
Tabla de contenido
La máquina plegadora CNC es un equipo mecánico de alta precisión que se utiliza para doblar, formar y otras operaciones de procesamiento de láminas de metal. Su funcionamiento requiere ciertas habilidades y experiencia. Esta máquina puede parecer compleja y poderosa, pero de hecho, siempre que domines los métodos operativos correctos, podrás controlarla fácilmente. Este artículo tiene como objetivo brindarle una guía completa de operación de plegadora CNC, que lo ayudará a comenzar rápidamente y mejorar la eficiencia del trabajo.
Operación de plegadora CNC Introducción general
Prensa plegadora CNC El método de operación incluye principalmente los siguientes pasos.
- Preparación para la puesta en marcha: antes de comenzar la operación, primero aclare su objetivo de flexión, incluido el grosor, el material y el ángulo de flexión de la hoja que debe doblarse. Estos datos determinarán cómo configurar los parámetros del freno de doblado CNC. Verifique el rendimiento del equipo, el programa y la configuración del molde de la máquina para asegurarse de que esté en buenas condiciones. Inicie la fuente de alimentación principal de la máquina herramienta, active el motor hidráulico y realice la operación de puesta a cero de la máquina herramienta.
- Configuración y programación del molde: seleccione los moldes superior e inferior adecuados según la longitud, el espesor de la placa y el manómetro de flexión de la pieza de trabajo, y asegúrese de que la presión de flexión sea menor que la resistencia a la presión del molde. Programe en el panel LCD controlado por CNC, considerando el modo de programación directa o el modo de programación en ángulo, para evitar interferencias entre la pieza de trabajo, los moldes superior e inferior y el calibre. Asegúrese de garantizar una configuración de parámetros precisa para evitar afectar el efecto de flexión.
- Ajuste y preparación: Ajuste la carrera de la máquina plegadora hidráulica para garantizar que haya un espacio en el espesor de la placa cuando el molde superior descienda al fondo, evitando daños al molde y a la máquina. Elija el ancho de ranura apropiado y ajuste el material de bloqueo después del ajuste.
- Comience a doblar: presione el interruptor de pie para comenzar a doblar, que se puede soltar en cualquier momento y la máquina dobladora se detendrá. Continúe presionando el interruptor para doblarlo cuando sea necesario.
- Programación y ejecución: utilice el sistema de control para escribir programas de plegado, parámetros de entrada como el ángulo de plegado y la posición inicial. Cargue el programa escrito en el sistema de control de la máquina plegadora CNC, seleccione el modo automático para ejecutar y la máquina completará automáticamente la operación de plegado de acuerdo con los parámetros y pasos establecidos.
- Verifique y complete el trabajo: después de completar el doblado, verifique si el tamaño, el ángulo y la forma de la pieza de trabajo cumplen con los requisitos. Realice los ajustes y ajustes necesarios para garantizar la calidad de la pieza de trabajo. Limpiar el área de trabajo, registrar parámetros y programas operativos.
Siguiendo los pasos anteriores, el hidráulico doblando freno máquina Se puede operar eficazmente para doblar varias láminas de metal.
Precauciones de operación
Durante la operación de la plegadora CNC, los operadores deben prestar atención a la seguridad y evitar accidentes.
Al realizar operaciones de doblado, se debe prestar atención al control de la fuerza y la velocidad de doblado para evitar problemas como roturas y deformaciones.
Al ajustar el molde, se debe prestar atención a garantizar el paralelismo y el espacio entre los moldes superior e inferior para garantizar la calidad y precisión del doblado.
Durante la operación, es importante observar el estado de funcionamiento de la máquina y la flexión del tablero, y realizar ajustes y controles oportunos.
Después de completar la operación, se deben realizar trabajos de limpieza y mantenimiento para garantizar el funcionamiento normal de la máquina.
Mantenimiento de la máquina plegadora
Antes de realizar el mantenimiento o limpieza de la máquina, se debe alinear el punzón superior con los troqueles inferiores y se debe bajar y apagar la máquina hasta completar el trabajo. Si se requiere arranque u otras operaciones, el modo debe seleccionarse como manual y se debe garantizar la seguridad. El contenido del mantenimiento es el siguiente:
Circuito de aceite hidráulico
- Verifique el nivel de aceite en el tanque de combustible cada semana y también después del mantenimiento del sistema hidráulico. Si el nivel de aceite está por debajo de la ventana de aceite, agregue aceite hidráulico.
- El aceite hidráulico utilizado en esta máquina es ISO HM46 o MOBIL DTE25.
- A la nueva máquina se le debe cambiar el aceite después de 2000 horas de funcionamiento y, a partir de entonces, cada 4000-6000 horas de funcionamiento. Después de cada cambio de aceite, se debe limpiar el tanque de aceite.
- La temperatura del aceite del sistema debe estar entre 35 ℃ y 60 ℃ y no debe exceder los 70 ℃. Si es demasiado alto, puede causar deterioro y daños a la calidad del aceite y a los accesorios.
Filtrar
- El filtro debe reemplazarse o limpiarse a fondo cada vez que se cambia el aceite.
- Si la máquina herramienta tiene alarmas relacionadas u otras anomalías del filtro, como mala calidad del aceite, se debe reemplazar.
- El filtro de aire del tanque de combustible debe inspeccionarse y limpiarse cada 3 meses y, preferiblemente, reemplazarse cada año.
Componentes hidráulicos
- Limpiar mensualmente los componentes hidráulicos (sustratos, válvulas, motores, bombas, tuberías de aceite, etc.) para evitar la entrada de suciedad al sistema y evitar el uso de agentes limpiadores.
- Después de usar la nueva plegadora durante un mes, verifique si hay alguna deformación en las partes dobladas de los tubos de aceite. Si hay alguna anormalidad, se deben reemplazar. Después de dos meses de uso, apriete todas las conexiones de los accesorios y apague la máquina al realizar este trabajo.
Selección y depuración de herramientas plegadoras
Puñetazo superior
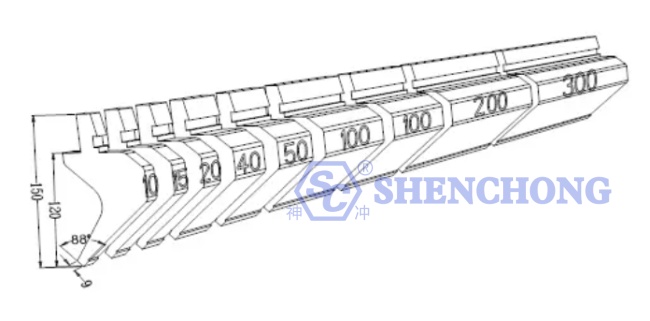
El punzón superior de la plegadora, también conocido como cuchilla plegable, se divide en dos tipos: integral y segmentado. La longitud del molde superior integral es de 415 mm y 835 mm, respectivamente.
Longitud dividida: 10, 15, 20, 40, 50, 100 (oreja izquierda), 100 (oreja derecha), 200, 300 (mm). El módulo de segmentación se puede utilizar para combinar longitudes de doblado de diferentes longitudes. El molde superior se divide en cuatro tipos: punzón superior recto, punzón superior curvo, punzón superior curvo y punzón superior especial.
Tipos y características de procesamiento del punzón superior recto
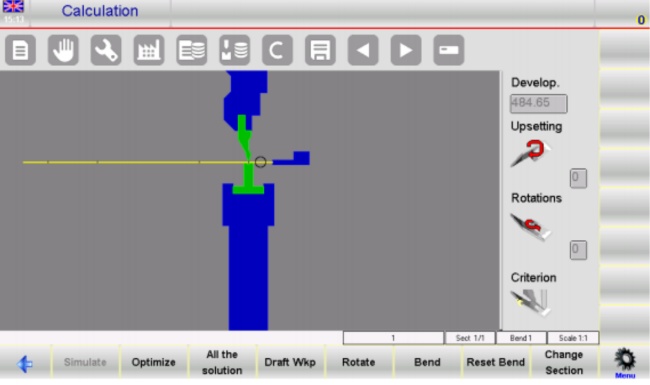
El punzón superior recto es adecuado para doblar productos simétricos, se pueden evitar las direcciones delantera y trasera y el grosor de la herramienta es de 6 mm, por lo que la abertura de doblado puede ser tan pequeña como 6 mm.
Análisis de la herramienta: en el diagrama de simulación de flexión de la herramienta, se puede ver que la herramienta se puede evitar tanto en la posición delantera como en la trasera, pero la longitud de Z y W es menor que la de X e Y. El ángulo de punta de la herramienta de este El tipo de herramienta es de 88 grados y el ángulo R de la punta de la herramienta es de 0,2. Además, se utilizan comúnmente herramientas con un ángulo de punta de herramienta de 30 grados y 45 grados. El ángulo del filo es de 30 grados y el ángulo R del filo es de 0,67, por lo que se puede doblar en un ángulo de 30. grados a 180 grados. Al utilizar el ángulo pequeño de la punta de la herramienta, se puede evitar que salgan agujeros o tuercas. Además, también se puede utilizar como molde de inserción profunda y la herramienta se puede evitar tanto en la posición delantera como en la trasera.
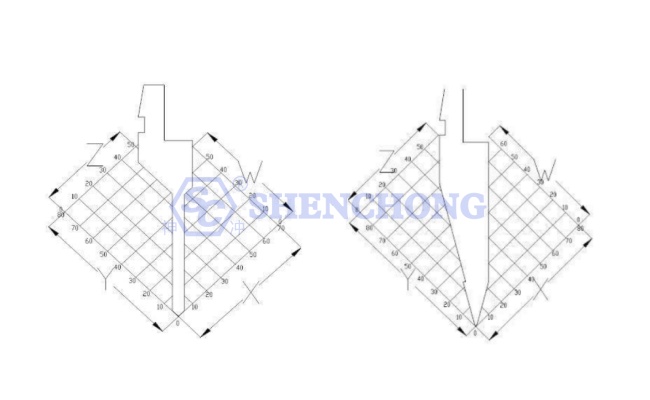
Tipos y características de procesamiento del punzón superior curvo
Análisis de herramientas: la herramienta utiliza principalmente la evitación en la dirección W durante el proceso de plegado. Cuando X>15MM, su efecto de evitación empeora cada vez más. Solo cumple con las condiciones de flexión cuando Y>30; de lo contrario, golpeará la parte posterior de la herramienta. Este tipo de herramienta se conoce comúnmente como punzón superior curvo pequeño. Cuando X>25MM, su efecto de evitación empeora cada vez más. Cuando Y>75, se cumple la condición de flexión; de lo contrario, golpeará la parte posterior del punzón superior. Este tipo de herramienta se conoce comúnmente como punzón superior curvo grande.
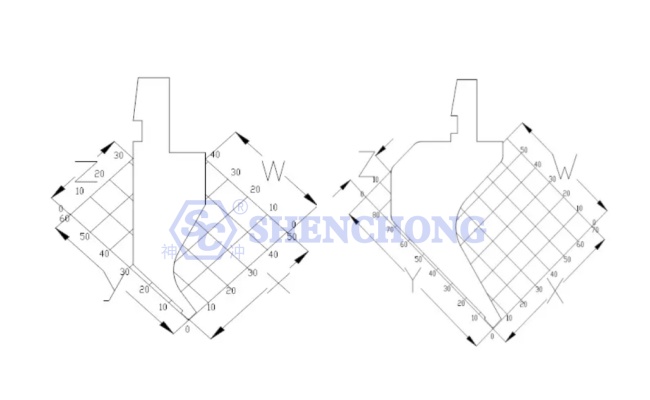
Tipos y características de procesamiento del punzón superior de arco circular
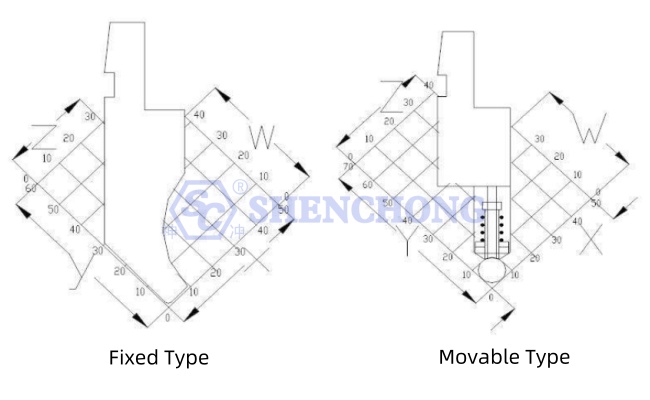
Análisis de herramientas: los punzones superiores de arco se dividen en tipos fijos y móviles. El punzón superior de arco cumple con las condiciones de procesamiento de diferentes curvaturas de arco reemplazando la varilla redonda. El punzón superior de arco fijo tiene el mismo efecto de evitación que las herramientas de flexión pequeñas cuando el tamaño X es superior a 10 mm. Los criterios de selección habituales para la ranura en V del molde inferior son el diámetro del arco más dos espesores de placa.
Tipos y características de procesamiento del punzón superior especial
El especial punzón superior para plegadora Incluye moldes de diferencia de etapa, moldes para aplanar y algunos moldes para doblar con formas especiales.
R: Existen dos tipos de moldes diferenciales: 415 mm y 835 mm. Las especificaciones de tamaño de la forma divisoria son consistentes con las de la herramienta de corte, y la forma de flexión se muestra en el diagrama de formación. Sin embargo, cuando el espesor de la lámina es grueso, como T = 2,0, considerando la gran indentación y las limitaciones del propio molde, será difícil de formar.
B: El molde superior del molde aplanador es un molde plano, y el molde inferior se puede reemplazar por un molde inferior doblado normal, pero debe evitar la ranura en V. Se utiliza principalmente para aplanar bordes muertos, remachar tuercas y otros métodos de procesamiento.
Troquel inferior del freno de prensa
El troquel inferior de la plegadora incluye doblar el molde inferior, insertar un molde inferior profundo, etc.
La selección del troquel inferior para la plegadora se basa principalmente en el espesor del producto procesado. Cuando es necesario seleccionar muescas en V grandes o pequeñas para el procesamiento debido a limitaciones de procesamiento, el coeficiente de flexión debe ajustarse en consecuencia. Análisis de molde: Los tipos de muescas en V incluyen principalmente 4V, 6V, 7V, 8V, 10V, 12,16V, 25V y algunas herramientas especiales para doblar muescas en V grandes.
Principios básicos de la disposición del proceso de doblado
- Doblando de adentro hacia afuera.
- Doble de pequeño a grande.
- Primero doble la forma general, luego doble la forma compleja.
- El principio es que la flexión del proceso anterior no afecta el proceso posterior.
Método de control para el tamaño de flexión
- Para evitar errores acumulativos, mida el tamaño desplegado de cada pliegue durante el procesamiento.
- Evite apoyarse en bordes doblados y evite apoyarse en ángulos grandes.
- El producto debe colocarse con el borde doblado y el ángulo de plegado anterior debe ser ligeramente inferior a 90 grados.
- Determine la precisión de las herramientas de medición antes del procesamiento.
- Realice una inspección inicial antes del procesamiento formal y realice inspecciones periódicas durante el procesamiento.
- Seleccione la máquina adecuada según los requisitos de precisión del producto procesado.
- Evite elegir herramientas que no sean concéntricas y confirme que la punta de la herramienta del molde superior esté en la misma línea recta antes del procesamiento.
- Elegir buenos métodos de procesamiento y organizar técnicas para simplificar la dificultad del procesamiento.
- Posicionamiento preciso, cualquier posicionamiento anormal debe detectarse inmediatamente.
Actualmente, el controlador de plegadora CNC puede optimizar automáticamente los pasos de plegado para los usuarios, lo que significa que los operadores no necesitan diseñar manualmente los pasos de plegado utilizando la plegadora hidráulica CNC.
Conclusión
Saber más sobre el funcionamiento de la plegadora CNC ayuda a los operadores a mejorar los resultados de plegado y mantener mejor la máquina. Maquinaria SC es uno de los fabricantes de plegadoras hidráulicas más famosos de China. Para obtener más información sobre la plegadora, no dude en contactarnos.




