حاليًا، أصبحت تكنولوجيا المعالجة الذكية والمرنة هدفًا وطموحًا لمصنعي معالجة الصفائح المعدنية المتطورة. ولذلك، ظهرت وحدات الثني الروبوتية في بيئة السوق هذه.
جدول المحتويات
تحليل الوضع الحالي لتكنولوجيا ثني الصفائح المعدنية
في صناعة الصفائح المعدنية، تعمل معظم الشركات حاليًا في عمليات الثني التقليدية. في عملية الإنتاج، بسبب التنوع والمواصفات والدفعة الصغيرة من المنتجات المتعددة فرامل الضغط الهيدروليكي آلات ولا تزال هناك حاجة لعدد كبير من مشغلي ثني الصفائح المعدنية المهرة وذوي الخبرة لإكمال ثني قطع العمل.
ولكن في العمل العملي هناك المشاكل التالية:
- أولاً، بسبب عمل المشغل لفترة طويلة، لا يتم الحفاظ على التحمل، مما يؤدي إلى عدم تناسق المواضع المرتفعة والمنخفضة لقطعة الشغل الموضوعة في كل مرة.
- ثانيًا، لا يحافظ المشغلون على الاستقرار مثل الروبوتات، لذلك لا يمكن ضمان الحجم ودقة الانحناء لقطعة العمل المنحنية بسبب التأثير اليدوي، مما يؤدي إلى ضعف جودة المنتج النهائي.
- ثالثًا، عند مواجهة قطع العمل الكبيرة، يتطلب الأمر عمومًا 3-4 مشغلين لإكمال المناولة والتشغيل، وصعوبة توظيف العمال والتكاليف المرتفعة هي الصعوبات التي تواجهها الشركات.
- رابعا، ليس من الآمن بالنسبة للمشغلين أن يتبعوا عملية الثني التقليدية. هناك مخاطر كبيرة تتعلق بالسلامة عند رفع قطع العمل، والتي يمكن أن تؤدي بسهولة إلى حوادث متعلقة بالعمل.
في الوقت الحاضر، على الرغم من أن تصنيع ودقة مكابح الضغط قد تحسنت بشكل كبير مقارنة بالماضي، إلا أنه لا تزال هناك فجوة كبيرة بين المتطلبات الحالية والتصنيع الذكي.
فيما يتعلق بالإنتاج الذكي، والتخصيص الشخصي، والتوسيع الموجه نحو الخدمة، والتعاون الشبكي، لا تزال هناك حاجة إلى الابتكار والتطوير المشترك في المجال الفرعي لتصنيع معدات الصفائح المعدنية وجانب الطلب. يعد هذا الابتكار وتعزيز التطبيق بمثابة تحسين وتحرير آخر للإنتاجية.
يجب حل المشكلات في صناعة ثني الصفائح المعدنية التقليدية
يحتاج الثني التقليدي في صناعة الصفائح المعدنية إلى معالجة المشكلات التالية:
- عملية الثني التقليدية هي عدم القدرة على تحقيق تنوع متعدد، دفعة صغيرة، وتبديل سريع.
- إن الانحناء عالي الدقة لقطع العمل في صناعة الصفائح المعدنية يتميز بدقة منخفضة وجودة غير مستقرة.
- إن مشغلي ثني الصفائح المعدنية نادرون، وكثافة اليد العاملة للعمال مرتفعة.
- تكاليف الموظفين، ومخاطر السلامة، وتخطيط العملية، والإدارة والتشغيل.
يمكن حل المشاكل المذكورة أعلاه عن طريق اختيار وحدات ثني الروبوت الذكية، والتي تشمل: CNC اضغط على الفرامل آلة، روبوت ذو 6 محاور وسكة توجيه ذات 7 محاور، محطة التغذية، جهاز فصل اللوحة المغناطيسية، منضدة تحديد المواقع قبل المحاذاة، آلية تقليب اللوحة، قابض التغذية، تكديس المنتج النهائي، مكتبة القوالب، برامج البرمجة غير المتصلة بالإنترنت، برامج البرمجة البارامترية، ثني التطوير الثانوي البرمجيات والخدمات الإرشادية.
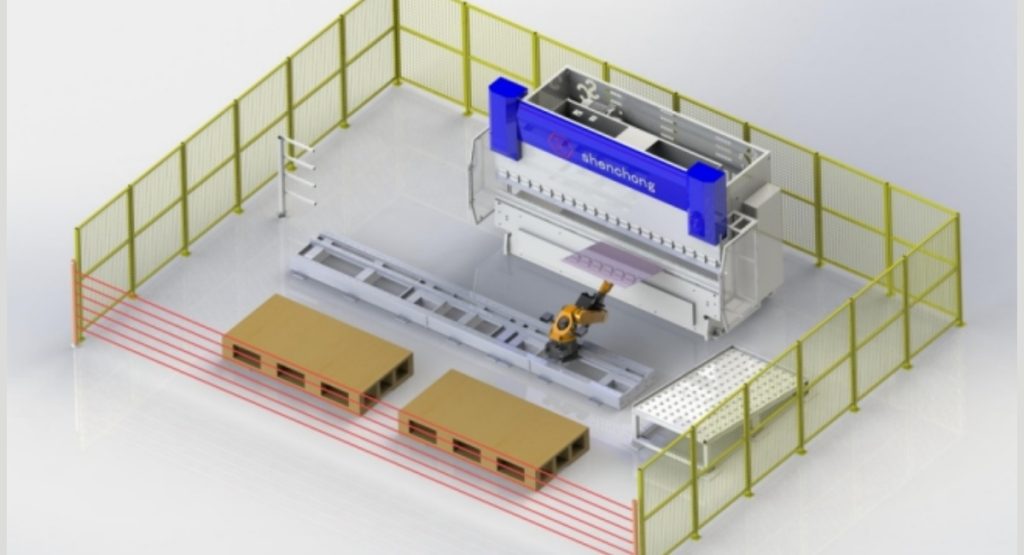
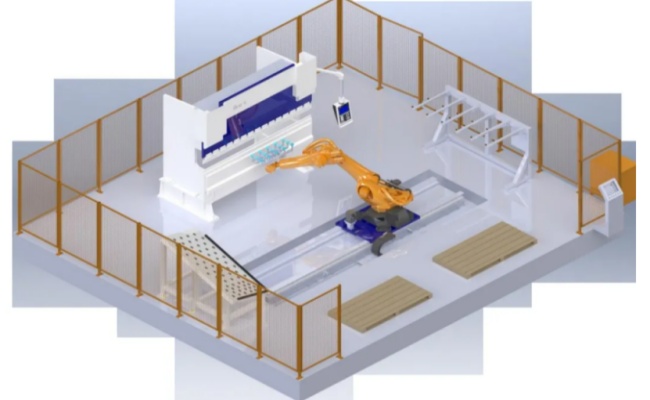
تكوين وحدات الانحناء الروبوتية
إن مكابح الضغط الهيدروليكي CNC مع الروبوتات كعنصر التنفيذ الأساسي عبارة عن مجموعة من المعدات الأوتوماتيكية للغاية، والتي تتميز بمزايا الكفاءة العالية والجودة العالية والمرونة العالية.
في وحدات آلات الثني المرنة، يمكن أن يوفر اختيار مجموعات المكونات المناسبة دعمًا أفضل لكفاءة ومرونة الثني. تعتمد دقة الانحناء على دقة آلة مكابح الضغط نفسها، ودقة تحديد موضع روبوت الثني، والتحكم التعاوني بين الروبوت وآلة مكابح الثني.
تكمن صعوبة التحكم التعاوني في مطابقة السرعة بين الروبوت وآلة فرامل الضغط، بالإضافة إلى مسار تشغيل الروبوت الذي يدعم قطعة العمل. تأثير المتابعة الضعيف سيؤثر بشكل خطير على نتيجة تشكيل زاوية الانحناء واستواء سطح اللوحة، وبالتالي يؤثر على جودة المنتج النهائي.
كما هو موضح في الشكل أدناه، تتكون وحدة معالجة الانحناء القياسية من روبوت وفرامل ضغط هيدروليكية CNC كقلب أساسي، مع القابض، وطاولة التحميل، وطاولة التفريغ، وطاولة تحديد الموضع، وإطار التقليب، وجهاز تغيير القابض، وأجهزة استشعار الكشف المختلفة كمساعد. عناصر.
الأجزاء الرئيسية لفرامل الضغط الآلية
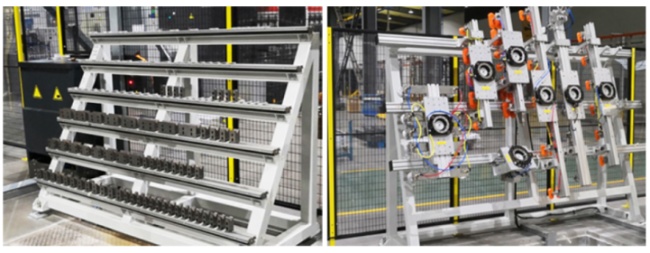
المقابض هي "الأيدي" التي تستخدمها الروبوتات لتحل محل العمل اليدوي والتقاط قطع العمل ووضعها. عادةً ما يتكون قابض الروبوت المنحني من أكواب شفط متعددة مثبتة على إطار معدني.
تستخدم منصات التحميل والتفريغ عادةً منصات نقالة مكدسة، وهناك أيضًا وحدات تستخدم سيور ناقلة أو بكرات لنقل المواد الخام والمنتجات النهائية. تكون الألواح الزيتية عرضة للالتصاق، مما قد يؤدي إلى التقاط عدة ألواح في وقت واحد. يمكن تركيب أجهزة تقسيم مختلفة (مثل أجهزة التقسيم المغناطيسي) وأجهزة استشعار الكشف بجوار طاولة التغذية للتأكد من أن الألواح الممسكة عبارة عن صفائح مفردة.
منضدة تحديد المواقع عبارة عن منصة مائلة ذات حافة مانعة، مع كرات مرتفعة قليلاً موزعة على سطح الطاولة. يقوم الروبوت بنقل اللوحة الفولاذية إلى طاولة تحديد المواقع، وتنزلق اللوحة بحرية إلى الحافة بسبب الجاذبية. نظرًا للموضع الثابت وحافة طاولة تحديد الموضع، عندما يعيد الروبوت الإمساك باللوحة، يتم تثبيت موضع اللوحة والمقبض بدقة نسبيًا، مما يوفر مرجعًا لخطوة الثني التالية.
إطار الوجه هو إطار ثابت لجهاز الإمساك. عندما يحتاج الروبوت إلى أخذ قطعة العمل من موضع مختلف، يمكنه وضع قطعة العمل على الإطار القلاب لإصلاحها، ومن ثم يمكن للروبوت الإمساك بقطعة العمل في الموضع الجديد مرة أخرى. في بعض المناسبات الخاصة، يمكن أيضًا استخدام قالب آلة الثني لتثبيت قطعة العمل وتغيير موضع الإمساك.
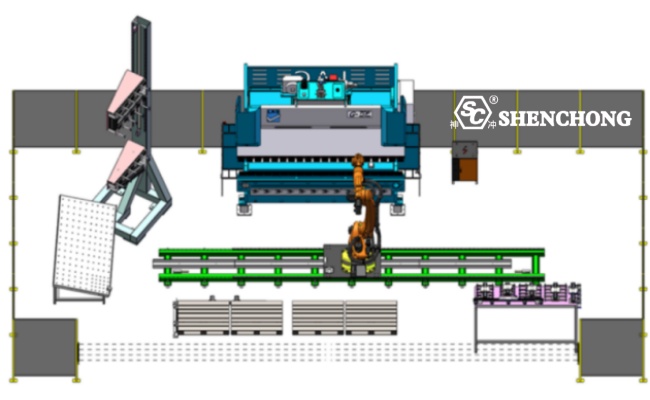
سير العمل لوحدة معالجة الانحناء الروبوتية
تنقسم وحدة معالجة الانحناء بشكل أساسي إلى ست عمليات: التحميل، والالتقاط، والتوسيط، والقلب، والثني، والتكديس.
- التحميل: قم بوضع مجموعة اللوحات بأكملها التي تحتاج إلى المعالجة يدويًا على منصة التحميل، ثم قم بتثبيت مفتاح اكتشاف اللوحة على منصة التحميل لمنع الروبوت من الاستيلاء على الدرج بعد معالجة جميع اللوحات.
- الانتقاء: يركض الروبوت إلى موضع طاولة التغذية ويكتشف ارتفاع اللوحة من خلال مستشعر الموجات فوق الصوتية المثبت على المقبض. بناءً على بيانات الكشف، يتم تشغيله تلقائيًا إلى الموضع المناسب للإمساك باللوحة. بعد الإمساك باللوحة، يتم قياس سمك اللوحة من خلال جهاز قياس السمك لتجنب أخطاء المعالجة الناتجة عن الإمساك بألواح متعددة من اللوحة في وقت واحد. بعد اجتياز قياس السُمك، يصبح جاهزًا للمحاذاة.
- التمركز: يركض الروبوت إلى موضع طاولة تحديد الموضع، ويضع الصفائح المعدنية على طاولة تحديد الموضع لتحديد الموضع بدقة، وبعد اكتمال تحديد الموضع، يمسك الصفائح المعدنية مرة أخرى ويستعد للثني.

- التقليب: تحديد ما إذا كان سيتم استخدام إطار التقليب بناءً على متطلبات العملية. إذا لزم الأمر، قم بتشغيل الروبوت إلى موضع إطار التقليب، ثم ضع الصفائح المعدنية على إطار التقليب، ثم حرر الصفائح المعدنية وتجنبها. بعد الانتهاء من التقليب، أمسك الصفائح المعدنية.
- الثني: يركض الروبوت إلى موضع آلة الثني، ويقوم بتسوية الصفائح المعدنية على القالب السفلي لآلة الثني، ويحدد موقعها بدقة من خلال مستشعر الإصبع الخلفي لآلة الثني. بعد اكتمال تحديد الموضع، يرسل الروبوت إشارة ثني إلى مكابح الضغط CNC ويتعاون مع آلة الثني لإكمال عملية الثني لتحديد ما إذا كان يجب ثنيه مرة أخرى وتحديد ما إذا كان سيتم الاستمرار في الثني أم لا. يعد الانحناء رابطًا رئيسيًا، وتكمن الصعوبة الفنية للثني في العمل المنسق بين الروبوت وآلة الثني، أي اتباع الانحناء. عندما يقوم الروبوت بتثبيت أو دعم ثني الصفائح المعدنية، تتشوه الصفائح المعدنية، ويحتاج الروبوت إلى اتباع الصفائح المعدنية في حركة قوس دائرية وفقًا لخوارزمية مسار محددة، ويحافظ دائمًا على موضع ثابت نسبيًا مع الصفائح المعدنية .
- التكديس: عندما يتحرك الروبوت إلى موضع طاولة التفريغ، هناك العديد من إجراءات عملية التكديس بسبب الاختلافات في تشكيل قطع العمل، مثل تكديس المصفوفة التقليدية، والتكديس المتقاطع للطبقة المفردة والمزدوجة، والتكديس المتشابك للأمام والخلف.
الخصائص التقنية لوحدات ثني الروبوت
التصميم والتطوير
يركز البحث والتطوير لتصميم ثني الروبوت على الاحتياجات الشخصية والتخصيص للمستخدمين، مع وضع احتياجات العملاء وأهدافهم على رأس الأولويات. يتعين على مصنعي ثني الروبوتات تحقيق ما يلي قبل تحديد حل روبوت الثني:
- إجراء تبادلات فنية مفصلة مع العملاء في تطوير كل حل تقني
- إجراء تحليل محاكاة الكمبيوتر على رسومات معالجة قطع العمل المقدمة من العميل
- إجراء اختبار العينة في الموقع على قطع العمل النموذجية للعملاء
- تصنيف وتحليل قطع عمل العملاء وبيانات العملية.
بعد التأكد من استكمال الأعمال الإجرائية المذكورة أعلاه، سيتم صياغة الخطة الفنية. بعد موافقة العميل على الخطة الفنية ورسومات الخطة، سيتم تنفيذ التصميم الشامل.
تتبنى وحدة الثني الروبوتية SC تصميمًا ثلاثي الأبعاد متقدمًا من حيث المواد والهيكل وأجهزة الاستشعار والتعويض في الوقت الفعلي والمتابعة وقياس زاوية الليزر وتغيير القالب تلقائيًا وتغيير القابض التلقائي والبرمجيات والتحكم والبرمجة البارامترية والبرمجة غير المتصلة بالإنترنت وإدارة الإنتاج البرمجيات وتكنولوجيا التحكم بالحافلات، وكلها تعتمد وتستخدم برامج وأجهزة ذات علامة تجارية دولية من الدرجة الأولى. فيما يتعلق بتصميم جسم آلة الثني، تم استخدام برامج وأساليب التصميم الأكثر تقدمًا في العالم لتحليل الميكانيكا الهيكلية. مع سنوات من الخبرة في التصميم وفهم الخصائص الهيكلية لإطار آلة الثني، تم إجراء تحليل العناصر المحدودة على كل نقطة قوة لتحقيق التحليل الميكانيكي للكتف الجانبي والعارضة العلوية والعارضة السفلية والعارضة السفلية لآلة الثني، بشكل كامل ضمان العقلانية والموثوقية والاستقرار في تصميم الأدوات الآلية.
يهدف تصميم وحدة الثني الروبوتية إلى تحقيق مفاهيم المنتج الذكية باستخدام أحدث التقنيات (البرامج والأجهزة) لتبادل البيانات في الوقت الفعلي والتعويض وتتبع الانحناء أثناء عملية الإنتاج. المشاكل الرئيسية التي تم حلها والنتائج التي تم تحقيقها هي:
(1) حل صعوبات عملية إنتاج الصفائح المعدنية المخصصة، وحل مشكلة إنتاج التبديل السريع للمنتجات المتعددة، الدفعة الصغيرة (5-10 قطع)، والأجزاء المتنوعة المتعددة في صناعة المصاعد.
(2) حل مشاكل جودة المنتج غير المستقرة، وانخفاض دقة الأجزاء، وضعف اتساق المنتج.
(3) حل مشاكل انخفاض كفاءة الإنتاج، وتخطيط الإنتاج غير المعقول ومسار العملية.
(4) حل مشاكل التوظيف الصعب، وارتفاع تكاليف العمالة، وارتفاع كثافة اليد العاملة في الانحناء اليدوي.
(5) تحسين دقة الانحناء والأتمتة، وتعزيز قدرات التصنيع الذكي للمؤسسات، وتعزيز التأثير البصري لزيارات العملاء.
تقنية متابعة الانحناء
أثناء عملية الثني، يمكن لوحدات الثني الروبوتية SC أن تقوم تلقائيًا بمتابعة وضبط قطع العمل ذات الأحجام المختلفة وسمك اللوحة وفقًا لسرعة التشغيل لمنزلق آلة فرامل الثني. يتم تنفيذ هذه التقنية من خلال حزمة برامج تطبيق ثني الروبوت المتخصصة SC SHENCHONG.
تقنية قياس الزوايا بالليزر
يستخدم نظام قياس الزاوية AMS نظام قياس زاوية ليزر مغلق الحلقة عبر الإنترنت. أثناء عملية الانحناء التلقائي للروبوت، يعمل برنامج التطبيق التلقائي لـ AMS ونظام قياس الزاوية التلقائي مع جهاز قياس زاوية الليزر المدمج مع نظام SHENCHONG لضمان دقة زاوية الانحناء. خصائصه الرئيسية هي:
(1) اكتشاف زاوية الانحناء لقطعة العمل بعد الارتداد من خلال الليزر عبر الإنترنت.
(2) يقوم نظام كشف القوة تلقائيًا بحساب مقدار ارتداد الانحناء.
(3) يمكن تعديل عمق الجزء تلقائيًا وفقًا لعرض القالب السفلي.
(4) من خلال نظام قياس زاوية الليزر ذات الحلقة المغلقة عبر الإنترنت، يتم ضمان وصول إنتاجية الانحناء إلى أكثر من 99.5%.
تغيير القابض الآلي للروبوت (ATC) وتغيير أدوات الفرامل
الروبوت الآلي (ATC) القابض و أدوات الفرامل الصحافة التغيير هو طريقة تشغيل ذكية ومؤتمتة بالكامل في مجال الصفائح المعدنية، والتي تتكون من برامج تغيير القالب التلقائي، والروبوتات، ومكتبات القوالب. عندما يتم تجهيزه بنظام تغيير القالب الأوتوماتيكي، فإن مركز الثني الدقيق يمكنه ثني دفعات صغيرة من المنتجات المختلفة بشكل تلقائي وعشوائي. من خلال الاستفادة من وظيفة الاستبدال التلقائي للقالب، فإن القالب الموجود في آلة الثني لم يعد عاملاً مقيدًا ويمكن معالجته بواسطة موظفين بدون طيار طوال العملية بأكملها. يمكن لقابض الجهاز الميكانيكي الأوتوماتيكي للروبوت استبدال القالب بسرعة كبيرة ويمكنه ثني الدفعة التالية من المكونات في أي وقت.
برنامج تغيير أدوات الفرامل الأوتوماتيكية
الخصائص الرئيسية لبرنامج تغيير القالب التلقائي هي:
(1) من خلال الواجهة الرسومية للمرفق، يمكن للمستخدمين رؤية الحالة الحالية للنظام بأكمله على الفور. على الجانب الأيمن من الواجهة، يوجد رسم يمثل حالة القوالب، والذي يقسم المواضع الحالية لهذه القوالب.
(2) تشتمل الواجهة بأكملها على منطقة الثقب العلوية المنحنية، ومنطقة القالب السفلية المنحنية، ومكتبة القوالب. يتبع عرض القالب حجم القالب نفسه وموضع محطة العمل المثبتة.
(3) تمييز القوالب العلوية والسفلية بألوان مختلفة. في الزاوية العلوية اليسرى من الواجهة، يوجد وصف تفصيلي للقالب المثبت على آلة الثني. قسمان: الأول لشرح القالب العلوي، والآخر لشرح القالب السفلي، ووصف القالب المثبت من خلال رموز التعريف والمواضع الموجودة.
تكنولوجيا الانحناء المتسلسل باستخدام الحاسب الآلي
إن تقنية الثني المتسلسل CNC عبارة عن نظام تحكم في الانحناء عالي الدقة مناسب لتصنيع قطع العمل مع متطلبات الشكل والتفاوت الموضعي. يتكون الجهاز من مجموعتين من أنظمة تشغيل أجهزة الدفع الأمامية CNC ذات المسارات. يتم نقل الإزاحة وتغذيتها بواسطة أجهزة الاستشعار، ويتم التحكم في العملية بأكملها بواسطة نظام CNC. يتكون محور التحكم من X3\X4 و Z3\Z4. من خلال تكوين جهاز دفع أمامي CNC للإزاحة وسدادة خلفية للثني، حتى لو وصل حجم قطعة العمل إلى ± 1 مم، فإنه يمكن بسهولة ضمان أن الأبعاد الرئيسية ضمن أخطاء يمكن التحكم فيها، مما يحسن دقة وكفاءة قطعة العمل.
البرمجيات والتحكم
في وحدات ثني الروبوت، قمنا بتطبيق برامج البرمجة البارامترية، وبرامج البرمجة غير المتصلة بالإنترنت، وبرامج إدارة الإنتاج. في نفس الوقت، قمنا بتطوير متابعة الانحناء الثانوية، وتغيير القالب التلقائي، وتغيير القابض التلقائي، والتكديس المرن، والتعويض في الوقت الحقيقي، والبحث عن حافة اللوحة، وتكنولوجيا التقليب المرنة، وتكنولوجيا التحكم في الحافلة. يمكن أن تلبي بشكل كبير الاحتياجات التقنية والبرمجية لمختلف العملاء لثني الصفائح المعدنية.
مشاكل وحلول الانحناء الروبوتي
عندما نستخدم الفرامل الصحافة الروبوتية بالنسبة لثني الصفائح المعدنية، قد نواجه بعض المشاكل الصغيرة التي لا نعرف كيفية حلها أو تجنبها. أدناه، قامت SC SHENCHONG بتجميع خمس مشكلات تكون الروبوتات عرضة لها، وقدمت الحلول المناسبة لها.
بعد تسطيح الحافة الطويلة، يتم الرفع.
تحليل السبب: نظرًا للحافة الأطول التي تحتاج إلى التسطيح، لا يتم الضغط عليها بإحكام أثناء التسطيح، مما يؤدي إلى تسطيح النهاية ثم تشويهها. يرتبط هذا الوضع ارتباطًا وثيقًا بالوضعية المسطحة، لذا من المهم الانتباه إلى الوضعية المسطحة عند التسطيح.
- قبل الانحناء، قم بثني الزاوية أولاً ثم قم بتسويتها.
- التسطيح خطوة بخطوة: اضغط أولاً على النهاية لثني الحافة المسطحة إلى الأسفل. تتسطح القاعدة.
عند تغيير أدوات مكابح الضغط، ستتغير أبعاد المعالجة.
تحليل السبب: نظرًا لقوة الضغط الأمامية على قطعة الشغل أثناء عملية المعالجة، تتحرك قطعة الشغل للأمام، مما يؤدي إلى زيادة في بُعد زاوية أشعل النار الصغيرة L في المقدمة.
حل:
- قم بطحن المناطق المظللة في الصورة. عادة، نحن نعوض بقدر ما يكون هناك فرق.
- قم بطحن جميع أجزاء تحديد المواقع الذاتية للقالب السهل واستخدم مقياسًا ثابتًا لتحديد المواقع.
الحجم الإجمالي لمادة القطع (بالإشارة إلى الفتح) صغير جدًا أو كبير جدًا، وهو ما لا يتطابق مع السطح الدائري.
تحليل السبب:
- خطأ في النشر الهندسي.
- حجم القطع غير صحيح.
حل:
بناءً على اتجاه الانحراف، والمبلغ الإجمالي للانحراف التصاعدي، وعدد أدوات الثني، قم بحساب التخصيص لكل انحناء. إذا كان تفاوت التخصيص المحسوب ضمن نطاق التسامح، تكون قطعة العمل مقبولة.
إذا كان الحجم كبيرًا جدًا، فيمكن استخدام أخاديد على شكل حرف V صغيرة للمعالجة.
إذا كان الحجم صغيرًا جدًا، فيمكن استخدام أخدود كبير على شكل حرف V للمعالجة.
بعد أن يقوم الروبوت المنحني برسم الثقوب وتعشيق النقر واللسان، فإنه يتوسع أو يتشقق، أو لا يتناسب النقر واللسان بشكل محكم، مما يؤدي إلى التشوه.
تحليل السبب:
- يرجع السبب في عدم إحكام الحفر إلى التوسع غير الكافي للفتحة.
- يحدث التشوه بسبب اختلال محاذاة الثقب أو طريقة النقر واللسان غير الصحيحة.
حل:
- اختر لكمة بزاوية R كبيرة وانتبه للنتوءات الموجودة حول الحفرة عند السحب والقلب.
- قم بزيادة الضغط على فتحة السلطة وتعميقها واستخدم لكمة كبيرة على شكل حرف R بدلاً من ذلك.
- تغيير طريقة وصلة النقر وأسباب عدم محاذاة الثقب.
خاتمة
مع التحسن الشامل للصناعة الميكانيكية، سيكون لصناعة تصنيع الصفائح المعدنية مستوى جديد من المتطلبات لمعدات الإنتاج. وفي النهاية، فإن الأجهزة التي يمكن أن تساعد المستخدمين على حل المشكلات ستكون مفضلة لدى المستخدمين. وحدة ثني الروبوت SC لديها طريقة إنتاج مناسبة للعملاء، وأفضل مزيج من الأجهزة والبرامج، ومناسبة للعملاء ذوي الأصناف المتعددة، والدفعات الصغيرة، والتبديل السريع، ولا حاجة لإنتاج تجريبي للقطعة الأولى.




