
Inhaltsverzeichnis
Eine CNC-Abkantpresse ist ein hochpräzises mechanisches Gerät, das zum Biegen, Formen und für andere Bearbeitungsvorgänge an Blechen verwendet wird. Ihre Bedienung erfordert bestimmte Fähigkeiten und Erfahrung. Diese Maschine mag komplex und leistungsstark erscheinen, aber tatsächlich können Sie sie problemlos steuern, solange Sie die richtigen Bedienungsmethoden beherrschen. Dieser Artikel soll Ihnen eine umfassende Anleitung zur Bedienung einer CNC-Abkantpresse bieten, die Ihnen dabei hilft, schnell loszulegen und die Arbeitseffizienz zu verbessern.
Allgemeine Einführung in die Bedienung einer CNC-Abkantpresse
CNC-Abkantpresse Die Vorgehensweise umfasst im Wesentlichen die folgenden Schritte.
- Vorbereitung für den Start: Bevor Sie mit dem Vorgang beginnen, klären Sie zunächst Ihr Biegeziel, einschließlich der Dicke, des Materials und des Biegewinkels des zu biegenden Blechs. Diese Informationen bestimmen, wie Sie die Parameter der CNC-Biegebremse einstellen. Überprüfen Sie die Geräteleistung, das Programm und die Formeinstellungen der Maschine, um sicherzustellen, dass sie in gutem Zustand ist. Starten Sie die Hauptstromversorgung der Werkzeugmaschine, aktivieren Sie den Hydraulikmotor und führen Sie den Nullungsvorgang der Werkzeugmaschine durch.
- Formeinstellung und -programmierung: Wählen Sie geeignete obere und untere Formen basierend auf der Länge, Plattendicke und dem Biegedruckmessgerät des Werkstücks aus und stellen Sie sicher, dass der Biegedruck geringer ist als der Druckwiderstand der Form. Programmieren Sie auf dem CNC-gesteuerten LCD-Panel und berücksichtigen Sie dabei den Direktprogrammiermodus oder den Winkelprogrammiermodus, um Interferenzen zwischen Werkstück, oberen und unteren Formen und dem Messgerät zu vermeiden. Stellen Sie sicher, dass die Parametereinstellungen genau sind, um den Biegeeffekt nicht zu beeinträchtigen.
- Einstellung und Vorbereitung: Stellen Sie den Hub der hydraulischen Abkantpresse so ein, dass beim Absenken der oberen Form nach unten ein Spalt in Plattendicke entsteht, um Schäden an Form und Maschine zu vermeiden. Wählen Sie die entsprechende Schlitzbreite und stellen Sie nach der Einstellung das Blockiermaterial ein.
- Beginnen Sie mit dem Biegen: Drücken Sie den Fußschalter, um mit dem Biegen zu beginnen. Sie können diesen jederzeit loslassen, und die Biegemaschine stoppt. Drücken Sie den Schalter weiter, um bei Bedarf zu biegen.
- Programmieren und Ausführen: Verwenden Sie das Steuerungssystem, um Biegeprogramme zu schreiben, und geben Sie Parameter wie Biegewinkel und Startposition ein. Laden Sie das geschriebene Programm in das Steuerungssystem der CNC-Abkantpresse, wählen Sie den automatischen Modus zum Ausführen und die Maschine führt den Biegevorgang automatisch gemäß den eingestellten Parametern und Schritten aus.
- Überprüfen und Abschließen der Arbeit: Überprüfen Sie nach Abschluss des Biegens, ob Größe, Winkel und Form des Werkstücks den Anforderungen entsprechen. Nehmen Sie die erforderlichen Anpassungen und Feinabstimmungen vor, um die Qualität des Werkstücks sicherzustellen. Räumen Sie den Arbeitsbereich auf, zeichnen Sie Betriebsparameter und Programme auf.
Wenn Sie die oben genannten Schritte befolgen, hydraulisch Biegen Bremse Maschine kann effektiv zum Biegen verschiedener Metallbleche eingesetzt werden.
Vorsichtsmaßnahmen beim Betrieb
Beim Betrieb einer CNC-Abkantpresse müssen die Bediener auf die Sicherheit achten und Unfälle vermeiden.
Bei Biegevorgängen muss auf die Kontrolle der Biegekraft und -geschwindigkeit geachtet werden, um Probleme wie Brüche und Verformungen zu vermeiden.
Beim Einstellen der Form sollte auf die Parallelität und den Abstand zwischen der oberen und unteren Form geachtet werden, um die Qualität und Genauigkeit der Biegung sicherzustellen.
Während des Betriebs ist es wichtig, den Laufzustand der Maschine und die Biegung der Platte zu beobachten und rechtzeitig Anpassungen und Kontrollen vorzunehmen.
Nach Abschluss des Vorgangs sollten Reinigungs- und Wartungsarbeiten durchgeführt werden, um den normalen Betrieb der Maschine sicherzustellen.
Wartung der Abkantpresse
Vor der Wartung oder Reinigung der Maschine sollte der obere Stempel mit den unteren Matrizen ausgerichtet und die Maschine abgesenkt und ausgeschaltet werden, bis die Arbeit abgeschlossen ist. Wenn ein Start oder andere Vorgänge erforderlich sind, sollte der Modus manuell ausgewählt und die Sicherheit gewährleistet werden. Der Wartungsinhalt ist wie folgt:
Hydraulikölkreislauf
- Überprüfen Sie wöchentlich den Ölstand im Kraftstofftank und auch nach jeder Wartung des Hydrauliksystems. Wenn der Ölstand unter dem Ölfenster liegt, füllen Sie Hydrauliköl nach.
- Das in dieser Maschine verwendete Hydrauliköl ist ISO HM46 oder MOBIL DTE25.
- Bei einer neuen Maschine sollte das Öl nach 2000 Betriebsstunden und danach alle 4000-6000 Betriebsstunden gewechselt werden. Nach jedem Ölwechsel sollte der Öltank gereinigt werden.
- Die Systemöltemperatur sollte zwischen 35 °C und 60 °C liegen und 70 °C nicht überschreiten. Ist sie zu hoch, kann dies zu einer Verschlechterung und Beschädigung der Ölqualität und der Zubehörteile führen.
Filter
- Bei jedem Ölwechsel sollte der Filter ausgetauscht bzw. gründlich gereinigt werden.
- Wenn an der Werkzeugmaschine entsprechende Alarme oder andere Filteranomalien wie beispielsweise eine schlechte Ölqualität auftreten, muss der Filter ausgetauscht werden.
- Der Luftfilter am Kraftstofftank sollte alle 3 Monate überprüft und gereinigt, vorzugsweise jedoch jährlich ausgetauscht werden.
Hydraulikkomponenten
- Reinigen Sie Hydraulikkomponenten (Träger, Ventile, Motoren, Pumpen, Ölleitungen etc.) monatlich, um das Eindringen von Schmutz in das System zu verhindern und den Einsatz von Reinigungsmitteln zu vermeiden.
- Überprüfen Sie nach einem Monat Gebrauch der neuen Abkantpresse, ob die gebogenen Teile der Ölleitungen verformt sind. Wenn es irgendwelche Anomalien gibt, sollten sie ersetzt werden. Ziehen Sie nach zwei Monaten Gebrauch alle Anschlüsse des Zubehörs fest und schalten Sie die Maschine aus, wenn Sie diese Arbeit durchführen.
Auswahl und Fehlerbehebung von Abkantwerkzeugen
Oberer Stempel
Der obere Stempel der Abkantpresse, auch als Falzmesser bekannt, wird in zwei Typen unterteilt: integral und segmentiert. Die Länge der integralen oberen Form beträgt 415 mm bzw. 835 mm.
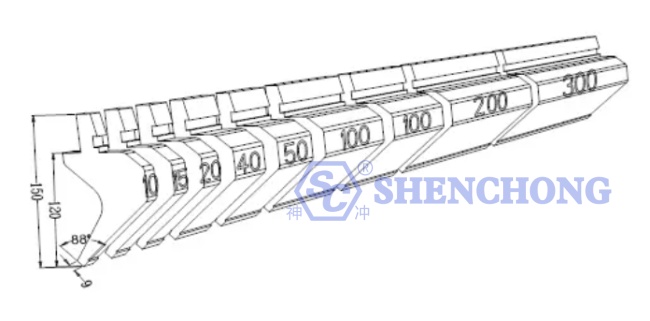
Teilungslänge: 10, 15, 20, 40, 50, 100 (linkes Ohr), 100 (rechtes Ohr), 200, 300 (mm). Mit dem Segmentierungsmodul können Biegelängen unterschiedlicher Länge kombiniert werden. Die obere Form ist in vier Typen unterteilt: gerader Oberstempel, gebogener Oberstempel, gebogener Oberstempel und spezieller Oberstempel.
Typen und Verarbeitungsmerkmale des geraden Oberstempels
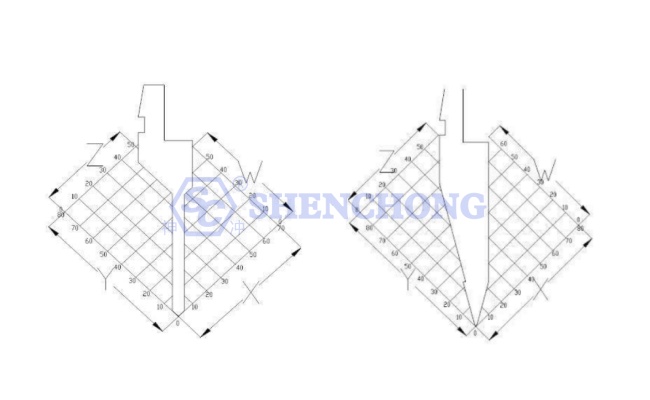
Der gerade obere Stempel eignet sich zum Biegen symmetrischer Produkte. Sowohl die Vorder- als auch die Rückseite können vermieden werden. Da die Werkzeugdicke 6 mm beträgt, kann die Biegeöffnung bis auf 6 mm klein sein.
Werkzeuganalyse: Aus dem Simulationsdiagramm der Werkzeugbiegung ist ersichtlich, dass das Werkzeug sowohl in der Vorder- als auch in der Hinterposition vermieden werden kann, die Länge von Z und W jedoch kleiner ist als die von X und Y. Der Werkzeugspitzenwinkel dieses Werkzeugtyps beträgt 88 Grad und der R-Winkel der Werkzeugspitze beträgt 0,2. Darüber hinaus werden häufig Werkzeuge mit einem Werkzeugspitzenwinkel von 30 Grad und 45 Grad verwendet. Der Winkel der Schneide beträgt 30 Grad und der R-Winkel der Schneide beträgt 0,67, sodass es in einem Winkel von 30 Grad bis 180 Grad gebogen werden kann. Durch die Verwendung des kleinen Winkels der Werkzeugspitze können das Aufsprießen von Löchern oder Muttern vermieden werden. Darüber hinaus kann es auch als tiefe Einsteckform verwendet werden und das Werkzeug kann sowohl in der Vorder- als auch in der Hinterposition vermieden werden.
Typen und Verarbeitungsmerkmale von gebogenen Oberstempeln
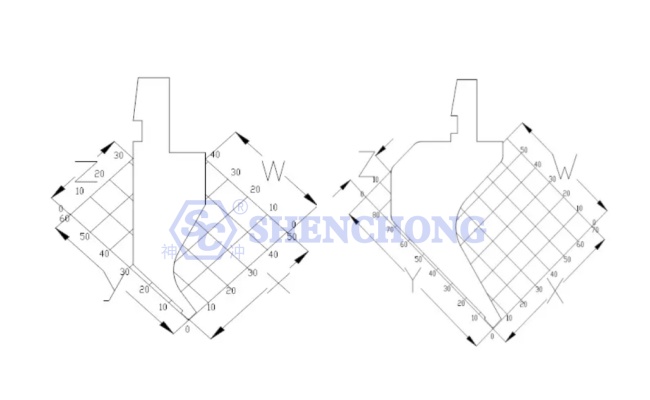
Werkzeuganalyse: Das Werkzeug verwendet während des Biegevorgangs hauptsächlich die Vermeidung in W-Richtung. Wenn X>15MM ist, wird sein Vermeidungseffekt immer schlechter. Es erfüllt die Biegebedingungen nur, wenn Y>30 ist, andernfalls schlägt es auf die Rückseite des Werkzeugs. Diese Art von Werkzeug ist allgemein als kleiner gebogener Oberstempel bekannt. Wenn X>25MM ist, wird sein Vermeidungseffekt immer schlechter. Wenn Y>75 ist, ist die Biegebedingung erfüllt, andernfalls schlägt es auf die Rückseite des Oberstempels. Diese Art von Werkzeug ist allgemein als großer gebogener Oberstempel bekannt.
Typen und Verarbeitungsmerkmale von Kreisbogen-Oberstempeln
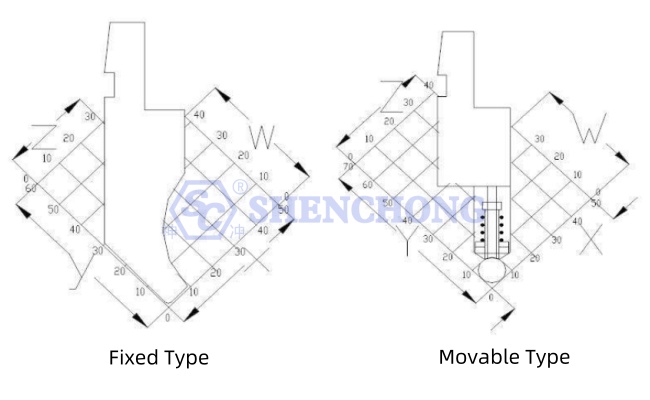
Werkzeuganalyse: Obere Bogenstempel werden in feste und bewegliche Typen unterteilt. Obere Bogenstempel erfüllen die Verarbeitungsbedingungen verschiedener Bogenbiegungen, indem sie die Rundstange ersetzen. Feste obere Bogenstempel haben den gleichen Vermeidungseffekt wie kleine Biegewerkzeuge, wenn die X-Größe größer als 10 mm ist. Die üblichen Auswahlkriterien für die V-Nut der unteren Form sind der Durchmesser des Bogens plus zwei Plattendicken.
Arten und Verarbeitungsmerkmale von Spezial-Oberstempeln
Das Sonderangebot Oberstempel für Abkantpresse Dazu gehören Stufendifferenzformen, Abflachungsformen und einige Biegeformen mit Sonderform.
A: Es gibt zwei Arten von Differentialformen: 415 mm und 835 mm. Die Größenangaben der Teilungsform stimmen mit denen des Schneidwerkzeugs überein, und die Biegeform ist im Formdiagramm dargestellt. Wenn die Dicke des Blechs jedoch groß ist, z. B. T = 2,0, ist die Formung angesichts der starken Einkerbung und der Einschränkungen der Form selbst schwierig.
B: Die obere Form der Abflachungsform ist eine flache Form, und die untere Form kann durch eine normale Biegeunterform ersetzt werden, aber die V-Nut sollte vermieden werden. Sie wird hauptsächlich zum Abflachen von toten Kanten, zum Einnieten von Muttern und für andere Verarbeitungsmethoden verwendet.
Untere Matrize der Abkantpresse
Das Unterwerkzeug der Abkantpresse umfasst das Biegen der Unterform, das Einsetzen der tiefen Unterform usw.
Die Auswahl des unteren Werkzeugs für die Abkantpresse richtet sich hauptsächlich nach der Dicke des verarbeiteten Produkts. Wenn aufgrund von Verarbeitungsbeschränkungen große oder kleine V-Kerben für die Verarbeitung ausgewählt werden müssen, muss der Biegekoeffizient entsprechend angepasst werden. Formanalyse: Zu den Arten von V-Kerben gehören hauptsächlich 4 V, 6 V, 7 V, 8 V, 10 V, 12, 16 V, 25 V und einige spezielle Biegewerkzeuge mit großen V-Kerben.
Grundprinzipien der Biegeprozessanordnung
- Biegen von innen nach außen.
- Von klein nach groß biegen.
- Biegen Sie zuerst die allgemeine Form und dann die komplexe Form.
- Das Prinzip besteht darin, dass die Biegung des vorherigen Prozesses den nachfolgenden Prozess nicht beeinflusst.
Kontrollmethode für die Biegegröße
- Um Kumulierungsfehler zu vermeiden, messen Sie bei der Verarbeitung bei jeder Falte die aufgefaltete Größe.
- Vermeiden Sie das Anlehnen an gebogene Kanten und vermeiden Sie das Anlehnen an große Winkel.
- Das Produkt muss mit der gebogenen Kante positioniert werden und der vorherige Faltwinkel sollte etwas weniger als 90 Grad betragen.
- Bestimmen Sie vor der Verarbeitung die Genauigkeit der Messwerkzeuge.
- Führen Sie vor der formellen Verarbeitung eine Erstinspektion durch und führen Sie während der Verarbeitung regelmäßige Inspektionen durch.
- Wählen Sie entsprechend den Präzisionsanforderungen des zu verarbeitenden Produkts die geeignete Maschine aus.
- Vermeiden Sie die Auswahl von Werkzeugen, die nicht konzentrisch sind, und vergewissern Sie sich vor der Verarbeitung, dass die Spitze des oberen Formwerkzeugs auf derselben geraden Linie liegt.
- Auswählen guter Verarbeitungsmethoden und Anordnen von Techniken zur Vereinfachung schwierig zu verarbeitender Teile.
- Genaue Positionierung. Jede abnormale Positionierung muss sofort erkannt werden.
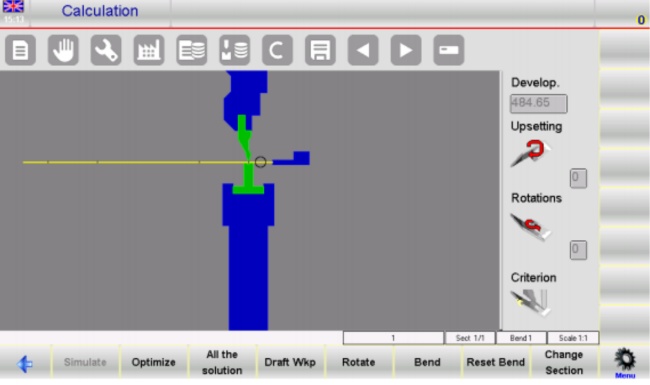
Derzeit kann die Steuerung einer CNC-Abkantpresse die Biegeschritte automatisch für den Benutzer optimieren, was bedeutet, dass die Bediener bei der Verwendung einer hydraulischen CNC-Abkantpresse die Biegeschritte nicht manuell entwerfen müssen.
Abschluss
Mehr Wissen über die Bedienung von CNC-Abkantpressen hilft den Bedienern, die Biegeergebnisse zu verbessern und die Maschine besser zu warten. SC-Maschinen ist einer der bekanntesten Hersteller hydraulischer Abkantpressen in China. Für weitere Informationen zu Abkantpressen können Sie sich gerne an uns wenden.
In Verbindung stehende Artikel:




