Die Hochleistungs-Faserlaserschneidmaschine SC SHENCHONG 12 kW ist eine perfekte Kombination aus Faserlasertechnologie und digitaler Steuerungstechnologie und wurde für die Metallverarbeitung entwickelt. Sie kann aus einer Einzelplattform oder einer Austauschplattform sowie einer großflächigen Anpassung ausgewählt werden. Der unglaublich schnelle und flexible Hochleistungs-Faserlaserschneider SC SHENCHONG 12 kW zum Verkaufspreis ist ideal für das ultraschnelle Schneiden von Blechmaterialien.
Die „12000 W“ im Namen der Maschine beziehen sich auf ihre Leistungsabgabe, gemessen in Watt. Die 12 kW-Leistungsabgabe des Lasers ermöglicht höhere Schnittgeschwindigkeiten und das Schneiden dickerer Materialien als Maschinen mit geringerer Leistung. Dies macht ihn ideal für die Massenproduktion oder Schneidanwendungen, die hohe Präzision und Genauigkeit erfordern.
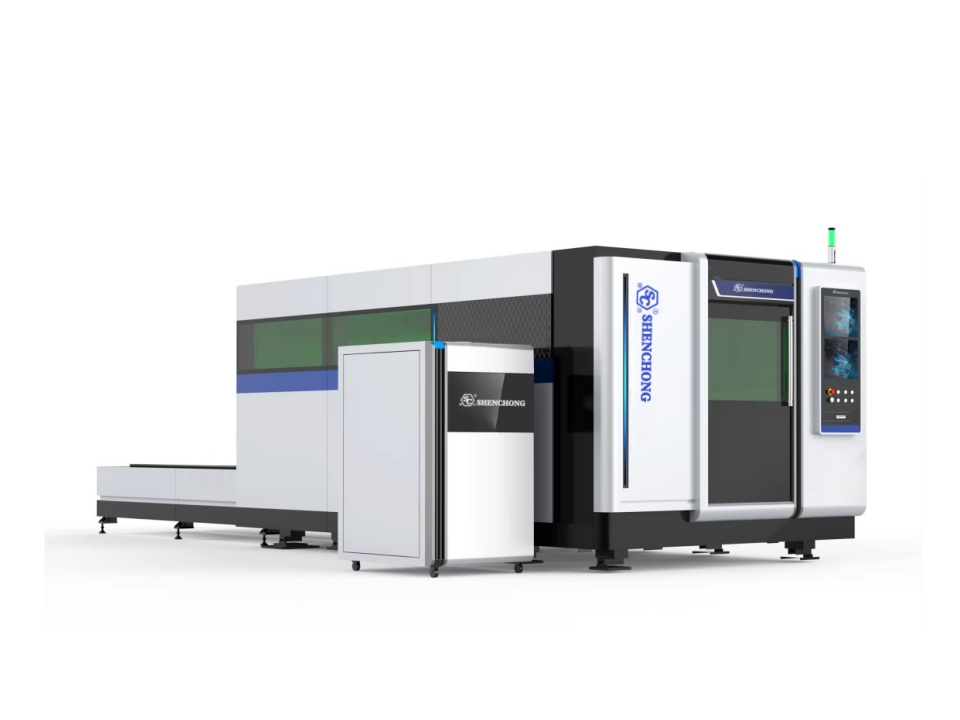
SC IPG CNC Hochleistungs-Faserlaser-Schneidemaschine 12 kW Preis zu verkaufen
Die Hochleistungs-Faserlaserschneidmaschine SC IPG 12000W zum Verkaufspreis von 12 kW bietet die Vorteile einer hohen Integration, einer besseren Steuerpräzision und eines stabileren Betriebs. Daher erfüllt die Faserlaserschneidmaschine SC IPG neben der Anforderung zum Schneiden von Kohlenstoffstahlplatten auch die Anforderungen zum Schneiden von Edelstahlplatten, Aluminiumlegierungen, Kupferlegierungen und anderen Materialien.
Hochleistungs-Faserlaser-Schneidemaschine 12 kW Preis zum Verkauf Funktion
SC SHENCHONG IPG 12KW Faserlaserschneidmaschinen erreichen Schnittgeschwindigkeiten von bis zu 150 m/min und eine Beschleunigung von fast 2,5 G und garantieren höchste Qualität, Präzision und Effizienz. Die Maschine verfügt über ein Hochgeschwindigkeits-Schwerlast-Bewegungssystem, das die Verarbeitungszeit um bis zu 50% reduziert. Sie verfügt über einen hochfesten integrierten Schweißkörper und einen Querträger aus Aluminiumguss, nach Hochtemperaturglühen und Präzisionsbearbeitung mit einer importierten 12 Meter großen CNC-Portalfräsmaschine, und die Maschine ist garantiert 25 Jahre lang normal und verformungsfrei zu verwenden.
12kw Hochleistungs-Faserlaser-Schneidemaschine für dicke Platten mehr als 3 mal schneller als 6kW High Power Fiber maser Cäußerst.
- Perfekte Ergebnisse auf unterschiedlichen Materialien
- Effiziente und präzise Schnitte in dickem und dünnem Material
- Geringe Investitions- und Betriebskosten
- Modernes und kompaktes Design
- Schneller Service mit Fernbedienung
- Schnittgeschwindigkeit: Max. 150 m/min
- Positionierung: 180 m/min
- Beschleunigungen: 5G
- Vollständig umschlossen und verkleidet, um maximalen Schutz des Bedieners zu gewährleisten.
- Effektives Gasaustauschsystem von Hoch- zu Niederdruck.
- Automatische Zeit- und Stückkostenberechnungsfunktion.
- Netzwerkverbindung von extern.
- Rauchabsaugung (in den Serienmodellen enthalten).
- Sammlung von Werkstücken und Schnittresten.
- Doppeltes Proportionalventil-Steuersystem für unterschiedliche Gasdrücke und Spezialsystem zum Hochdruckschneiden.
Standardkonfiguration
- Deutschland BECKHOFF CNC-Steuerung
- IPG YLS-12000W Ytterbium-Laserresonator
- LaserMech FiberCut 2D Head Schneidkopf
- Automatischer Doppelpalettenwechsler (Shuttletisch)
- Präzises Zahnstangen-Antriebssystem (Made in Germany)
- Radan- oder Lantek-CAD/CAM-System
- Lichtquelle
- Kühler
- 3 untere Schutzlinsen
- Funktioniert sowohl mit N2- als auch mit O2-(Schneid-)Gasen
- Home-Position-Ausrichtungssystem
- Hilfsgaswähler
- Automatische Reflexionswarnung
- Arbeitsscheinwerfer
- Jeweils 5 Düsen der folgenden Größen: (1,0 mm, 1,2 mm, 1,5 mm, 2,0 mm, 2,5 mm, 3,0 mm)
Optionale Konfiguration
- Automatisches Strahlzentrierungssystem.
- Linearmotor-Technologie
- Laser-Sicherheitsbarriere
- Precitec-Schneidkopf
- Automatisches Blechlade- und -entladesystem für Laserschneidmaschinen
- Kompressor
Maschinendetails

Faserlasergenerator
Der Kunde kann für diese Maschine zwischen Raycus oder IPG wählen. Die von der Maschine verwendete Laserquelle ist ein leistungsstarker 12-kW-Faserlasergenerator, der für seine hervorragende Strahlqualität, Energieeffizienz und lange Lebensdauer bekannt ist. Der Faserlasergenerator ist in einem robusten Gehäuse untergebracht, das selbst in rauen Industrieumgebungen einen stabilen und zuverlässigen Betrieb gewährleistet.

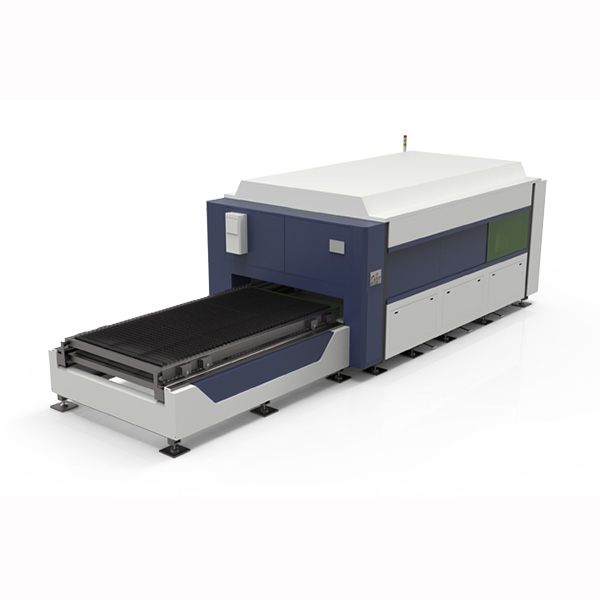
Robuster Maschinenkörper
Die innere Struktur des Körpers ist durch mehrere rechteckige Rohre verschweißt, und im Inneren des Körpers befinden sich verstärkte rechteckige Rohre, um die Festigkeit und Stabilität des Betts zu verbessern. Die solide Maschinenkörperstruktur erhöht nicht nur die Stabilität der Führungsschiene, sondern verhindert auch wirksam die Verformung des Betts. Die Lebensdauer des Körpers beträgt bis zu 25 Jahre.
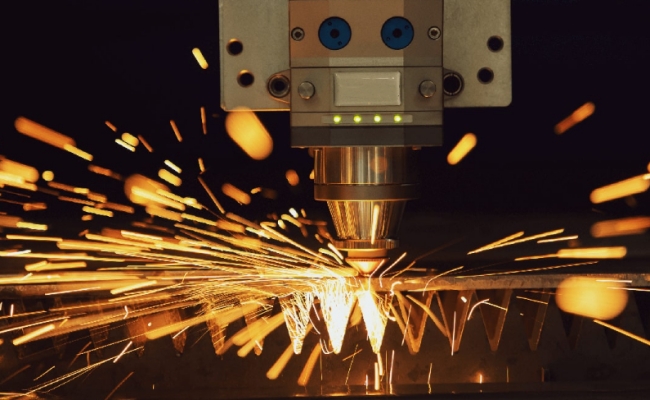
Hohe Präzision und Genauigkeit
Im Vergleich zu herkömmlichen Metallschneidverfahren kann die Faserlaserschneidtechnologie höhere Schnittgeschwindigkeiten erreichen, wodurch die Produktivität gesteigert und die Produktionszeit verkürzt wird. Der fokussierte Laserstrahl ermöglicht extrem feine Schnitte mit extrem schmalen Schnittbreiten, wodurch der Materialabfall minimiert und die Materialausnutzung erhöht wird. Es können Schnitttoleranzen von bis zu ±0,05 mm erreicht werden, wodurch selbst bei komplexen Formen und Konturen präzise und gleichmäßige Schnitte gewährleistet werden. Die 12-kW-Faserlaserschneidmaschine bietet auch Flexibilität in Bezug auf die Schneidoptionen. Sie kann sowohl Hochgeschwindigkeitsperforationen dicker Materialien als auch präzise, hochwertige Kantenschnitte dünner Materialien durchführen. Sie kann auch Gehrungsschnitte ausführen, um abgeschrägte Kanten und Fasen zu erzeugen.
CNC-Steuerungssystem
Die Maschine wird über ein benutzerfreundliches CNC-System gesteuert, das sich leicht in einen synthetisch gesteuerten Schneidprozess umwandeln lässt. Das CNC-System bietet eine breite Palette von Schneidparametern, die je nach dem zu schneidenden Material eingestellt werden können, darunter Laserleistung, Schneidgeschwindigkeit und Schneidgasdruck.
Technische Parameter
Modell | [Äh] | 1530 | 2040 | 6020 |
Länge | [mm] | 8900 | 10500 | 14500 |
Breite | [mm] | 2320 | 2920 | 2920 |
Höhe | [mm] | 2150 | 2150 | 2150 |
Gewicht | [kg] | 15000 | 19000 | 26000 |
X-Achse | [mm] | 3060 | 4060 | 6160 |
Y-Achse | [mm] | 1540 | 2040 | 2040 |
Z-Achse | [mm] | 120 | 120 | 120 |
max. Blattgewicht | [kg] | 900 | 1500 | 2500 |
Max. Geschwindigkeiten | |
Parallel zur X-, Y-, Z-Achse | 150 [m/min] |
gleichzeitig | 180 [m/min] |
Achsenparameter |
|
Wiederholgenauigkeit | 0,03 [mm] |
Schnittpräzision | 0,1 [mm] |
Beschleunigungen | 30 [m/s2] |
min. programmierbare Messstrecke | 0,001 [mm] |
Schnittparameter
Materialtyp | Dicke (mm) | Geschwindigkeit (m/min) | Fokusposition | Schnitthöhe (mm) | Gas | Düsentyp | Druck (bar) |
Kohlenstoffstahl (Q235B) | 1 | 50~60 | 0 | 1 | N2 | Einzel: 3,0 | 15 |
2 | 40~45 | 0 | 1 | N2 | Einzel: 3,0 | 15 | |
3 | 30~35 | -1 | 0.5 | N2 | Einzel: 3,0 | 15 | |
4 | 20~26 | -2 | 0.5 | N2 | Einzel: 3,0 | 15 | |
5 | 15~18 | -3 | 0.5 | N2 | Einzel: 3,0 | 15 | |
6 | 10~13 | -4 | 0.5 | N2 | Einzel: 3,0 | 15 | |
8 | 7~10 | -5 | 0.5 | N2 | Einzel: 5,0 | 15 | |
10 | 5.0~6.5 | -6 | 0.5 | N2 | Einzel: 5,0 | 15 | |
10 | 2.0~2.3 | 6 | 0.8 | O2 | Doppelt: 1,2 | 0.6 | |
12 | 1.8~2.0 | 7 | 0.8 | O2 | Doppelt: 1,2 | 0.6 | |
14 | 1.6~1.8 | 7 | 0.8 | O2 | Doppelt: 1,2 | 0.6 | |
16 | 1.5~1.6 | 9 | 0.8 | O2 | Doppelt: 1,4 | 0.6 | |
20 | 1.3~1.4 | 9 | 0.4 | O2 | Einzeln: 1,4 | 0.6 | |
22 | 0.9~1.0 | 12 | 0.4 | O2 | Einzeln: 1,5 | 0.7 | |
25 | 0.8~1.0 | 12 | 0.4 | O2 | Einzeln: 1,5 | 1 | |
30 | 0.4~0.5 | 14 | 0.4 | O2 | Einzeln: 1,6 | 1.2 | |
40 | 0.25~0.3 | 14 | 0.4 | O2 | Einzeln: 1,6 | 1.2 | |
12 | 3.0~3.5 | -10 | 1.5 | O2 | Einzeln: 1,6 | 1 | |
14 | 3.0~3.2 | -10 | 1.5 | O2 | Einzeln: 1,6 | 1 | |
16 | 2.8~3.0 | -12 | 1.5 | O2 | Einzeln: 1,6 | 1 | |
20 | 2.0~2.3 | -12 | 1.5 | O2 | Doppelt: 1,6 | 1 | |
25 | 1.1~1.3 | -14 | 1.5 | O2 | Einzeln: 1,8 | 1.4 | |
30 | 0.9~1.0 | -14 | 1.5 | O2 | Einzeln: 1,8 | 1.4 | |
Edelstahl (SUS304) | 1 | 50~60 | 0 | 1 | N2 | Einzel: 3,0 | 8 |
2 | 40~45 | 0 | 0.5 | N2 | Einzel: 3,0 | 8 | |
3 | 30~35 | -1 | 0.5 | N2 | Einzel: 3,0 | 8 | |
4 | 23~27 | -2 | 0.5 | N2 | Einzel: 3,0 | 8 | |
5 | 15~18 | -3 | 0.5 | N2 | Einzel: 3,0 | 8 | |
6 | 13~15 | -4 | 0.5 | N2 | Einzel: 3,0 | 8 | |
8 | 8~10 | -5 | 0.5 | N2 | Einzel: 3,0 | 8 | |
10 | 6.5~7.5 | -6 | 0.5 | N2 | Einzel: 5,0 | 10 | |
12 | 5.0~5.5 | -7 | 0.5 | N2 | Einzel: 5,0 | 12 | |
14 | 3.0~3.5 | -8 | 0.3 | N2 | Einzel: 5,0 | 12 | |
16 | 2.0~2.3 | -9 | 0.3 | N2 | Einzel: 6,0 | 12 | |
18 | 1.3~1.5 | -10 | 0.5 | N2 | Einzel: 6,0 | 12 | |
20 | 1.2~1.4 | -11 | 0.3 | N2 | Einzel: 6,0 | 12 | |
25 | 0.7~0.9 | -13 | 0.3 | N2 | Einzel: 8,0 | 12 | |
30 | 0.25~0.3 | -15 | 0.3 | N2 | Einzel: 8,0 | 12 | |
40 | 0.15~0.2 | -17 | 0.3 | N2 | Einzel: 8,0 | 12 | |
Edelstahl (SUS304) | 1 | 50~60 | 0 | 1 | Luft | Einzel: 3,0 | 13 |
2 | 40~45 | 0 | 0.5 | Luft | Einzel: 3,0 | 13 | |
3 | 30~35 | -1 | 0.5 | Luft | Einzel: 3,0 | 13 | |
4 | 25~30 | -2 | 0.5 | Luft | Einzel: 3,0 | 13 | |
5 | 16~19 | -3 | 0.5 | Luft | Einzel: 3,0 | 13 | |
6 | 14~17 | -1 | 0.5 | Luft | Einzel: 3,0 | 13 | |
8 | 9~11 | -5 | 0.5 | Luft | Einzel: 3,0 | 13 | |
10 | 7~8 | -6 | 0.5 | Luft | Einzel: 5,0 | 13 | |
12 | 5.5~6.0 | -7 | 0.5 | Luft | Einzel: 5,0 | 13 | |
14 | 3.5~4.0 | -8 | 0.5 | Luft | Einzel: 5,0 | 13 | |
16 | 2.2~2.4 | -9 | 0.5 | Luft | Einzel: 5,0 | 13 | |
18 | 1.3~1.6 | -10 | 0.5 | Luft | Einzel: 6,0 | 13 | |
20 | 1.2~1.5 | -11 | 0.3 | Luft | Einzel: 6,0 | 13 | |
25 | 0.7~1.0 | -13 | 0.3 | Luft | Einzel: 8,0 | 13 | |
30 | 0.3~0.4 | -14 | 0.3 | Luft | Einzel: 8,0 | 13 | |
Aluminium (6061) | 1 | 45~50 | 0 | 0.8 | N2 | Einzeln: 2,0 | 8 |
2 | 30~35 | -1 | 0.5 | N2 | Einzeln: 2,0 | 8 | |
3 | 20~25 | -1 | 0.5 | N2 | Einzeln: 2,0 | 8 | |
4 | 18~20 | -2 | 0.5 | N2 | Einzeln: 2,0 | 8 | |
5 | 14~16 | -3 | 0.5 | N2 | Einzel: 3,0 | 8 | |
6 | 10~12 | -3 | 0.5 | N2 | Einzel: 3,0 | 8 | |
8 | 6.00~8.0 | -4 | 0.5 | N2 | Einzel: 3,0 | 8 | |
10 | 4~6 | -5 | 0.5 | N2 | Einzel: 5,0 | 8 | |
12 | 2.0~3.0 | -6 | 0.5 | N2 | Einzel: 5,0 | 12 | |
14 | 1.5~2.5 | -7 | 0.5 | N2 | Einzel: 5,0 | 16 | |
16 | 1.3~2.0 | -7.5 | 0.5 | N2 | Einzel: 5,0 | 16 | |
18 | 1.0~1.6 | -8 | 0.5 | N2 | Einzel: 6,0 | 16 | |
20 | 0.8~1.2 | -8.5 | 0.3 | N2 | Einzel: 8,0 | 16 | |
25 | 0.5~0.7 | -9 | 0.3 | N2 | Einzel: 8,0 | 16 | |
30 | 0.4~0.5 | -10 | 0.3 | N2 | Einzel: 8,0 | 18 | |
40 | 0.25~0.3 | -10 | 0.3 | N2 | Einzel: 8,0 | 18 | |
Messing | 1 | 35~45 | 0 | 1 | N2 | Einzeln: 2,0 | 12 |
2 | 30~35 | -1 | 0.5 | N2 | Einzeln: 2,0 | 12 | |
3 | 18~22 | -1 | 0.5 | N2 | Einzel: 3,0 | 12 | |
4 | 15~18 | -2 | 0.5 | N2 | Einzel: 3,0 | 12 | |
5 | 12~15 | -3 | 0.5 | N2 | Einzel: 3,0 | 14 | |
6 | 8~10 | -3 | 0.5 | N2 | Einzel: 3,0 | 14 | |
8 | 5.0~7.0 | -4 | 0.5 | N2 | Einzel: 5,0 | 14 | |
10 | 4.0~5.0 | -5 | 0.5 | N2 | Einzel: 5,0 | 14 | |
12 | 1.8~2.0 | -5 | 0.5 | N2 | Einzel: 5,0 | 14 | |
14 | 1.2~1.4 | -8 | 0.5 | N2 | Einzel: 5,0 | 16 | |
16 | 0.8~1.0 | -11 | 0.3 | N2 | Einzel: 5,0 | 16 | |
Kupfer | 1 | 25~30 | -0.5 | 1 | O2 | Einzeln: 2,0 | 5 |
2 | 20~25 | -1 | 0.5 | O2 | Einzeln: 2,0 | 5 | |
3 | 16~18 | -2 | 0.5 | O2 | Einzeln: 2,0 | 6 | |
4 | 10~12 | -3 | 0.5 | O2 | Einzeln: 2,0 | 8 | |
5 | 6.0~8.0 | -4.5 | 0.5 | O2 | Einzel: 2,5 | 8 | |
6 | 4.0~5.0 | -5 | 0.5 | O2 | Einzel: 2,5 | 8 | |
8 | 2.0~2.5 | -6 | 0.5 | O2 | Einzel: 3,0 | 10 | |
10 | 1.0~1.2 | -8 | 0.5 | O2 | Einzel: 4,0 | 12 |
Häufig gestellte Fragen
Der Preis einer 12000-W-Hochleistungsfaserlaserschneidmaschine kann je nach Marke, Modell und Spezifikation der Maschine stark variieren. Darüber hinaus können die Preise auch vom Herstellungsland, den Versand- und Installationskosten sowie etwaigen zusätzlichen Steuern und Gebühren beeinflusst werden. Unter normalen Umständen liegt der Preis einer 12-kW-Hochleistungsfaserlaserschneidmaschine zum Verkauf mit Grundfunktionen zwischen $80.500 und $230.000. Darüber hinaus können höherwertige Maschinen mit erweiterter Leistung und größeren Schnittgrößen mehr kosten.
Die Kosten für eine 12-kW-Faserlaserschneidmaschine können stark variieren und für die meisten Unternehmen kann sie eine erhebliche Investition darstellen. Die Anschaffungskosten der Maschine sind jedoch nur einer der Faktoren, die beim Kauf berücksichtigt werden müssen. Weitere zu berücksichtigende Faktoren sind die Zuverlässigkeit, Benutzerfreundlichkeit und Ausgabequalität der Maschine sowie die laufenden Wartungs- und Betriebskosten. Während die Anschaffungskosten eines Laserschneiders hoch erscheinen mögen, kann er auf lange Sicht erhebliche Kosteneinsparungen und eine höhere Schneideffizienz bieten, insbesondere bei hochvolumigen und präzisen Schneidanwendungen.
Wenn Sie den Kauf einer 12000-W-Faserlaserschneidmaschine in Erwägung ziehen, können Sie uns kontaktieren. SC Laser ist ein professionelle Fabrik für Faserlaserschneidmaschinen, kann Ihnen nicht nur einen wettbewerbsfähigen Preis bieten, sondern Ihnen auch perfekten Kundendienst und Garantie bieten.
Die maximale Dicke, die eine 12000-W-Hochleistungsfaserlaserschneidmaschine schneiden kann, hängt unter anderem von der Art des zu schneidenden Materials, der Strahlqualität, der Fokusposition und der Schnittgeschwindigkeit ab. Im Allgemeinen kann eine 12-kW-Faserlaserschneidmaschine maximal die folgenden Materialien schneiden:
- Edelstahl: Es kann Edelstahl mit einer Dicke von 0,5 mm bis 35 mm schneiden. Die spezifische Dicke, die geschnitten werden kann, hängt von der Edelstahlqualität und dem verwendeten Lasergenerator ab.
- Kohlenstoffstahl: Es kann Kohlenstoffstahl mit einer Dicke von 0,5 mm bis 45 mm schneiden. Die maximal schneidbare Dicke kann jedoch je nach Stahlart und -qualität variieren.
- Aluminium: Es kann Aluminium mit einer Dicke von 0,5 mm bis 30 mm schneiden. Aufgrund der reflektierenden Eigenschaften von Aluminium ist es jedoch wichtig, spezielle Optiken für eine optimale Schneidleistung zu verwenden.
- Kupfer und Messing: Es kann Kupfer mit einer Dicke von 0,5 mm bis 18 mm schneiden. Diese Metalle sind stark reflektierend und erfordern möglicherweise spezielle Optiken oder spezielle Laserparameter für eine optimale Schneidleistung.
- Titan: Es kann Titan mit einer Dicke von 0,5 mm bis 16 mm schneiden. Aufgrund seines hohen Schmelzpunkts und seiner Reflektivität kann Titan leistungsstärkere Laser oder spezielle Optiken für eine optimale Schneidleistung erfordern.
Es ist wichtig zu beachten, dass diese Dicken allgemeine Richtlinien sind und je nach Maschine und Anwendung variieren können. Es ist zu beachten, dass die maximal schneidbare Dicke auch von der erforderlichen Schnittgeschwindigkeit und Schnittqualität beeinflusst wird. Niedrigere Schnittgeschwindigkeiten führen zu größeren maximalen Schnittdicken, während schnellere Schnittgeschwindigkeiten die maximal schneidbare Dicke verringern können. Darüber hinaus kann mit zunehmender Schnittdicke die Schnittqualität abnehmen, was zu raueren Kanten oder einer größeren Wärmeeinflusszone führt.
Die Schnittgeschwindigkeit einer 12000-W-Faserlaserschneidmaschine für Bleche kann je nach einer Reihe von Faktoren variieren, darunter Art und Dicke des zu schneidenden Materials, Qualität und Leistung der Laserquelle, verwendetes Hilfsgas sowie Parameter und Einstellungen der Maschine. Hier sind einige typische Schnittgeschwindigkeiten für verschiedene Materialien bei Verwendung einer 12-kW-Faserlaserschneidmaschine:
- Stahl: Die Schnittgeschwindigkeiten für Stahl variieren je nach Materialstärke. Beispielsweise kann 10 mm dicker Stahl mit einer Geschwindigkeit von 2,3 Metern pro Minute (7,6 Fuß pro Minute) geschnitten werden. Bei dickerem Stahl bis zu 25 mm kann die Schnittgeschwindigkeit geringer sein, etwa 1 Meter pro Minute (3,34 Fuß pro Minute).
- Aluminium: Abhängig von der Materialstärke kann Aluminium mit einer Geschwindigkeit von 0,25 bis 50 Metern pro Minute (0,98 bis 164 Fuß pro Minute) geschnitten werden. Beispielsweise kann 5 mm (0,2 Zoll) dickes Aluminium mit einer Geschwindigkeit von 16 Metern pro Minute (52,5 Fuß pro Minute) geschnitten werden.
- Kupfer und Messing: Kupfer und Messing reflektieren stärker als andere Metalle, daher kann die Schnittgeschwindigkeit geringer sein. Es werden Schnittgeschwindigkeiten von bis zu 10 Metern pro Minute (32,97 Fuß pro Minute) für Kupfer und Messing mit einer Dicke von bis zu 6 mm erreicht.
- Titan: Titan kann aufgrund seines hohen Schmelzpunkts und seiner Reflektivität langsamer geschnitten werden als andere Metalle. Es erreicht Schnittgeschwindigkeiten von bis zu 8 Metern pro Minute (26,3 Fuß pro Minute) bei Titandicken bis zu 6 mm.
- Andere Metalle: Die Schnittgeschwindigkeiten für andere Metalle variieren je nach Metallart und ihren Eigenschaften.
Es ist wichtig zu beachten, dass diese Schnittgeschwindigkeiten ungefähre Angaben sind und je nach bestimmten Maschinen, Materialien und Schnittparametern variieren können. Die Schnittgeschwindigkeit kann auch entsprechend der gewünschten Schnittqualität angepasst werden, wobei höhere Schnittgeschwindigkeiten im Allgemeinen zu einer schnelleren Produktion, aber möglicherweise zu einer verringerten Kantenqualität führen. Daher wird empfohlen, die Spezifikationen und Richtlinien der Maschine zu konsultieren und Probeschnitte durchzuführen, um die Schnittgeschwindigkeit für bestimmte Materialien und Anwendungen zu optimieren.


Informationen anfordern
Können Sie uns bitte die Dicke und Länge Ihrer Platte mitteilen? Unser Vertrieb wird Ihnen ein Maschinenmodell empfehlen.