Inhaltsverzeichnis
Das Abkantwerkzeug ist eine Form, die von der hydraulisch Abkantpresse Maschine zum Formen und Bearbeiten von Blechmaterialien. Dieses Werkzeug besteht aus verschiedenen Teilen, und verschiedene Formen bestehen aus verschiedenen Teilen. Die Bearbeitung der Form des Objekts erfolgt hauptsächlich durch Änderung des physikalischen Zustands des geformten Materials. Ein Werkzeug, mit dem ein Rohling unter dem Druck einer Biegepresse in ein Werkstück mit einer bestimmten Form und Größe verwandelt wird.
Das Material, die Dicke, die Länge und die Breite des Blechs sowie die unterschiedlichen Formen und Winkel erfordern den Einsatz unterschiedlicher Abkantpressenwerkzeuge zum Biegen. Im Allgemeinen erfordert das Biegen die Verwendung von Oberstempeln und Untermatrizen der Abkantpresse mit unterschiedlichen Höhen, Formen und V-Breitengrößen, und darüber hinaus werden spezielle Formen mit speziellen Formen benötigt. Dieser Artikel stellt die verschiedenen Arten von Abkantpressenwerkzeugen vor und zeigt den Benutzern, wie sie die Oberstempel und Untermatrizen der Abkantpresse auswählen, verwenden und warten.
Abkantwerkzeuge – allgemeine Einführung
Aufbau der Abkantpressenformen
Die Abkantpressenform kann hinsichtlich ihrer Struktur in zwei Kategorien unterteilt werden: Oberstempel und Untergesenk der Abkantpresse. Bei Biegevorgängen ist der Oberstempel überwiegend die aktive Form und das Untergesenk die passive Form. Wenn das Untergesenk fixiert und nicht bewegt wird, wird der Oberstempel mit Kraft bewegt. Im Allgemeinen kann ein Untergesenk der Abkantpresse, mit Ausnahme spezieller Abkantpressenwerkzeugsätze, mehreren Oberstempeln entsprechen, und die Bediener können entsprechend den Anforderungen des Produktdesigns wählen.
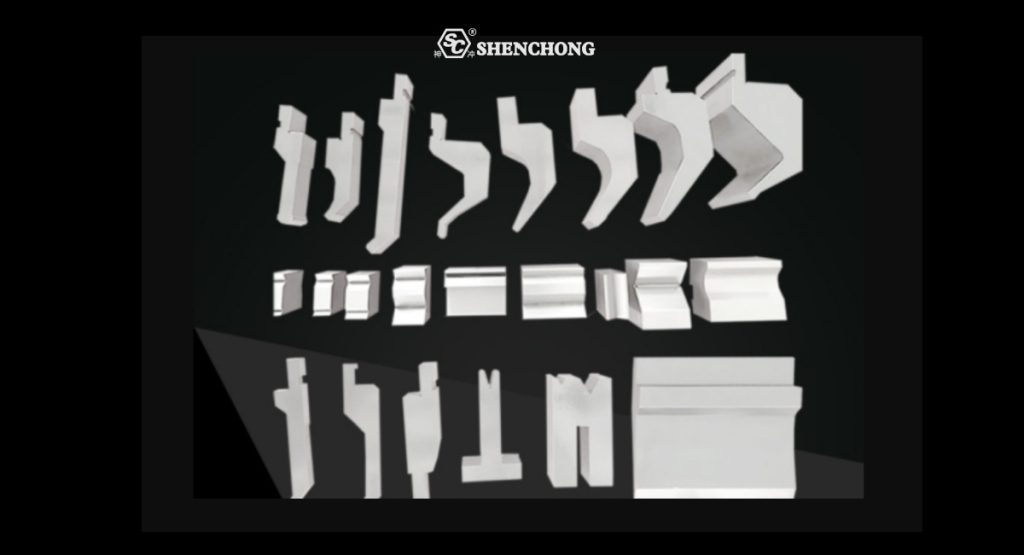
Abkantpressen-Werkzeugtypen
Es gibt verschiedene Arten von Abkantpressenformen, darunter V-förmige Formen, U-förmige Formen, polygonale Formen, halbrunde Formen usw. Jeder Formtyp ist für bestimmte Verarbeitungsanforderungen und Materialarten geeignet. Beispielsweise werden V-förmige und U-förmige Formen häufig zum Biegen von Blechen verwendet, während polygonale und halbrunde Formen zum Biegen bestimmter Formen und Winkel geeignet sind. Die spezifische Form und Größe dieser Formen wird basierend auf den Design- und Verarbeitungsanforderungen des Werkstücks ausgewählt.
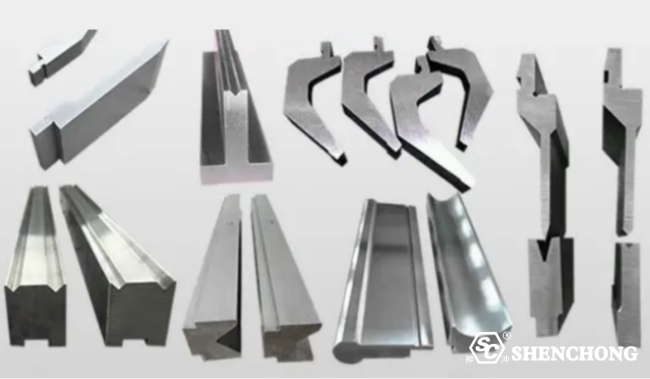
Es gibt viele Arten von Schneidwerkzeugen für CNC-Biegemaschinen, im Allgemeinen einschließlich Standard-Oberformen für rechtwinkliges Biegen, spitze Oberformen, Abflachungsmesserformen, R-förmige Messerformen, versetzte Oberstempel, 1V-Untermatrizen, 2V-Untermatrizen, 3U-, 4V-Untermatrizen, Yuli-Untermatrizen für Gummi-Abkantpressen, Hartgummi-Untermatrizen, Führungsschienen für Unterformen, Untermatrizenhalterungen, Segmentdifferenz-Biegeformen, Formbiegeformen, Kombinationsbiegeformen, kratzfreie Biegeformen usw. Je nach Situation können verschiedene Nicht-Standard-Formen entworfen werden.
In Bezug auf die Verwendung werden Biegebremsmaschinenformen im Allgemeinen in Standardformen und Spezialformen unterteilt. Im Allgemeinen beträgt der Spitzenwinkel des oberen Stempels der Abkantpresse 30 Grad (der tatsächliche Winkel beträgt 26–28 Grad), der Kerbwinkel der unteren Matrize beträgt 30 Grad, 45 Grad, 60 Grad, 80–90 Grad usw. und 60 Grad, 78–88 Grad usw.
Aus Sicht der Form kann der obere Stempel der Biegemaschine in eine scharfe Klingenform, eine kreisförmige Bogenform, eine Biegeklingenform und eine Formform unterteilt werden. Im Allgemeinen haben scharfe Messerformen meist einen Winkel von 30 Grad und 60 Grad, gelegentlich mit speziellen angegebenen Winkeln wie 45 Grad und 55 Grad. Bogenformen werden hauptsächlich mit unterschiedlichen Bogendurchmessern und -längen entworfen. Die Biegeform wird hauptsächlich verwendet, um U-förmige Werkstücke oder mehrere Biegungen zu vermeiden. Am komplexesten ist die Formform. Die Formform kann integriert oder kombiniert sein. Im Allgemeinen wird die Kombinationsform aus der oberen und unteren Form entworfen, hergestellt und kombiniert. Aus Sicht der Produktionskosten sind die Herstellungskosten der umfassenden Formform viel höher (insbesondere bei großen Formen) und die Genauigkeit ist schwer zu kontrollieren. Die Kombinationsform hat große Vorteile bei großen Formen und komplexen Grafikformen.
Abkantwerkzeuge können je nach Funktion in Einzelformen und Multifunktionsformen unterteilt werden. Einzelformen können nur einen einzigen Werkstücktyp herstellen, während Multifunktionsformen verschiedene Werkstücktypen verarbeiten können. Einige können zerlegt und zusammengebaut werden, was auch als Verbundform bezeichnet wird, z. B. Segmentdifferenzformen und Formformen.
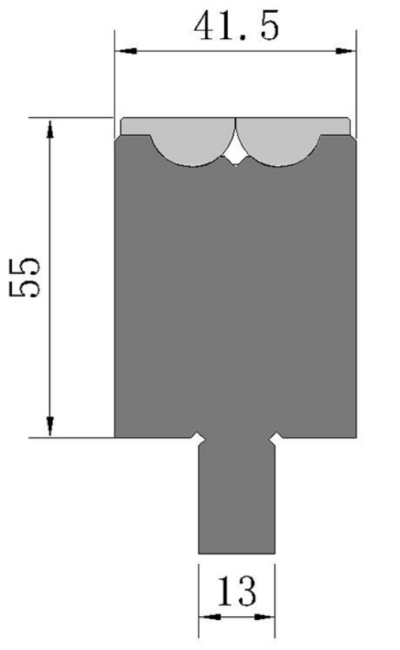
Nach der Anzahl der Formkerben kann das Untergesenk der Abkantpresse grob in ein einzelnes V-Untergesenk, ein doppeltes V-Untergesenk und ein mehrteiliges V-Untergesenk unterteilt werden. Wie der Name schon sagt, weist die Oberfläche des einzelnen V- und des doppelten V-Untergesenks nur eine oder zwei Formkerben auf, was bei CNC-Abkantpressen und hat eine hohe Genauigkeit. Da es einen festen Bezugspunkt hat, auch als konzentrische Form bekannt, kann es leicht ausgetauscht werden. Die Multi-V-Bodenform ist meist eine quadratische Form mit mehreren Formkerben auf den vier Oberflächen und unterschiedlichen Größen. Der Vorteil besteht darin, dass die Form mehrere Rillen hat, die sich an das Biegen unterschiedlich dicker Platten anpassen können.
Heutzutage steigen mit dem kontinuierlichen Fortschritt der Gesellschaft auch die Anforderungen an Produkte ständig, und auch die verschiedenen Anforderungen an gebogene Produkte und Materialien steigen ständig. Auch die Unterform von Biegemaschinen wird ständig weiterentwickelt. Eingebettete Bodenformen, Bodenformen ohne Einkerbung und Bodenformen mit verstellbarer Öffnung werden in verschiedenen Branchen häufig verwendet.
Gängige Typen von Abkantpressen-Oberstempeln und Unterstempeln zu verkaufen
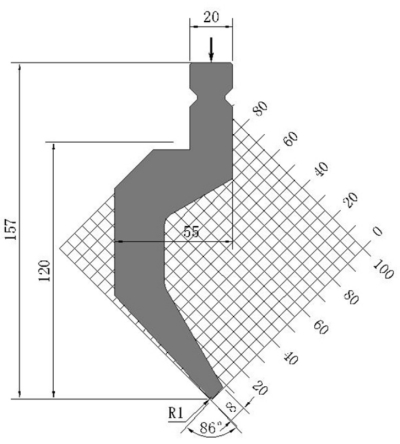
1. Gewöhnlicher Standard-Oberstempel und Unterstempel
Standard-Oberstempel und Untermatrizen werden zum Biegen in Winkeln von 90 ° -180 ° verwendet. Vorteile: vielseitig für dicke und dünne Platten, langlebig und weit verbreitet.
2. Oberer Schlag mit scharfer Klinge
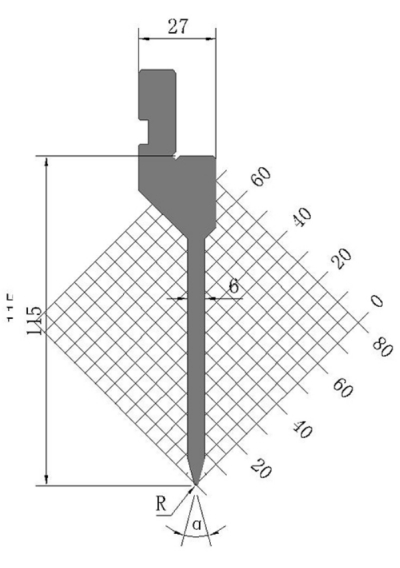
Der Oberstempel mit scharfer Klinge wird für Biegewinkel von 20 ° – 180 ° verwendet. Vorteile: Er kann kleinere Winkel und Größen biegen, mit einer kleineren R-Kurve nach dem Biegen, einem schönen Erscheinungsbild und klaren Kanten.
3. Großer Biege-Oberschlag (Schwanenhals-Oberschlag)
Der obere Stempel der Schwanenhals-Abkantpresse wird für Biegewinkel von 30 ° -180 ° verwendet. Vorteile: Wird für U-förmige Produkte verwendet, die nicht mit Standard- und Spitzformen fertiggestellt werden können, mit einem breiten Anwendungsbereich.
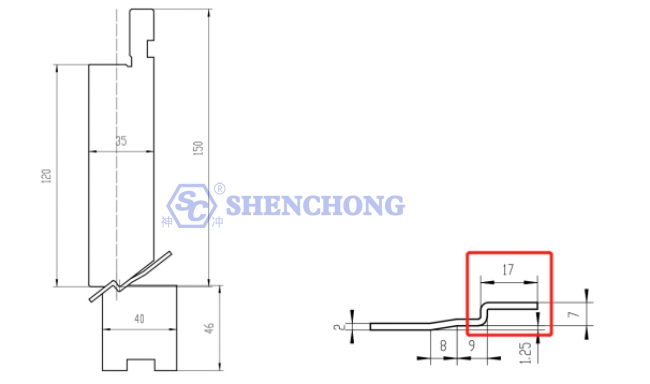
4. Falz-Abkantpressen-Werkzeuge
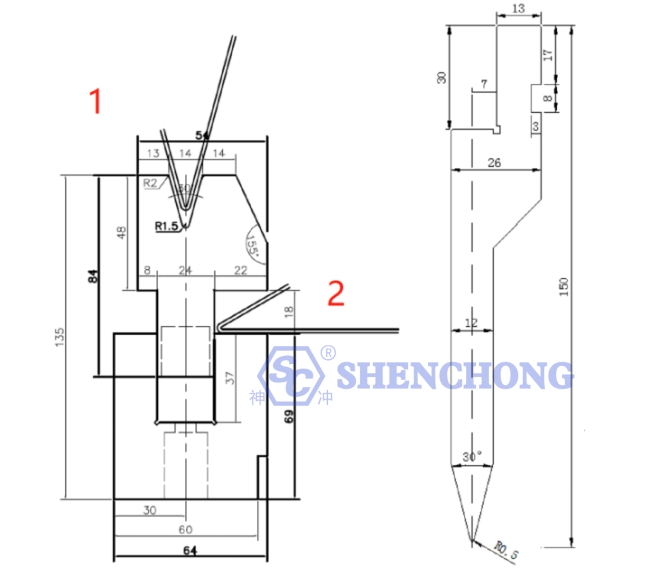
Zum Säumen von Kanten werden Falzbiegepressen verwendet, die sich für die Verwendung mit Spitzmatrizen eignen. Biegen Sie das Werkstück zunächst mit der Spitzmatrize in einem Winkel von weniger als 45 ° und drücken Sie dann mit der Abflachungsmatrize auf die tote Kante, die hauptsächlich zur Verstärkung des Rahmens verwendet wird.
5. „Z“-Abkantpressenwerkzeug
Die „Z“-Matrize wird hauptsächlich zum einmaligen Biegen kleiner Werkstücke in „Z“-Form verwendet und wird in feste und verstellbare Typen unterteilt.
6. Abkantpresse-Formform
Formformen (einschließlich Bogenformen, einmalige Formformen für Türrahmen, U-förmige Formen, Lampenmastformen usw.) werden normalerweise zum Biegen komplexer Produkte verwendet und umfassen mehrere Biegewinkel und -stile. Daher ist eine einmalige Biegeform so konzipiert, dass sie die Biegegenauigkeit und -effizienz verbessert.
7. Unterer Stempel mit gleichem Kern
Unter dem Begriff „Unterform mit gleichem Kern“ versteht man normalerweise die Unterform, die in Verbindung mit einer CNC-Biegemaschine verwendet wird und aus einem Formhalter und segmentierten Unterformen besteht. Unter dem Begriff „Unterform mit gleichem Kern“ versteht man die Verwendung einer beliebigen Nut, die nur in die angegebene Nut geändert werden muss, ohne dass die oberen und unteren Formpositionen neu zentriert werden müssen. Der Formwechsel ist sehr bequem und die Bearbeitungsgenauigkeit ist hoch.
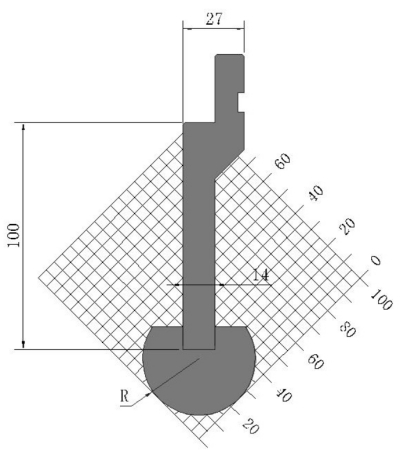
8. Untere Matrize ohne Einkerbung
Die Struktur der rotierenden, eindruckfreien Form mit Klappplatte. Während des Vorgangs, bei dem das Werkstück durch den oberen Stempel in den unteren Matrizenkörper gepresst wird, dreht sich die rotierende Klappplatte aufgrund des Kontakts zwischen dem Werkstück und der Ebene der rotierenden Klappplatte im unteren Formkörper, und das Werkstück gleitet während des gesamten Biegevorgangs nicht relativ zur rotierenden Klappplatte. Gleichzeitig ist das Werkstück in Kontakt mit der rotierenden Klappplatte, wodurch Druckstellen und Kratzer, die durch Kompression auf der Oberfläche des Werkstücks entstehen, vermieden werden, wodurch die Qualität des Aussehens und die Genauigkeit des Werkstücks effektiv verbessert werden. Zusätzlich zu den beiden oben genannten Arten von eindruckfreien Formstrukturen, die die Eindrücke auf der Oberfläche des Werkstücks während des Biegens beseitigen können, können auch die Verwendung von eindruckfreien Gummipolstern, eindruckfreien Gummihülsen mit einzelnen V-Konkavformen, blockförmigem hochwertigem Kleber + AT-Polsterauskleidung, konkaven Hartgummiformen und andere Methoden verwendet werden, um die Eindrücke auf der Oberfläche des Werkstücks während des Biegens zu beseitigen und die Produktqualitätsanforderungen zu erfüllen. Gummipolster, Gummihülsen, hochwertige Gummiblöcke und Hartgummi neigen jedoch zu Verformungen und haben während des Biegevorgangs eine kurze Lebensdauer, was sich auf die Maßgenauigkeit des gebogenen Werkstücks auswirkt. Sie eignen sich nur zum Biegen von Werkstücken mit geringen Anforderungen an die Maßgenauigkeit.
Die untere Matrize ohne Einkerbung umfasst eine untere Matrize ohne Einkerbung vom Kugeltyp, eine untere Matrize ohne Einkerbung mit Wendeplatte und eine untere Matrize ohne Einkerbung mit hochwertigem Klebstoff. Der Hauptzweck einer unteren Matrize ohne Einkerbung besteht darin, Kratzer, Schrammen und Einkerbungen auf der Materialoberfläche zu vermeiden.
Abkantpressen-Werkzeugmaterial
Im Allgemeinen werden Abkantwerkzeuge aus T8, T10, T10A und 42CrMo hergestellt, die vor allem eine hohe Festigkeit, Zähigkeit und gute Verschleißfestigkeit erfordern. Als Kaltarbeitsformstahl wird Cr12MoV ausgewählt, ein sehr gutes Material. Seine Leistung kann die Anforderungen erfüllen und seine Prozessleistung ist auch gut. Der Preis wird höher sein. 42CrMo ist ein hochfester, legierter, vergüteter Stahl mit hoher Festigkeit und guter Zähigkeit. Er kann unter 500 Grad arbeiten.
Bei der Auswahl des Materials für die Werkzeuge der Abkantpresse müssen Fabriken und Benutzer mehrere Eigenschaften berücksichtigen: Härte, Hitzebeständigkeit und Verschleißfestigkeit. Normalerweise wählen wir für Abkantpressenwerkzeuge Kohlenstoffstahl T8-T12, wobei T10 mit mäßiger Zähigkeit und guter Verschleißfestigkeit häufiger verwendet wird. Nach der Wärmebehandlung kann die höchste Härte 60HRC oder mehr erreichen und die Produktionskosten sind relativ niedrig. Die Härtbarkeit und Hitzebeständigkeit (250 ℃) sind jedoch schlecht.
Wenn Sie bessere Formmaterialien benötigen, wählen Sie 42CrMo, einen hochfesten legierten Baustahl. 42CrMo gehört zu ultrahochfestem Stahl, der eine hohe Festigkeit und Zähigkeit, gute Abschreckeigenschaften und eine hohe Dauerfestigkeit sowie Widerstandsfähigkeit gegen mehrere Stöße nach der Abschreck- und Anlassbehandlung aufweist. Er kann unter 500 °C arbeiten. Die Härte nach der Wärmebehandlung liegt bei etwa 45–48 HRC, was besser geeignet ist.
Auswahl des Abkantwerkzeuges
Durch die Verwendung unterschiedlicher Abkantpressen-Werkzeugkombinationen können unterschiedliche Formkombinationshöhen für die Verarbeitung unterschiedlicher Teile erreicht werden. Der Abstand zwischen den Werkzeugspitzen unterschiedlicher Formkombinationen darf nicht die Hälfte ihres Hubs abzüglich der Breite der V-Kerbe überschreiten.
Bei der Verarbeitung verschiedener Teile müssen unterschiedliche Formen verwendet werden. Eine falsche Formauswahl erschwert nicht nur die Verarbeitung, sondern kann auch zu Produktverschrottung führen. Vor der Auswahl einer Form müssen die Verarbeitungsparameter der Abkantpresse und der Form verstanden werden, um Situationen zu vermeiden, in denen sie nicht zueinander passen.
Zu den Parametern der Werkzeugmaschine gehören: Hub, Druckkapazität, Öffnungshöhe und Art der Schnellklemme.
Parameter des Abkantwerkzeugs: (Stempelhaltertyp), Druckwiderstandstonnage (maximaler Biegedruck).
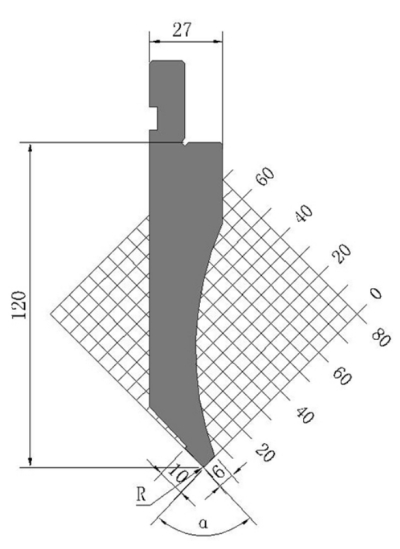
Auswahl des oberen Stempels der Abkantpresse
Es gibt drei Typen von Oberstempelhaltern.
- Der Winkel des Oberstempels sollte kleiner sein als der Bearbeitungswinkel. Beispielsweise kann bei einer Bearbeitung von 90 Grad ein 88 Grad Oberstempel verwendet werden.
- Bei der Auswahl einer geeigneten Spitze R wird normalerweise R0,6 unter 3 mm verwendet. Wenn jedoch besondere Anforderungen an die Verarbeitung bestehen, können auch andere R-Formen wie R0,2 verwendet werden.
- Stellen Sie sicher, dass der Druckwiderstandsbereich des oberen Stempels den Verarbeitungsbereich überschreitet.
- Für unterschiedliche Biegeformen sind unterschiedliche Oberstempelformen erforderlich.
Auswahl der Untermatrizen für Abkantpressen
- Achten Sie darauf, dass Sie für die untere Matrize die richtige V-Breite wählen.
- Der Winkel zwischen der V-Kerbe der unteren Form sollte mit dem der oberen Form übereinstimmen, z. B. eine 88-Grad-Oberform mit einer 88-Grad-Unterform
- Stellen Sie sicher, dass der Druckwiderstandsbereich des unteren Stempels den Verarbeitungsbereich überschreitet
- Die untere Matrize umfasst Einzel-V und Doppel-V. Unter diesen beiden Typen gibt es auch verschiedene Arten von Formen für Segmentierung und ganze Segmente, die für unterschiedliche Verarbeitungsanforderungen geeignet sind. Im Allgemeinen haben Einzel-V-Formen ein breiteres Spektrum an Verarbeitungsanwendungen als Doppel-V-Formen, und segmentierte Formen haben ein breiteres Anwendungsspektrum als ganze Segmentformen. Erstere sind jedoch relativ teuer.
Auswahl der unteren Matrizenunterstützung
Wählen Sie die Unterwerkzeugbasis entsprechend dem ausgewählten Unterwerkzeug aus und verwenden Sie unterschiedliche Unterwerkzeugbasen für Einzel-V- und Doppel-V-Unterwerkzeuge.
Bei der Auswahl der unteren Matrizenstütze ist außerdem zu beachten, dass es je nach Verarbeitungsverfahren verschiedene Formenstützhöhen gibt.
Einführung in die Installationsmethode von Abkantwerkzeugen

Abkantpressenform auswählen
Die Wahl einer Abkantpresse, die Ihren Arbeitsanforderungen entspricht, ist Voraussetzung für den Einsatz einer Biegepresse. Achten Sie bei der Auswahl einer Biegepresse auf folgende Punkte:
- Bestimmen Sie den erforderlichen Druckbereich und die Dicke des Arbeitsmaterials.
- Wählen Sie den Abkantpressen-Werkzeugtyp basierend auf dem erforderlichen Biegewinkel und Biegeradius.
Anpassen der Form
Bevor wir das Abkantwerkzeug installieren, müssen wir es zuerst einstellen.
- Passen Sie die Klemmkraft des Abkantwerkzeugs an, um einen guten Sitz am Werkstück sicherzustellen.
- Passen Sie Biegewinkel und Radius der Form an die Anforderungen des Werkstücks an.
Formen installieren
- Setzen Sie zunächst die untere Matrizenhalterung der Abkantpresse entsprechend dem Positionierungsstift auf den Arbeitstisch ein.
- Anschließend wird die bewegliche Form in die Formbasis eingebaut.
- Zum Schluss montieren Sie den Sitzrahmen der oberen Form (die Position der theoretischen Biegekurve) und schließen die Montage der Form ab.
Beim Einbau der Form sind folgende Sicherheitsvorkehrungen zu beachten:
- Vor dem Einbau der Form ist der Strom abzuschalten und der Stillstand der Maschine abzuwarten.
- Bei der Montage sollte auf die Stützkraft geachtet werden, um eine stabile Montage zu gewährleisten.
- Befolgen Sie die Bedienungsanleitung strikt, um Notsituationen zu vermeiden.
Formen verwenden
Nach dem Einbau der Abkantwerkzeuge ist ein Probebiegeversuch erforderlich, um festzustellen, ob Form und Maschine stabil sind und ob die Form den Anforderungen des Werkstückes entspricht.
Zusammenfassend lässt sich sagen, dass die korrekte Installation der Biegemaschinenform der Schlüssel zur Gewährleistung des normalen Betriebs der Maschine ist. Daher müssen bei der Installation der Form die Anpassungs- und Installationsschritte ernst genommen werden, um eine korrekte Installation, Betriebssicherheit und Produktionseffizienz sicherzustellen.
Verwendung von Abkantwerkzeugen
Es gibt verschiedene Arten von Biegeformen, darunter L-Form, R-Form, U-Form, Z-Form usw. Die obere Form wird hauptsächlich in verschiedenen Winkeln wie 90 °, 88 °, 45 °, 30 °, 20 ° und 15 ° verwendet. Die untere Form hat eine doppelte und eine einzelne Kerbe mit unterschiedlichen Kerbenbreiten von 4-18 V sowie R-Unterformen, Unterformen mit scharfem Winkel und Abflachungsformen. Die oberen und unteren Formen sind in Segmente und ein Ganzes unterteilt: Die oberen Formsegmente sind im Allgemeinen 300 mm, 200 mm, 100 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm, 10 mm und die gesamte Form ist 835 mm groß. Die untere Form ist im Allgemeinen in 400 mm, 200 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm und 10 mm unterteilt, mit einer Gesamtgröße von 835 mm.
- Das Abkantwerkzeug wird durch eine spezielle Wärmebehandlung aus hochwertigem Stahl hergestellt, der sich durch hohe Härte, geringe Verschleißfestigkeit und hohe Druckfestigkeit auszeichnet. Allerdings hat jeder Satz von Formen seine eigene maximale Druckfestigkeit: Tonnen/Meter. Daher ist es bei der Verwendung der Form wichtig, die Länge der Form richtig zu wählen, d. h. wie viel Druck pro Meter ausgeübt werden soll, und den auf der Form angegebenen Druck niemals zu überschreiten. Dies ist sehr wichtig, und wir hoffen, dass sich jeder daran erinnert.
- Um eine Beschädigung der Abkantpresse zu vermeiden, haben wir festgelegt, dass beim Ausrichten des Ursprungs ein Oberstempel und ein Unterstempel mit einer Länge von 300 mm oder mehr verwendet werden müssen. Erst nach dem Ausrichten des Ursprungs kann die gleiche Höhe der oberen und unteren Formen verwendet werden. Es ist strengstens verboten, Teilungsformen zum Ausrichten des Ursprungs zu verwenden, und der Ursprungsdruck muss auf dem Ursprungsdruck der Biegemaschine basieren. Er darf 7 Tonnen für 80T, 10 Tonnen für 100T und 15 Tonnen für 200T nicht überschreiten.
- Beim Einsatz von Abkantpressenformen können aufgrund der unterschiedlichen Höhen der verschiedenen Formen auf einer einzigen Maschine nur Formen gleicher Höhe verwendet werden, und Formen unterschiedlicher Höhe können nicht verwendet werden.
- Bei der Verwendung von Formen sollten je nach Härte, Dicke und Länge des zu biegenden Materials geeignete Ober- und Unterformen ausgewählt werden. Wenn das Material härter und dicker ist, sollte für die Unterform eine breitere Kerbe verwendet werden.
- Beim Biegen scharfer Ecken oder beim Quetschen von Ecken sollte ein Winkel von 30 Grad gewählt werden, wobei die scharfen Ecken zuerst gebogen und dann die Kanten gequetscht werden. Beim Biegen des R-Winkels sollten sowohl die obere als auch die untere Form gewählt werden.
- Beim Biegen längerer Werkstücke sollten Sie auf die Verwendung segmentierter Formen verzichten, um den Werkzeugeindruck zu verringern.
- Bei der Auswahl einer Oberform sollten wir die Parameter aller Formen verstehen und basierend auf der Gestalt des zu formenden Produkts entscheiden, welche Oberform wir verwenden.
- Nachdem die Maschine den Ursprung ausgerichtet hat, sollten die oberen und unteren Formen verriegelt werden, um zu verhindern, dass sie herunterfallen und Personen oder die Form verletzen. Achten Sie während des Vorgangs darauf, nicht zu viel Druck auf einmal auszuüben, und achten Sie auf Änderungen der auf dem Bildschirm angezeigten Daten.
- Nach der Verwendung des Abkantwerkzeugs sollte es umgehend wieder auf dem Formengestell platziert und gemäß dem Etikett platziert werden. Der Staub auf der Form sollte regelmäßig gereinigt und mit rostfreiem Öl beschichtet werden, um Rostbildung zu vermeiden und die Genauigkeit der Form zu verringern.
Abschluss
In den letzten Jahren hat sich Chinas Fertigungsindustrie rasant entwickelt, was einen riesigen Markt für die CNC-Pressmaschinenindustrie in China bedeutet. In diesem Zusammenhang ist auch das niedrige Herstellungsniveau in China eine anerkannte Tatsache. Daten zufolge beträgt der Preisunterschied zwischen Abkantpressenwerkzeugen in China und den Industrieländern in Europa und Amerika etwa das Drei- bis Fünffache. Kunden können in China günstigere Oberstempel und Untermatrizen für Abkantpressen kaufen.