اضغط على حاسبة حمولة الفرامل
في السنوات الأخيرة، تم استخدام آلات مكابس الضغط على نطاق واسع في مختلف الصناعات، كما أن نطاق معالجة مكابح الضغط يتوسع أيضًا يومًا بعد يوم. ومع ذلك، لا توجد مناقشة منهجية حول حساب قوة الانحناء. في هذه المقالة، سوف نستكشف صيغة الحساب الأصلية لقوة الانحناء، ونتعرف على العوامل المؤثرة اضغط على الفرامل حاسبة الحمولة وفهم كيفية تجنب المبالغة في تقدير الحمولة أو التقليل منها.
صيغة لحساب حمولة الفرامل الصحافة
ف= 650*S²*L/V
P: قوة الانحناء (KN)
σb : قوة شد المادة، N/mm (standrad σb = 450Mpa)
ر: سمك الورقة (مم)
V: عرض فتحة القالب السفلية (مم)
L: طول الورقة (م)
مثال الحساب
سمك صفائح الفولاذ الطري هو 3 مم، وطول اللوحة 2000 مم، ما هي حمولة مكابح الضغط التي يجب أن تختارها؟
P=650*3²*2/(3*6)=650 كيلو نيوتن=65 طن
لماذا هنا V=3*6؟ ستقدم المقالة التالية كيفية حساب الفتح V للقالب السفلي لفرامل الضغط.
العوامل المؤثرة على حساب حمولة مكابح الضغط
أوصى افتتاح الخامس من القاع يموت
أولاً وقبل كل شيء، يؤثر الفتح V للقالب السفلي على حساب حمولة مكابح الضغط. يرتبط الفتح V للقالب السفلي لفرامل الضغط عمومًا بسمك المادة. وفقًا لمتطلبات السوق، بالنسبة للصفائح المعدنية بسمك (t): 0-3 مم، فإن عرض الأخدود V للقالب السفلي لفرامل الضغط هو V = سمك الصفائح (t) * 6؛ وبالنسبة للثني الدقيق، يمكن أن يضيق هذا المعامل من 6 إلى 4 . بالنسبة للصفائح المعدنية بسمك (t): 3-10 مم، فإن عرض الأخدود V للقالب السفلي لفرامل الضغط هو V = سمك اللوحة (t) * 8. بالنسبة للوحة الصفائح بسمك (t) 10 مم أو أكثر، يكون العرض من أخدود القالب السفلي V = سمك اللوحة * 10 أو 12، كما هو موضح في الجدول أدناه.
سمك لوحة الصفيحة (مم) | 0-2.5 ملم | 3-8 ملم | 9-10 ملم | فوق 12 ملم |
افتتاح الخامس من القالب السفلي (مم) | 6 * ر | 8 * ر | 10 * ر | 12 * ر |
قوة الشد للمواد شائعة الاستخدام
ثانيًا، تؤثر أيضًا قوة الشد المختلفة للمواد على حساب حمولة مكابح الضغط. رمز قوة الشد هو Rm (ينص المعيار الوطني القديم GB/T228-1987 على أن رمز قوة الشد هو ob)، والوحدة هي MPa (ملاحظة: N/mm -=MPa).
الألومنيوم: 200-300 نيوتن/مم
الفولاذ الطري: 370-500 نيوتن/مم (عادة 450 نيوتن/مم)
الفولاذ المقاوم للصدأ: 650-700 نيوتن/مم
لحساب حمولة مكابح الضغط ببساطة، عادةً ما نقوم أولاً بحساب حمولة الفولاذ الطري، ثم المعدلات المرتبطة بالوقت.
الألومنيوم = حمولة الفولاذ الطري * 0.5
الفولاذ المقاوم للصدأ = حمولة الفولاذ الطري * 1.5
مثال الحساب
سمك صفائح الفولاذ المقاوم للصدأ هو 3 مم، وطول اللوحة 2500 مم، ما هي حمولة مكابح الضغط التي يجب أن تختارها؟
P=650*3²*2.5/(3*6)*1.5=1219KN=122 طن
ما هي قوة الشد؟
قوة الشد هي القيمة الحرجة التي يتحول عندها المعدن من التشوه البلاستيكي الموحد إلى التشوه البلاستيكي المركز، وهي أيضًا أقصى قدرة تحمل للمعدن في ظل ظروف الشد الثابتة. تمثل قوة الشد مقاومة المادة لأقصى تشوه بلاستيكي موحد. قبل تحمل الحد الأقصى من إجهاد الشد، يكون تشوه عينة الشد موحدًا ومتسقًا، ولكن بعد تجاوز هذا الحد، يبدأ المعدن في إظهار العنق، مما يؤدي إلى تشوه مركّز؛ بالنسبة للمواد الهشة التي لا تحتوي على تشوه بلاستيكي منتظم (أو صغير جدًا)، فإنها تعكس مقاومة المادة للكسر. ويمكن أيضًا فهم ذلك على النحو التالي: عندما يستسلم الفولاذ إلى حد ما، فإن مقاومته للتشوه تزداد مرة أخرى بسبب إعادة ترتيب الحبيبات الداخلية. في هذا الوقت، على الرغم من أن التشوه يتطور بسرعة، إلا أنه يمكن أن يزيد مع زيادة الضغط حتى يتم الوصول إلى الحد الأقصى من الضغط. بعد ذلك، انخفضت قدرة الفولاذ على مقاومة التشوه بشكل ملحوظ، وحدث تشوه بلاستيكي كبير عند أضعف نقطة. عند هذه النقطة، تقلص المقطع العرضي للعينة بسرعة، مما أدى إلى فشل العنق والكسر. تسمى قيمة الإجهاد القصوى للصلب قبل كسر الشد بالقوة القصوى أو قوة الشد.
سمك لوحة الورقة
ثالثًا، كما يعلم المستخدمون، يعد سمك اللوحة أحد أهم العوامل التي تحدد قوة الانحناء. يعد سمك لوحة الصفيحة أحد أهم العوامل التي تؤثر على حساب حمولة مكابح الضغط. بشكل عام، في ظل نفس ظروف المعالجة، كلما زادت سماكة اللوحة المراد ثنيها، كلما زاد ضغط الوحدة المطلوب لتشويهها، وبالتالي تكون حمولة آلة مكابح الضغط أكبر مطلوبة.
طول لوحة الورقة
رابعًا، يعد طول لوحة الصفيحة نقطة رئيسية أخرى في حاسبة حمولة مكابح الضغط. كلما زاد طول اللوحة، زادت قوة الانحناء لفرامل الضغط المطلوبة.
في بعض الأحيان، يحتاج المشغل إلى الانتباه إلى قوة ثني الوحدة. على سبيل المثال، عادة ما يقوم المستخدم بثني صفائح الفولاذ الطري بسماكة 3 مم، وطول اللوحة 3000 مم؛ ولكن في الوقت نفسه، يحتاج أيضًا إلى ثني لوحة الفولاذ الطري بسمك 8 مم، وطول اللوحة 1000 مم. في هذه الحالة، وحدة الحمولة للوح بسماكة 3mm هي 3*3*650/(3*6)=325KN، لكن الحمولة لللوحة بسماكة 8mm هي 8*8*650/(8*8)=650KN. إذا أراد المستخدم استخدام نفس مكبح الضغط لثني هذين النوعين من الصفائح، فيجب أن تكون حمولة مكابح الضغط 200T3200MM.
مع أداة هيمينغ لحساب حمولة الفولاذ الطري
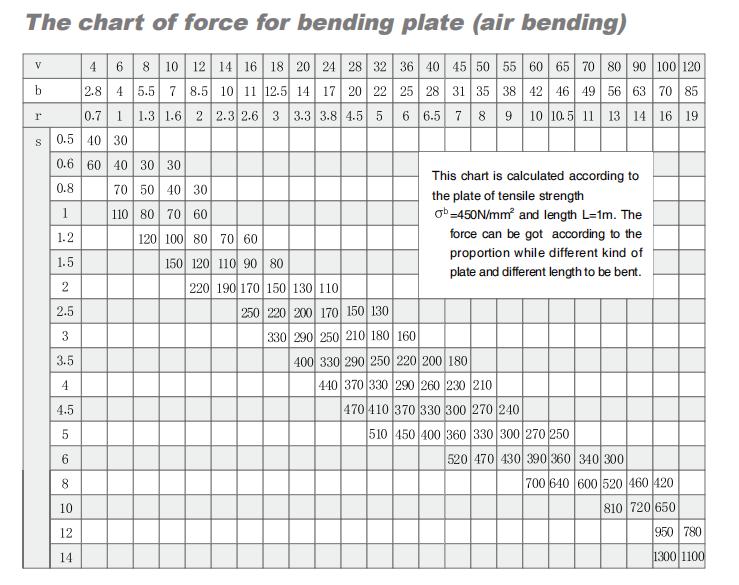
خامسا، سواء كان استخدام أداة التطويق أم لا يؤثر على حساب الحمولة. تحتاج مكابح الضغط باستخدام أداة التطويق إلى قوة ثني أكبر ولا يمكن للمستخدمين تطبيق الصيغة ببساطة. فيما يلي جدول الحساب للرجوع إليه.
سمك 1 مم وطول 1000 مم من الفولاذ الطري: عندما يحتاج إلى الانحناء باستخدام أدوات قطرة الدموع، فإنه يحتاج إلى حمولة 15 طنًا لكل متر. عندما تحتاج إلى الانحناء باستخدام أداة التطويق الكاملة، فإنها تحتاج إلى اختيار مكابح ضغط 40 طن/1000 مم.
سمك (مم) | قطرة المسيل للدموع (طن / م) | حاشية كاملة (طن/م) |
0.6 | 9 | 23 |
1 | 15 | 40 |
1.5 | 22 | 63 |
2 | 30 | 80 |
2.5 | 55 | 90 |
3 | 77 | 100 |
ثني الأعمدة باستخدام مكابح الضغط الثقيلة
أخيرًا وليس آخرًا، يجب في بعض الأحيان أن تأخذ أعمدة الانحناء بعين الاعتبار المزيد من العوامل التي لم يتم تضمينها في الصيغة. عادة عندما يختار المستخدمون الاستخدام الفرامل جنبا إلى جنب لثني اللوحة، يمكنهم استخدام الصيغة المذكورة أعلاه لحساب حمولة مكابح الضغط. ومع ذلك، عندما يقومون بثني الأعمدة متعددة الأضلاع بشفرات قليلة وأعمدة القوس الدائرية، يجب أن تكون حمولة مكابح الضغط أكبر بكثير من نتائج حساب الصيغة. يرجى الاتصال مع المهنية الشركة المصنعة لفرامل الضغط CNC للحصول على تفاصيل الجهاز المناسبة.
الحد الأدنى المسموح به لطول حافة الانحناء
إلى جانب جميع العوامل المذكورة أعلاه، أثناء عملية تشوه الانحناء، يتم ضغط المادة الموجودة على الجانب الداخلي للزاوية المنحنية وتمدد المادة الموجودة على الجانب الخارجي، بينما يتم توزيع المادة التي تحافظ على طولها الأصلي في قوس دائري. موضع هذا القوس هو الخط المحايد لميكانيكا المواد للصفائح المعدنية، وهو الخط المستخدم لحساب الطول غير المطوي. ولا يجوز أن يتجاوز نصف الشكل الهندسي لسمك اللوحة.
زاوية (°) | 165 | 130 | 120 | 90 | 60 | 45 | 30 |
الحجم (ب) | 0.51 فولت | 0.55 فولت | 0.58 فولت | 0.71 فولت | الخامس | 1.31 فولت | 1.94 فولت |
المبالغة في تقدير الحمولة
يعتقد المستخدمون أحيانًا أنه إذا قاموا بشراء مكابح ضغط ذات حمولة كبيرة، فيمكنهم ثني جميع قطع العمل الصغيرة التي تغطيها متطلبات الحمولة. باعتبارنا مصنعًا محترفًا لفرامل الضغط، علينا أن نقول أن هذا هو سوء الفهم الشائع. باستخدام حاسبة حمولة مكابح الضغط دون استشارة الشركة المصنعة، غالبًا ما يبالغ المستخدمون في تقدير الحمولة أو يقللون من تقدير الحمولة.
مخاطر استخدام الكثير من الحمولة
تأثيرات الانحناء السيئة لقطع العمل الصغيرة
عندما يقوم المستخدم بثني قطع العمل الصغيرة باستخدام مكابح الضغط ذات الحمولة الكبيرة، سيجد أن أدوات مكابح الضغط المصممة لفرامل الضغط الكبيرة ليست مناسبة لثني قطع العمل الصغيرة. عادةً ما تستخدم مكابح الضغط الكبيرة قالبًا سفليًا للضغط متعدد V وتكون درجة V كبيرة جدًا بالنسبة للوحة الصفائح الرقيقة. حتى المستخدمين يقومون بتغيير القالب السفلي الصغير للوحة الرقيقة، فإن مكابح الضغط ذات الحمولة الكبيرة مع طاولة العمل الواسعة تعيق أحيانًا تأثيرات الانحناء.
استهلاك الطاقة غير الضروري
إن استخدام مكابح الضغط ذات الحمولة الأكبر يعني الحاجة إلى استخدام المزيد من الطاقة الكهربائية. إذا كان المستخدمون يستخدمون دائمًا مكابح الضغط الكبيرة لثني قطع العمل الصغيرة، فإنهم ينفقون المال على استهلاك الطاقة غير الضروري.
نصائح لتجنب المبالغة في التقدير
- اتصل بمصنع مكابح الضغط لاختيار طراز الماكينة الأنسب.
- استخدم فرامل ضغط صغيرة لثني قطع العمل الصغيرة واستخدم فرامل ضغط كبيرة خصيصًا لقطع العمل الكبيرة.
- اختر الشراء فرامل ضغط مؤازرة هجينة لتقليل استهلاك الطاقة.
التقليل من الحمولة
يعد التقليل من الحمولة مشكلة شائعة أخرى في عملية اختيار مكابح الضغط. يستخدم بعض المستخدمين حاسبة حمولة المكابح عبر الإنترنت لحساب الحمولة بأنفسهم، لكن الحمولة تتأثر بالعديد من العوامل المختلفة كما ناقشنا أعلاه. نتحدث أدناه عن خطر التقليل من حمولة مكابح الضغط.
المشكلات المحتملة المتعلقة باستخدام الحمولة غير الكافية
إن استخدام حمولة مكابح الضغط غير الكافية لثني اللوحة ينطوي على مخاطر أكبر من استخدام المبالغة في تقدير حمولة مكابح الضغط لثني الصفائح الرقيقة. وفيما يلي اثنين من المخاطر الرئيسية.
غير قادر على الانحناء
عندما يشتري المستخدمون مكابح الضغط ذات الحمولة غير الكافية لثني اللوحة بما يتجاوز قدرة الثني، فإن المشكلة الأكثر بديهية هي أن الماكينة لا تستطيع ثني الزاوية المطلوبة. على سبيل المثال، استخدم آلة فرامل الضغط ذات الحمولة غير الكافية لثني 90 درجة المطلوبة، بغض النظر عن كيفية قيام المستخدمين بضبط وحدة التحكم CNC، قد تظهر نتيجة الانحناء أن الآلة يمكنها ثني 120 درجة فقط.
مكسور
هناك مشكلة أخرى لاستخدام مكابح الضغط ذات الحمولة غير الكافية وهي أن أدوات مكابح الضغط أو الآلة قد تنكسر أثناء عملية الثني.
استخدم المثال أعلاه: عادةً ما يقوم المستخدم بثني لوحة الفولاذ الطري بسمك 3 مم، وطول اللوحة 3000 مم؛ ولكن في الوقت نفسه، يحتاج أيضًا إلى ثني لوحة الفولاذ الطري بسمك 8 مم، وطول اللوحة 1000 مم. إذا اختار المستخدم طراز الآلة الصحيح، فيجب عليه شراء 200T3200MM. ومع ذلك، إذا قام بشراء 100T3200MM فقط على أساس ثني اللوحة بسمك 3 مم 3000 مم، فعند ثني اللوحة بطول 1000 مم بسمك 8 مم، قد تنكسر أداة فرامل الضغط أو لا يتمكن من الحصول على الزاوية المطلوبة.
خاتمة
من هذه المقالة، نقدم أولاً الصيغة المستخدمة بشكل شائع في حاسبة حمولة مكابح الضغط والعوامل التي تؤثر على الحساب، والتي تشمل قوة شد المواد، وفتحة V للقالب السفلي لفرامل الضغط، وسمك اللوحة، وطول اللوحة، وأدوات الحاشية، وثني الأعمدة. بالإضافة إلى ذلك، نناقش أيضًا مخاطر المبالغة في تقدير حمولة مكابح الضغط والتقليل منها وكيفية تجنب هذه الأخطاء المحتملة. نأمل أن يتمكن الأشخاص من معرفة المزيد حول حساب حمولة مكابح الضغط من هذه المقالة.




