentaciones de la herramienta.
- Al seleccionar un molde superior, debemos comprender los parámetros de todos los moldes y decidir qué molde superior usar en función de la forma del producto que se va a formar.
- Después de que la máquina haya alineado el origen, los moldes superior e inferior deben bloquearse para evitar que se caigan y causen lesiones a las personas o al molde. Durante la operación, tenga cuidado de no aplicar demasiada presión a la vez y preste atención a los cambios en los datos que se muestran en la pantalla.
- Después de usar las herramientas de la plegadora, se deben volver a colocar rápidamente en el bastidor del molde y colocarlas de acuerdo con la etiqueta. El polvo del molde debe limpiarse periódicamente y recubrirse con aceite a prueba de óxido para evitar la oxidación y reducir la precisión del molde.
Conclusión
En los últimos años, la industria manufacturera de China se ha desarrollado rápidamente, lo que significa un mercado enorme para la industria de máquinas herramienta de prensa CNC en China. En este contexto, el bajo nivel de los costes de fabricación en China también es un hecho reconocido. Según los datos, la diferencia de precio entre las herramientas para plegadoras en China y los países desarrollados de Europa y América es de aproximadamente 3 a 5 veces. Los clientes pueden comprar troqueles inferiores y punzones superiores de prensa plegadora más baratos en China.




