SC SHENCHONG liefert einen Satz WDK 200 Tonnen 3200MM Hybrid-Servo-Abkantpresse nach Saudi-Arabien.
Aufgrund des heißen Wetters entscheiden sich Kunden in Saudi-Arabien immer lieber für unsere Hybrid-Servo-Abkantpresse der WDK-Serie. Diese Serie hat den Vorteil, dass die Öltemperatur der Maschine während der Maschinenlaufzeit nicht ansteigt, sodass ein stabiler Betrieb der Maschine gewährleistet ist.
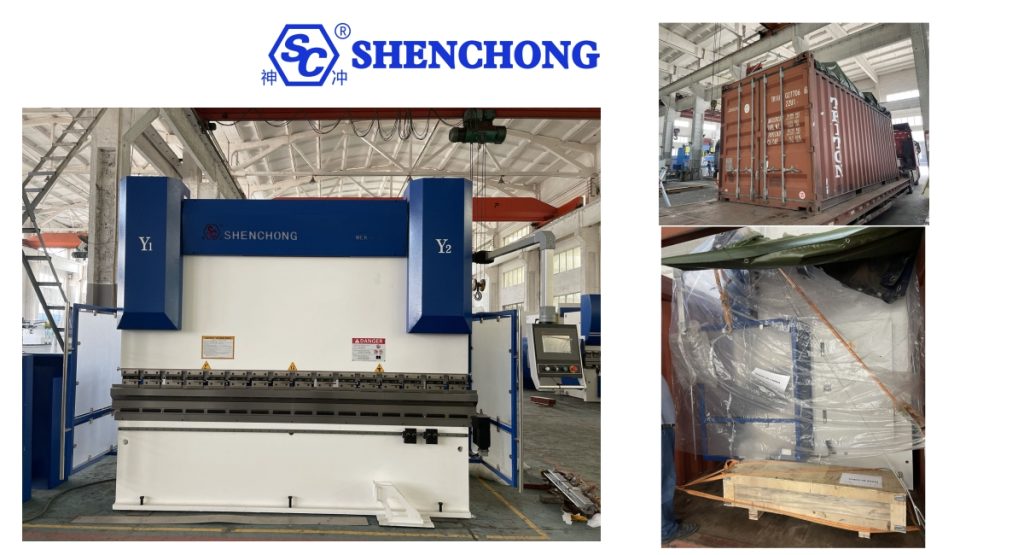
Maschinendetails - Hybrid-Servo-Abkantpresse nach Saudi-Arabien
TYP | WDK-200/3200 (ESA S640) | ||
SR.NR. | ARTIKEL | EINHEIT | SPEZIFIKATION |
1 | Nenndruck | kN | 2000 |
2 | Länge des Tisches | mm | 3200 |
3 | Abstand zwischen den Gehäusen | mm | 2660 |
4 | Halstiefe | mm | 400 |
5 | Schlaganfall | mm | 200 |
6 | Annäherungsgeschwindigkeit | mm/s | 180 |
7 | Rücklaufgeschwindigkeit | mm/s | 180 |
8 | Arbeitsgeschwindigkeit | mm/s | 10 |
9 | Achse (6+1) |
| Y1, Y2, X, R, Z1, Z2+V |
10 | Y1, Y2 Paralleltoleranz | mm | ±0,01 |
11 | Beliebige Positionierungsgenauigkeit der X-Achse | mm | ±0,025 |
12 | Wiederholgenauigkeit der Positionierung auf der X-Achse | mm | ±0,015 |
13 | X-Achsen-Geschwindigkeit | mm/s | 0-500 |
14 | Positionierungsabstand der X-Achse | mm | 5-1000 |
15 | Wiederholgenauigkeit der Positionierung auf der R-Achse | mm | ±0,02 |
16 | R-Achsen-Geschwindigkeit | mm/s | 0-500 |
17 | R-Achsen-Positionierungsabstand | mm | 200 |
18 | Wiederholgenauigkeit der Positionierung auf den Z1- und Z2-Achsen | mm | ±0,05 |
19 | Z1,Z2-Achsengeschwindigkeit | mm/s | 0-500 |
20 | Z1,Z2-Achsen-Bewegungsabstand | mm | 2000 |
21 | Offene Höhe | mm | 470 |
22 | Servomotor für die X-Achse | kw | 0.75 |
23 | R, (Z1,Z2)-Achsen-Servomotor | kw | 1, (0.4×2) |
24 | Hauptmotor | kw | 8×2 |
25 | Öltankkapazität | L | 80*2 |
26 | Gesamtabmessungen (L*B*H) | mm | 3760 x 1880 x 2670 |
27 | Gewicht | T | 10.7 |
SR.NR. | ARTIKEL | AUFBAU |
1 | Kontrollsystem | ESA s640 (Italien) |
2 | Hydraulisches Steuersystem | REXROTH (Deutschland) |
3 | Zwinge | EMB (Deutschland) |
4 | Hochdruck-Zahnradpumpe | ECKERLE (Deutschland) |
5 | Magnetisches Geländerlineal | ELGO (Deutschland) |
6 | Dichtring | SKF (Schweden) |
7 | Oberstempel und Untermatrize | SHENCHONG |
8 | Hinteranschlagsystem | SHENCHONG |
9 | Ölzylinder | SHENCHONG |
10 | Schwerlast-Rollführung | SCHANGHAI |
11 | Primärmotor | STARS Servomotor |
12 | Ein-/Bipolarer Luftschalter | Schneider |
13 | AC-Schütz, Thermorelais | Schneider |
14 | Leistungsschalter, Taster | Schneider |
15 | Miniaturrelais | Schneider |
16 | Linearführung, Kugelumlaufspindel | SHAC (Taiwan) |
17 | Servomotor für den Hinteranschlag | DETAL (Taiwan) |
18 | Sicherheitsschutz (Seiten- und Rückenschutz) | SHENCHONG |
Um den Biegeanforderungen der Kunden gerecht zu werden, stellt SHENCHONG die Hybrid-Servo-CNC-Abkantpresse der WDK-Serie vor, die mehr Vorteile hinsichtlich Biegegeschwindigkeit, Energieeinsparung und Arbeitsumgebung bietet.
Die Abkantpresse der WDK-Serie ist mit einer CNC-Steuerung mit Touchscreen-Grafikprogrammierung ausgestattet und ist mit insgesamt 6 Achsen und einem 4-achsigen Hinteranschlag erhältlich. Die WDK-Serie ist für Kunden gedacht und konzipiert, die ein besseres Betriebserlebnis und ökologische Produktionsziele suchen.
Biegevorschlag für Kundenwerkstücke
Dieser Kunde aus Saudi-Arabien muss spezielle Werkstücke biegen, die auf speziell entwickelten Abkantwerkzeugen gebogen werden müssen.
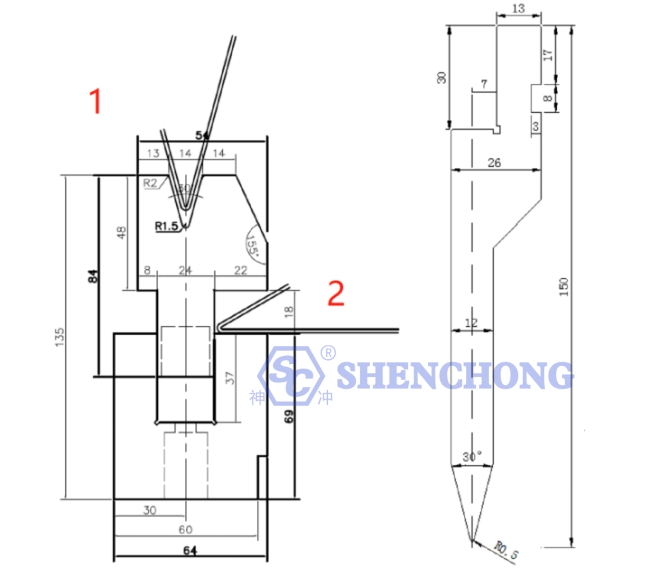
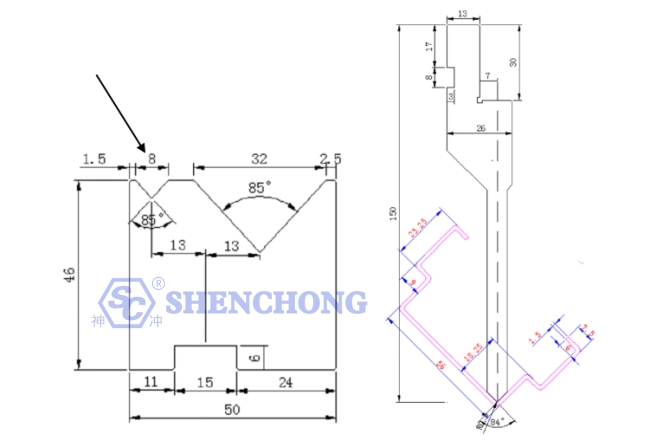
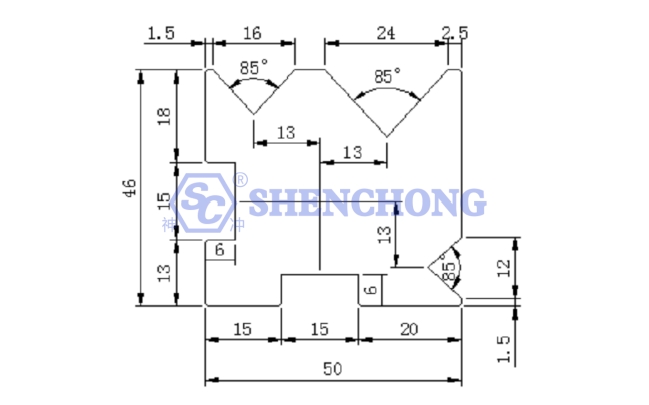
Werkzeugmaschinen - Oberstempel und Untermatrizen
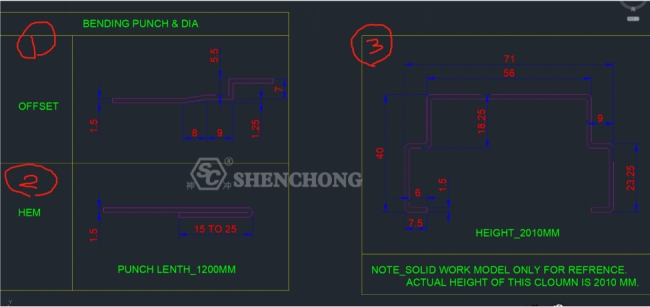
a) Um Ihr Werkstück Nr. 2 zu biegen: Wählen Sie unten den oberen Stempel und die untere Matrize (1200 mm, 42CrMo), die folgenden Abkantwerkzeuge können Dicken von 1,2 mm bis 2 mm biegen. Schritt 1: Verwenden Sie die V14-Nut, um das Blech wie unten „1“ zu biegen, und säumen Sie dann den Winkel wie unten „2“.
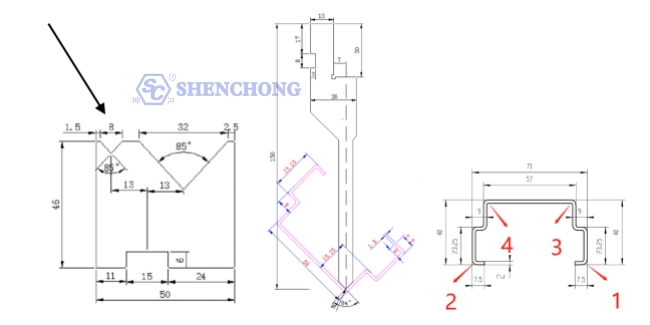
b) Um Ihr Werkstück Nr. 1 und Nr. 3 (Dicke 1,2 mm – 1,5 mm) zu biegen, wählen Sie unten den oberen Stempel und die untere Matrize (2500 mm, 42CrMo) und verwenden Sie die V8-Nut.
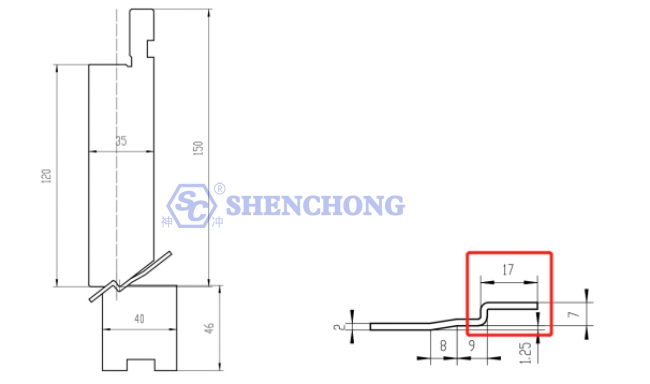
c) So biegen Sie Ihr Werkstück Nr. 3 (Dicke 2 mm), Schritt 1. Wählen Sie unten das Formwerkzeug (2200 mm, 55 SiCr), um das Teil wie unten gezeigt zu biegen:

Schritt 2: Abkantwerkzeug b) wechseln, V8-Nut verwenden, um andere Winkel zu biegen.
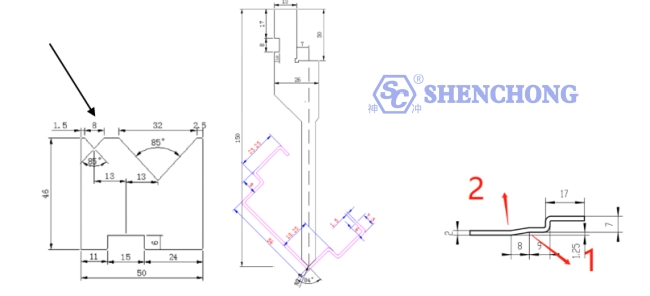
d) Um Ihr Werkstück Nr. 1 um 2 mm zu biegen, wählen Sie in Schritt 1 unten das Formwerkzeug (1200 mm, 55 SiCr), um das Teil wie gezeigt zu biegen:
Schritt 2:
b) Abkantwerkzeug wechseln, um andere Teile zu biegen:
e) Zum Biegen von Blechen mit einer Dicke von 1,5 mm, 2 mm oder 3 mm in normaler Form können Sie die untere Matrize und den oberen Stempel verwenden, die in b) gezeigt sind (3200 mm, 42CrMo).
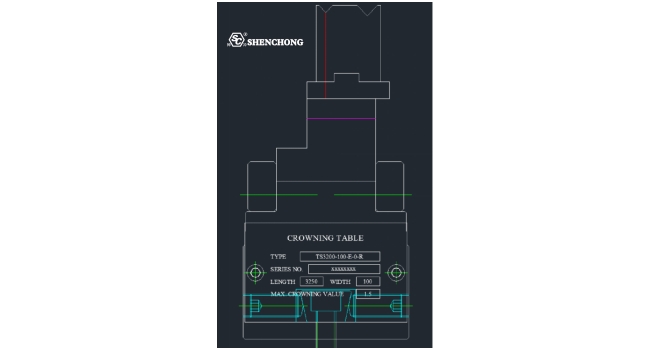
f) Alle oben genannten Untermatrizen müssen auf der darunter liegenden Untermatrizenhalterung angebracht werden, siehe untenstehendes schematisches Diagramm.